
加工中心程序编制2.ppt

和蔼****娘子

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

加工中心程序编制2.ppt
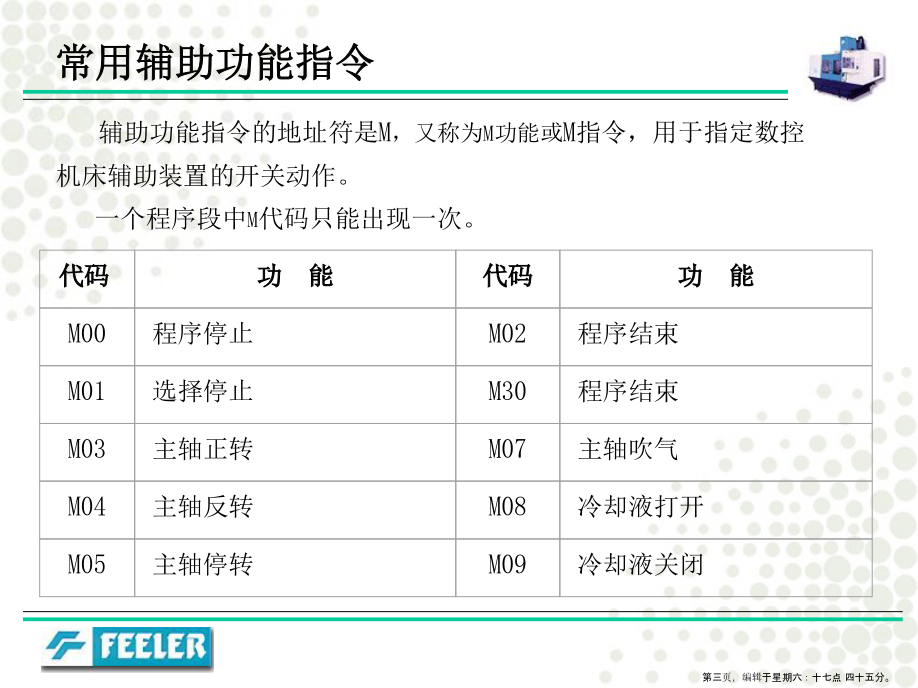
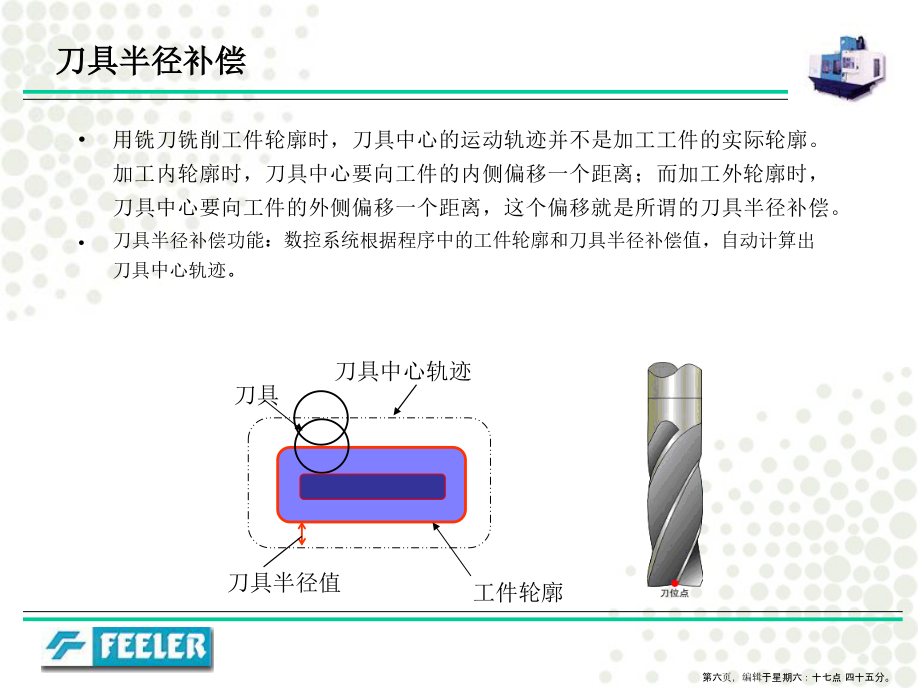
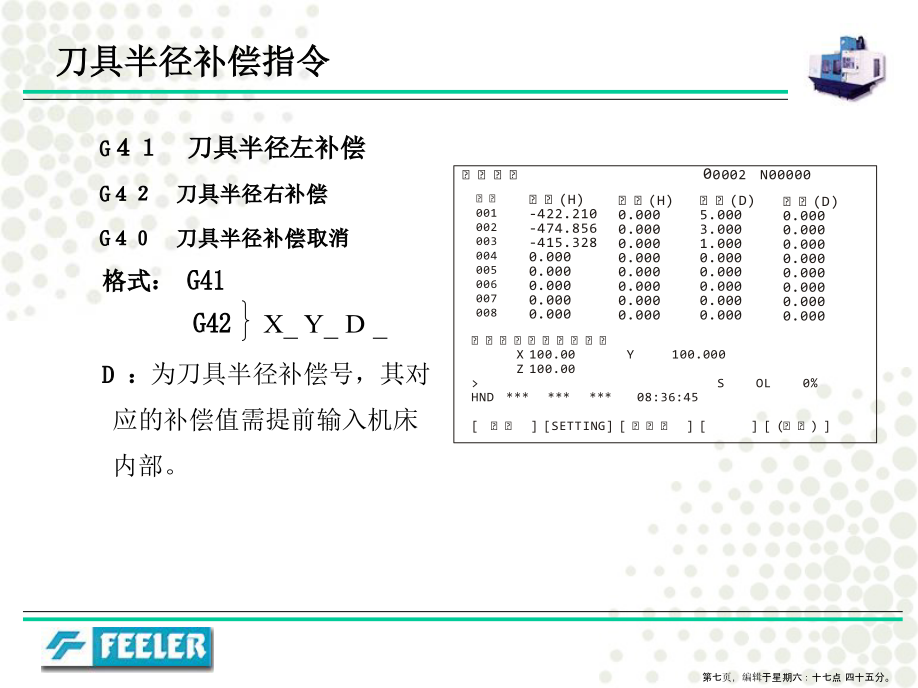
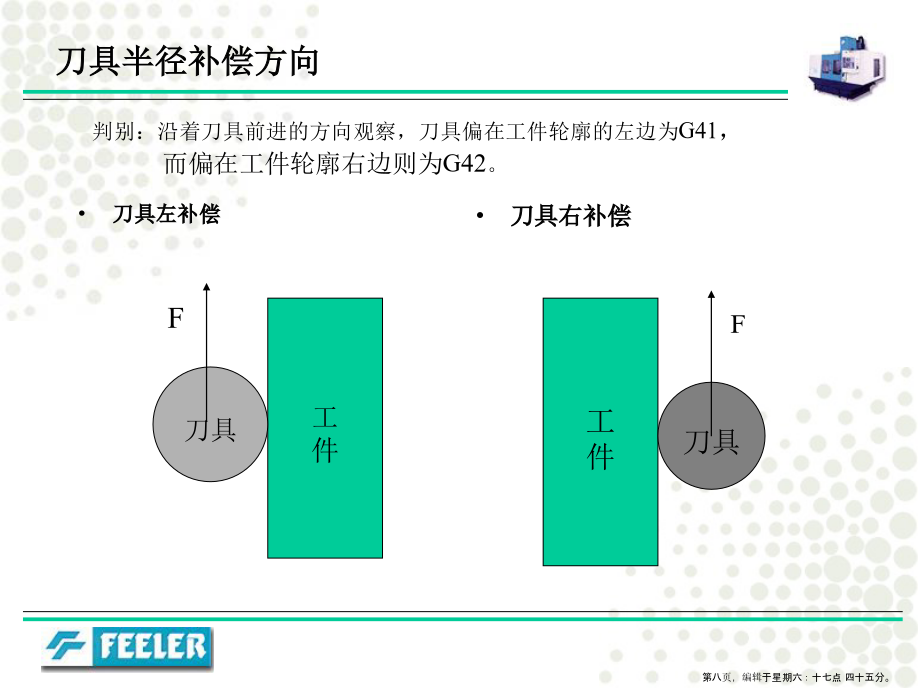
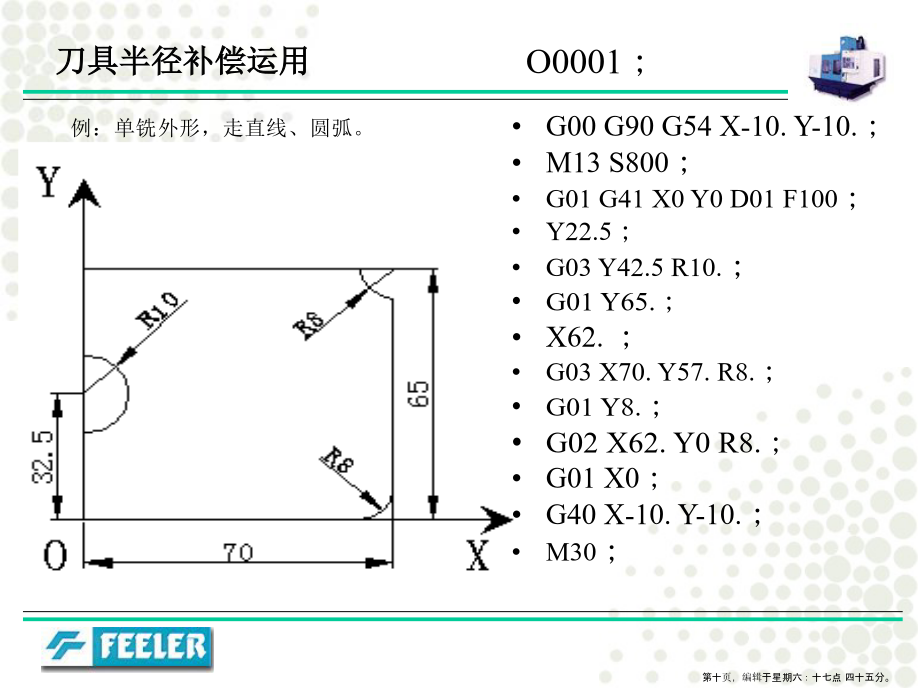
友嘉机电学院加工中心程序编制常用辅助功能指令常用辅助功能指令暂停功能:G04刀具半径补偿刀具半径补偿指令刀具半径补偿方向刀具半径补偿功用例:单铣外形,走直线、圆弧。O0001;刀具长度补偿例:单铣外形,走直线、圆弧,工件高度为10MM。G00G90G54X80.Y60.;M03S600;G43Z0.H01;G01Z-3.F200;M08;G42X60.Y40.D01;X30.;G02X20.Y50.R10.;G01Y80.;G02X30.Y90.R10.;G01自动倒圆角编程加工中心换刀固定循环通常一个固
