
手工焊和二保焊-焊接缺陷产生原因及防止措施.pdf

文库****品店

1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
手工焊和二保焊-焊接缺陷产生原因及防止措施.pdf
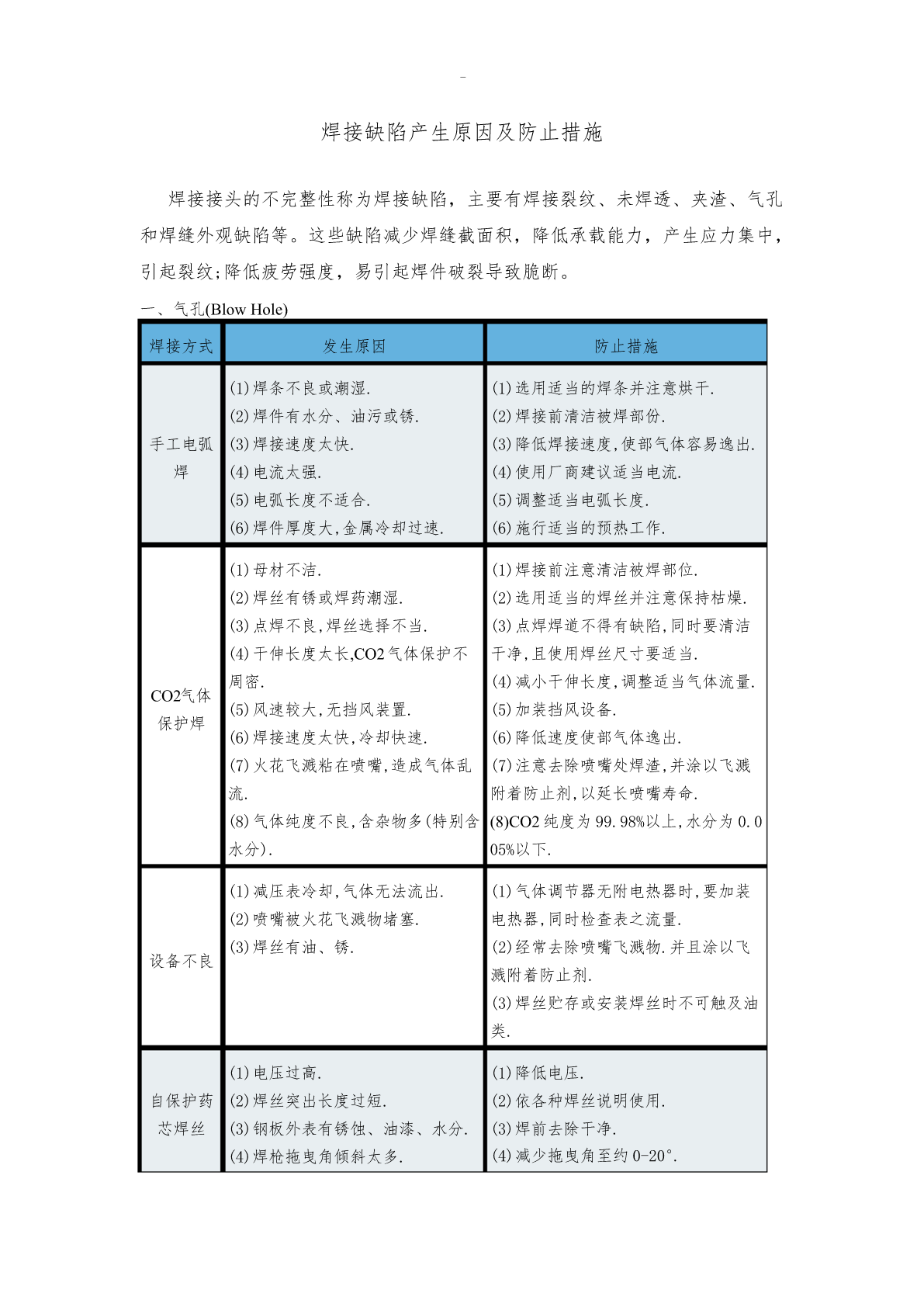
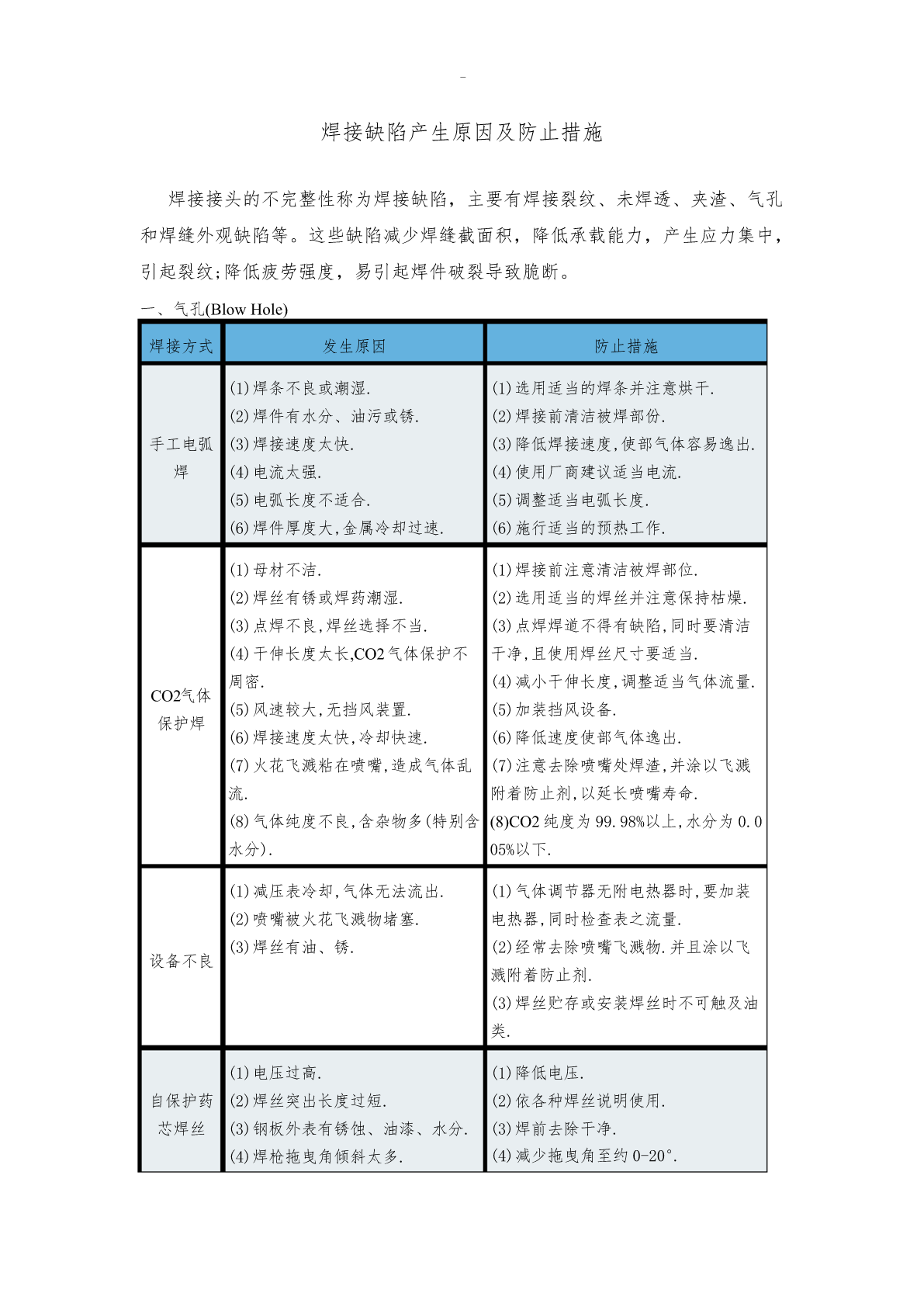
-焊接缺陷产生原因及防止措施焊接接头的不完整性称为焊接缺陷,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺陷等。这些缺陷减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断。一、气孔(BlowHole)焊接方式发生原因防止措施(1)焊条不良或潮湿.(1)选用适当的焊条并注意烘干.(2)焊件有水分、油污或锈.(2)焊接前清洁被焊部份.手工电弧(3)焊接速度太快.(3)降低焊接速度,使部气体容易逸出.焊(4)电流太强.(4)使用厂商建议适当电流.(5)电弧长度不适合.(5
手工焊和二保焊焊接缺陷产生原因及防止措施.pdf
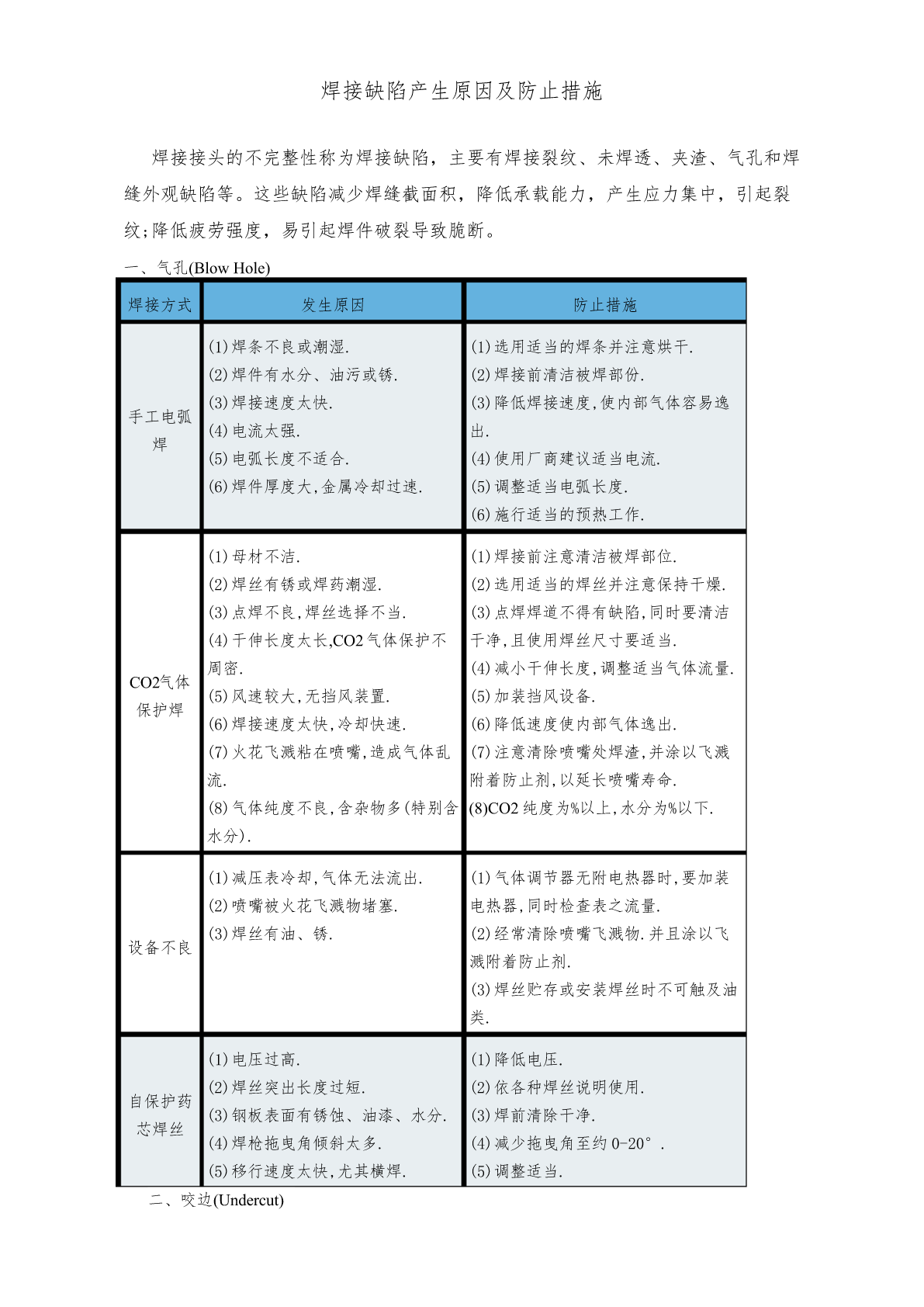
