
铸铁焊接工艺.pdf

文库****品店

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸铁焊接工艺.doc
铸铁焊接工艺要点焊件类别焊缝类别主要特点工艺措施焊条热规范(℃)备注预热后热灰口铸铁铸铁灰口铸铁可焊性较差,由于熔池凝固快,焊缝及近缝区极易产生白口及脆性马氏体组织。灰口铸铁强度低、塑性差,由于焊接的局部不均匀加热、快速冷却,容易产生较大的焊接应力,导致焊缝和热影响区产生裂纹。冷焊:通过药皮和焊芯过渡合金元素,调整焊缝金属的化学成分,提高焊缝石墨化能力。如适当提高C、Si含量,添加少量Ti、Re,可加强焊缝石墨化,细化石墨。热焊、半热焊:(1)预热和焊后缓冷能有效地防止白口和淬硬组织的产生。(2)提高焊缝

铸铁焊接工艺.doc
铸铁焊接工艺要点焊件类别焊缝类别主要特点工艺措施焊条热规范(℃)备注预热后热灰口铸铁铸铁灰口铸铁可焊性较差,由于熔池凝固快,焊缝及近缝区极易产生白口及脆性马氏体组织。灰口铸铁强度低、塑性差,由于焊接的局部不均匀加热、快速冷却,容易产生较大的焊接应力,导致焊缝和热影响区产生裂纹。