加工中心程序编制.ppt
加工中心程序编制数控机床所使用的程序是按照一定格式并以代码的形式编制的,一般称为“加工程序”。目前零件的加工程序编制方法主要有以下三种:1.手工编程利用一般的计算工具,通过各种数学方法,人工进行刀具轨迹运算,并进行指令编制,这种方式比较简单,容易掌握,适应性较大。适用于中等复杂程序,计算量不大的零件编程。2.自动编程利用通用的微机及专用自动编程软件,以人机对话方式确定加工对象和加工条件,自动进行运算和生成指令。这种方法目前中小企业普遍采用,编制较复杂的零件加工程序效率高,可靠性好。3.CAD/CAM编程利
加工中心程序编制ppt课件.ppt
加工中心程序编制数控机床所使用的程序是按照一定格式并以代码的形式编制的,一般称为“加工程序”。目前零件的加工程序编制方法主要有以下三种:1.手工编程利用一般的计算工具,通过各种数学方法,人工进行刀具轨迹运算,并进行指令编制,这种方式比较简单,容易掌握,适应性较大。适用于中等复杂程序,计算量不大的零件编程。2.自动编程利用通用的微机及专用自动编程软件,以人机对话方式确定加工对象和加工条件,自动进行运算和生成指令。这种方法目前中小企业普遍采用,编制较复杂的零件加工程序效率高,可靠性好。3.CAD/CAM编程利