焊接缺陷产生原因及防止措施焊接接头的不完整性称为焊接缺陷,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺陷等。这些缺陷减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断。一、气孔(BlowHole)焊接方式发生原因防止措施(1)焊条不良或潮湿.(1)选用适当的焊条并注意烘干.(2)焊件有水分、油污或锈.(2)焊接前清洁被焊部份.(3)焊接速度太快.(3)降低焊接速度,使内部气体容易逸手工电弧(4)电流太强.出.焊(5)电弧长度不适合.(4)使用厂商建议适当电流.(6
焊条电弧焊常见缺陷的产生原因及防止措施.pdf
焊条电弧焊常见缺陷的产生原因及防止措施焊条电弧焊过程中常见的缺陷有焊缝表面成形不良、咬边、未熔合、未焊透、夹渣、气孔、裂纹和烧穿等。其产生的原因和防止措施如下:气孔气孔是指在焊接过程中,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。焊条电弧焊焊缝产生气孔的主要原因及措施如下:1.焊件清理不干净:焊件坡口及其待焊区域的铁锈、油污或其它污物若清理不干净,在焊接时会产生大量的气体,而使焊缝产生气孔。所以焊接时必须严格清理焊件坡口及其待焊区域的金属表面。2.焊条受潮:焊条药皮中的水分在焊接过程中会导致气孔的

焊接缺陷产生原因及防止措施.doc
