
灰铸铁铸件生产技术 灰铸铁件结构工艺性分析方法-从简化铸造工艺角度分析铸件结构工艺性.pdf

文库****品店

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

灰铸铁铸件生产技术 灰铸铁件结构工艺性分析方法-从简化铸造工艺角度分析铸件结构工艺性.pdf
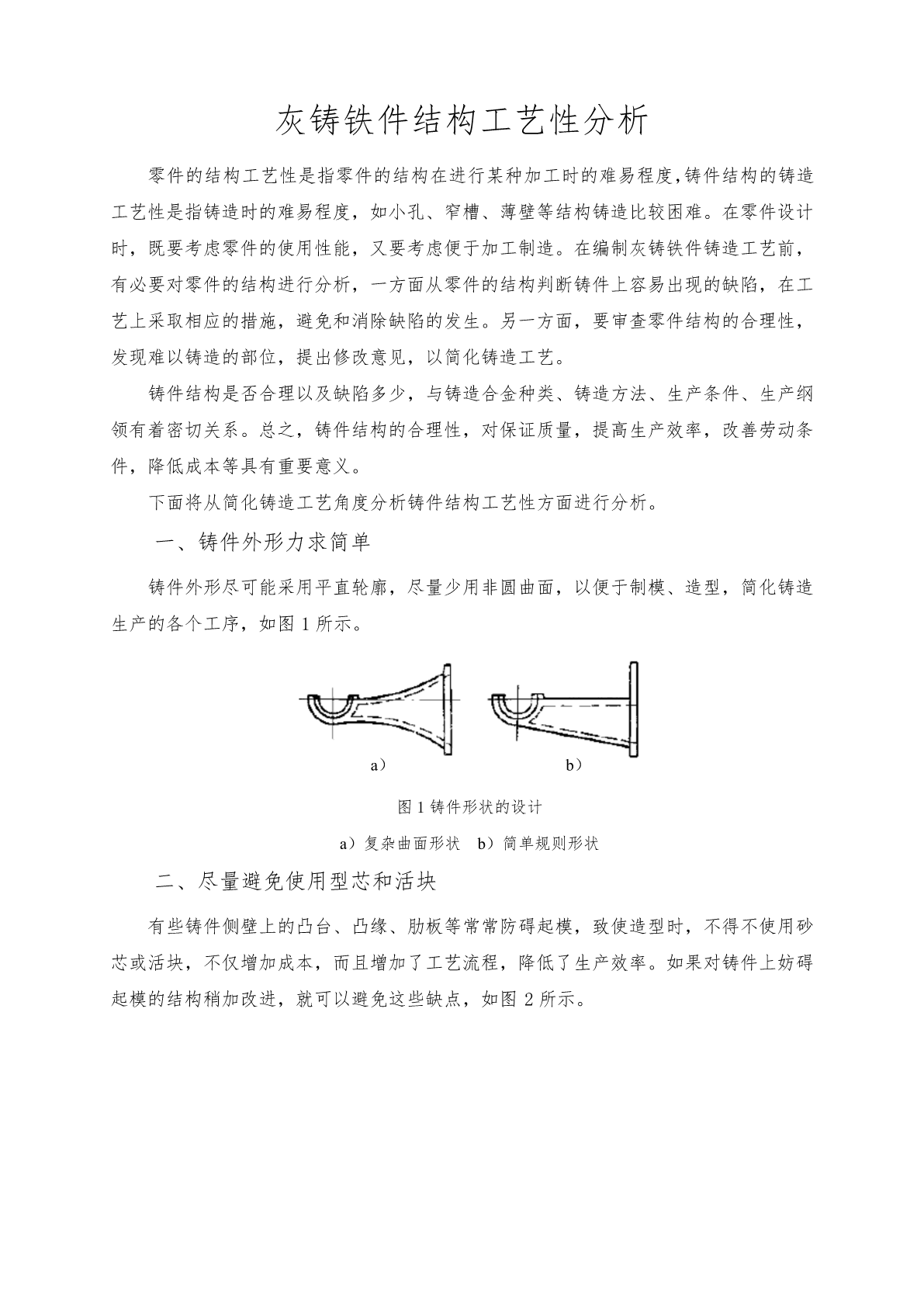
灰铸铁件结构工艺性分析零件的结构工艺性是指零件的结构在进行某种加工时的难易程度,铸件结构的铸造工艺性是指铸造时的难易程度,如小孔、窄槽、薄壁等结构铸造比较困难。在零件设计时,既要考虑零件的使用性能,又要考虑便于加工制造。在编制灰铸铁件铸造工艺前,有必要对零件的结构进行分析,一方面从零件的结构判断铸件上容易出现的缺陷,在工艺上采取相应的措施,避免和消除缺陷的发生。另一方面,要审查零件结构的合理性,发现难以铸造的部位,提出修改意见,以简化铸造工艺。铸件结构是否合理以及缺陷多少,与铸造合金种类、铸造方法、生产条
《铸件结构工艺性》.ppt
铸件结构工艺性一、铸造性能对铸件结构的要求RequirementsofFoundryTechnologicalPropertiestoCastingStructure1.铸件的壁厚2.壁的连接.3.避免变形和裂纹的结构.二、铸造工艺对铸件结构的要求RequirementsofFoundryTechnologytoCastingStructure..2、铸件的内腔设计3.组合铸件作业:.§1-6特种铸造3、熔模铸造的结构特点4、熔模铸造的特点和适用范围(1)铸件的精度和表面质量较高,尺寸公差等级为IT11~