加工中心程序编制5章.ppt
加工中心(MachiningCenter)简称MC,是由机械设备与数控系统组成的适用于加工复杂零件的高效率自动化数控机床。加工程序的编制,是决定加工质量的重要因素。在本模块的教学内容中,我们将研究影响加工中心应用效果的编程要点、工艺及工装、机床功能等因素。加工中心所配置的数控系统各有不同,各种数控系统程序编制的内容和格式也不尽相同,但是程序编制方法和使用过程是基本相同的。以下所述内容,均以配置FANUC-0i数控系统的XH714加工中心为例展开讨论。加工固定循环B类宏程序应用加工中心的调整加工中心程序编制

数控铣床与加工中心的程序编制.pptx
会计学一、F、S、T功能三、工件坐标系设定2、用G54~G59设置工件坐标系例:三、工件坐标系设定(1)采用G92实现编程原点设置的有关程序为:2)采用G54~G59实现编程原点偏移时,首先要设置G54~G56工件原点偏置寄存器的值:对于零件1:G54X-210.Y-100.Z0对于零件2:G55X-330.Y-300.Z0对于零件3:G56X-560.Y-160.Z0加工程序为:坐标平面选择指令是用来选择圆弧插补的平面和刀具补偿平面的。(1)G17—选择XY平面;(数铣和加工中心默认,编程时可省掉)(2