冷焊:通过药皮和焊芯过渡合金元素,调整焊缝金属的化学成分,提高焊缝石墨化能力。如适当提高C、Si含量,添加少量Ti、Re,可加强焊缝石墨化,细化石墨。热焊、半热焊:(1)预热和焊后缓冷能有效地防止白口和淬硬组织的产生。(2)提高焊缝
铸铁焊接工艺.pdf
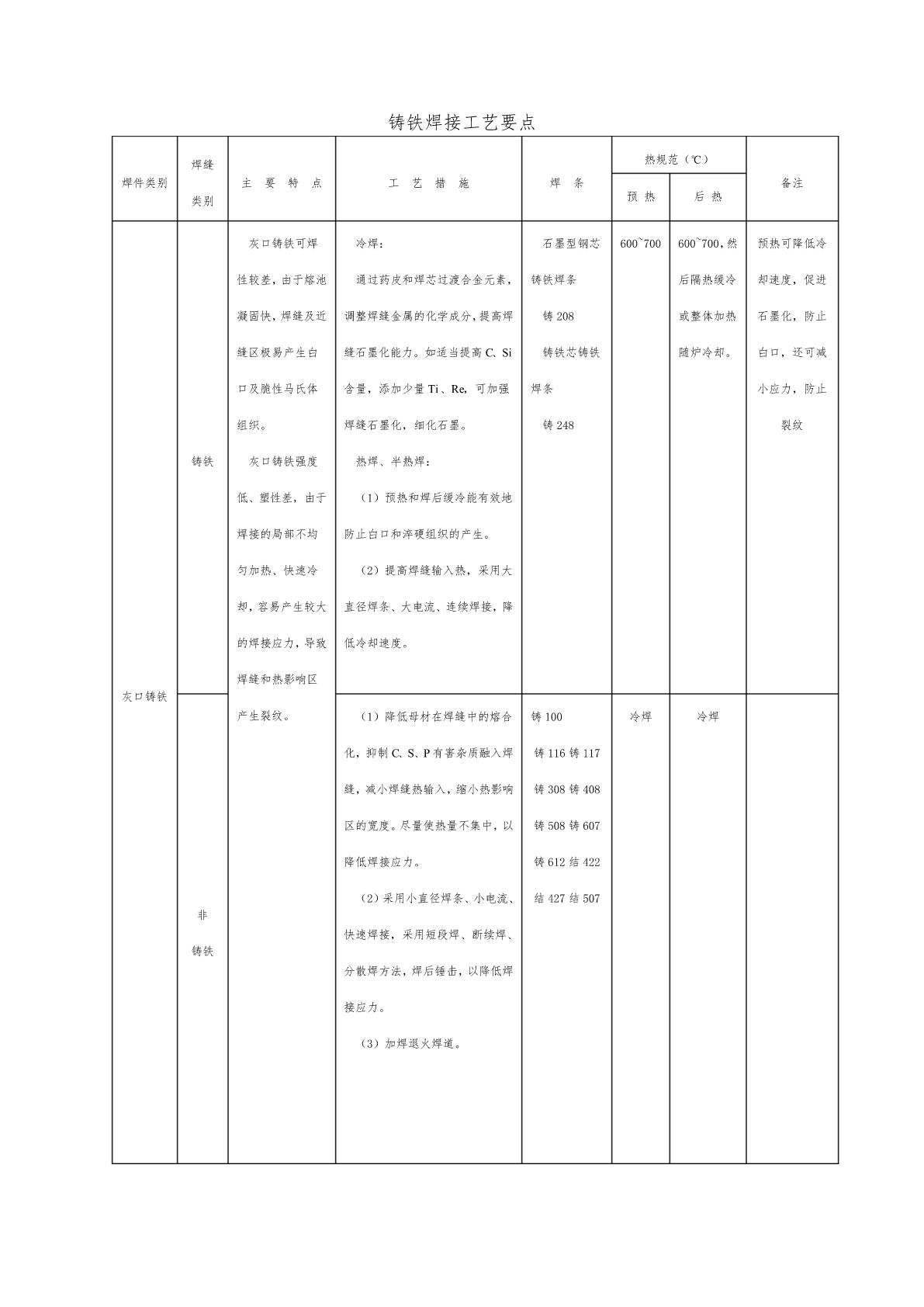
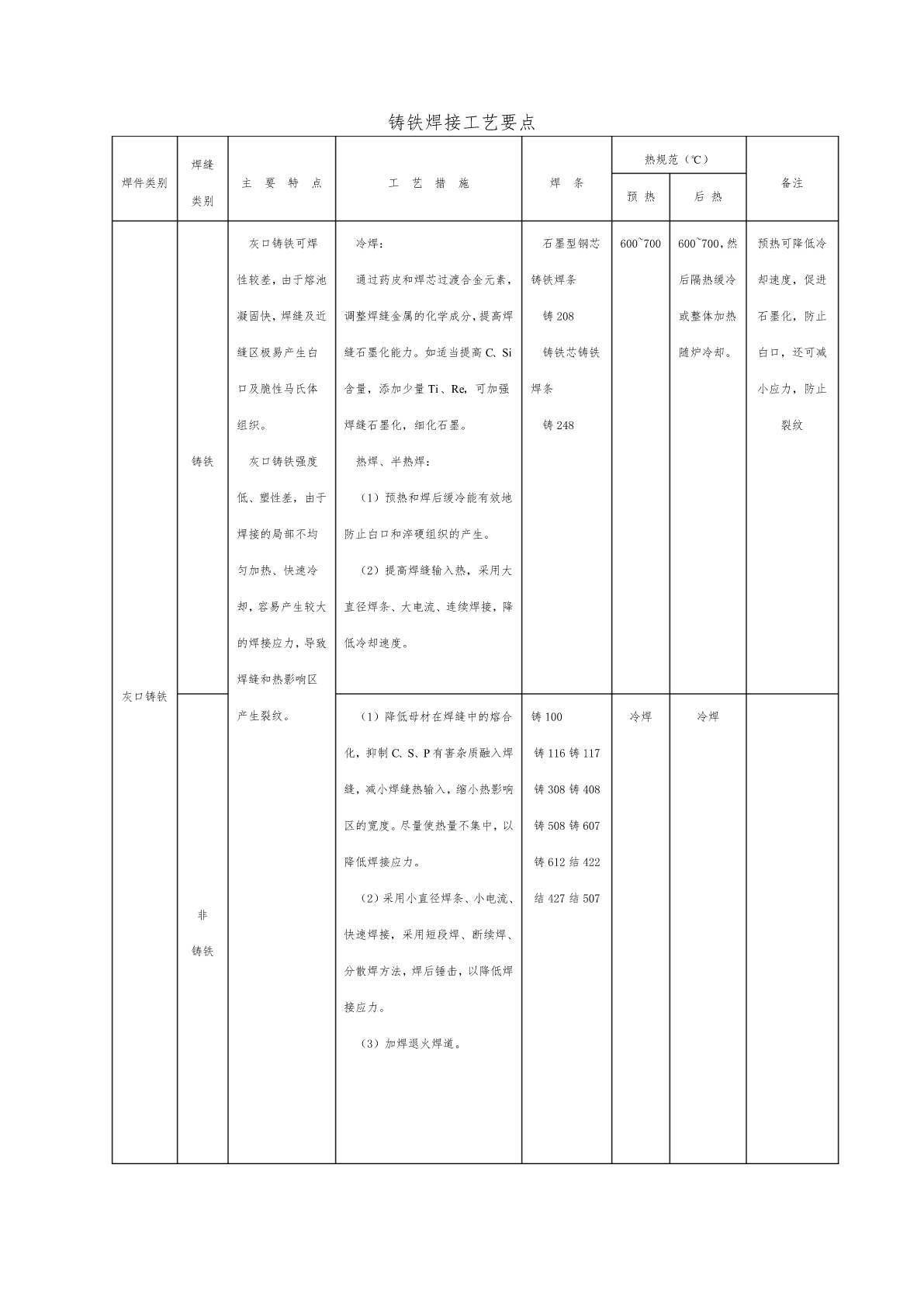
铸铁焊接工艺要点焊缝热规范(℃)焊件类别主要特点工艺措施焊条备注类别预热后热灰口铸铁可焊冷焊:石墨型钢芯600~700600~700,然预热可降低冷性较差,由于熔池通过药皮和焊芯过渡合金元素,铸铁焊条后隔热缓冷却速度,促进凝固快,焊缝及近调整焊缝金属的化学成分,提高焊铸208或整体加热石墨化,防止缝区极易产生白缝石墨化能力。如适当提高C、Si铸铁芯铸铁随炉冷却。白口,还可减口及脆性马氏体含量,添加少量Ti、Re,可加强焊条小应力,防止组织。焊缝石墨化,细化石墨。铸248裂纹铸铁灰口铸铁强度热焊、半热焊:低