铸件结构工艺性.pptx
会计学还有缸体的设计。原设计a)的结构有内凹,造型时起模困难,也只能采用外型芯。而将其改为图b)的结构,则可省去外型芯,简化造型工序。/(2)尽可能使分型面为平面,去掉不必要的外圆角。因为平面分型面可以避免挖砂和假箱造型、生产率高。(a)不合理(b)合理杠杆铸件结构如图a)所示的托架铸件,设计了不必要的外圆角,使造型工序复杂。去掉外圆角的结构图b),便于整模造型。(3)铸件上凸台和筋条的设计,应考虑其结构便于造型。如下图为箱体铸件,其原设计的结构a)有凸台,就需要采用活块造型、工艺复杂,且凸台的位置尺寸难
常见铸造合金与铸件结构工艺性.ppt
机械制造基础第3讲铸造合金与铸件结构工艺性一、常见铸造合金铁-石墨相图1.灰口铸铁(根据石墨的形态)(1)普通灰铸铁普通灰铸铁的组织和性能灰铸铁的其他优良性能灰铸铁的组织——石墨化讨论化学成分影响石墨化冷却速度影响石墨化不同厚度-不同组织-不同性能强化普通灰口铸铁的手段(2)可锻铸铁可锻铸铁常识可锻铸铁常识(3)球墨铸铁球墨铸铁常识球墨铸铁常识(4)蠕墨铸铁蠕墨铸铁常识(5)合金铸铁(5)合金铸铁(5)合金铸铁(5)合金铸铁2.铸钢铸钢件的铸造工艺示例3.铝及其铝合金3.铸造铝合金3.铸造铝合金坩埚炉

砂型铸件结构的工艺性解析学习教案.pptx
砂型(shāxíng)铸件结构的工艺性解析铸造工艺(gōngyì)对铸件结构设计的要求1、铸件的外形(wàixínɡ)应力求简化,造型时便于起模(1)避免铸件的外形(wàixínɡ)有侧凹(2)尽可能使分型面为平面(píngmiàn),去掉不必要的外圆角。(3)铸件(zhùjiàn)上凸台和筋条的设计,应考虑其结构便于造型2、铸件(zhùjiàn)要尽量减少分型面数量BACK3、在铸件(zhùjiàn)上设计结构斜度/BACK1.铸件内腔尽量(jǐnliàng)不用或少用型芯,以简化铸造工艺BACK2.当