焊接缺陷产生因素及防止措施(必须收藏!)原创2023-08-27土豆工程客焊接缺陷焊接接头的不完整性称为焊接缺陷,重要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺陷等。这些缺陷减少焊缝截面积,减少承载能力,产生应力集中,引起裂纹;减少疲劳强度,易引起焊件破裂导致脆断。一缺陷名称:气孔(BlowHole)焊接方式发生因素防止措施手工电弧焊(1)焊条不良或潮湿.(2)焊件有水分、油污或锈.(3)焊接速度太快.(4)电流太强.(5)电弧长度不适合.(6)焊件厚度大,金属冷却过速.(1)选用适当的焊条并注意烘干.(

焊接缺陷产生原因及防止措施.pdf
焊接缺陷产生原因及防止措施焊接接头的不完整性称为焊接缺陷,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺陷等。这些缺陷减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断。一缺陷名称:气孔(BlowHole)焊接方式发生原因防止措施(1)焊条不良或潮湿.(1)选用适当的焊条并注意烘干.(2)焊件有水分、油污或锈.(2)焊接前清洁被焊部份.(3)焊接速度太快.(3)降低焊接速度,使内部气体容易逸手工电弧(4)电流太强.出.焊(5)电弧长度不适合.(4)使用厂商建议适当电