铸铁焊接工艺.doc
专业文档供参考,如有帮助请下载。专业文档供参考,如有帮助请下载。专业文档供参考,如有帮助请下载。铸铁焊接工艺要点焊件类别焊缝类别主要特点工艺措施焊条热规范(℃)备注预热后热灰口铸铁铸铁灰口铸铁可焊性较差,由于熔池凝固快,焊缝及近缝区极易产生白口及脆性马氏体组织。灰口铸铁强度低、塑性差,由于焊接的局部不均匀加热、快速冷却,容易产生较大的焊接应力,导致焊缝和热影响区产生裂纹。冷焊:通过药皮和焊芯过渡合金元素,调整焊缝金属的化学成分,提高焊缝石墨化能力。如适当提高C、Si含量,添加少量Ti、Re,可加强焊缝石墨

铸铁焊接工艺.doc
铸铁焊接工艺要点焊件类别焊缝类别主要特点工艺措施焊条热规范(℃)备注预热后热灰口铸铁铸铁灰口铸铁可焊性较差,由于熔池凝固快,焊缝及近缝区极易产生白口及脆性马氏体组织。灰口铸铁强度低、塑性差,由于焊接的局部不均匀加热、快速冷却,容易产生较大的焊接应力,导致焊缝和热影响区产生裂纹。冷焊:通过药皮和焊芯过渡合金元素,调整焊缝金属的化学成分,提高焊缝石墨化能力。如适当提高C、Si含量,添加少量Ti、Re,可加强焊缝石墨化,细化石墨。热焊、半热焊:(1)预热和焊后缓冷能有效地防止白口和淬硬组织的产生。(2)提高焊缝