
Ω型密封环组焊压紧装置在高温高压换热器中的应用.pdf

文库****品店


1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
Ω型密封环组焊压紧装置在高温高压换热器中的应用.pdf
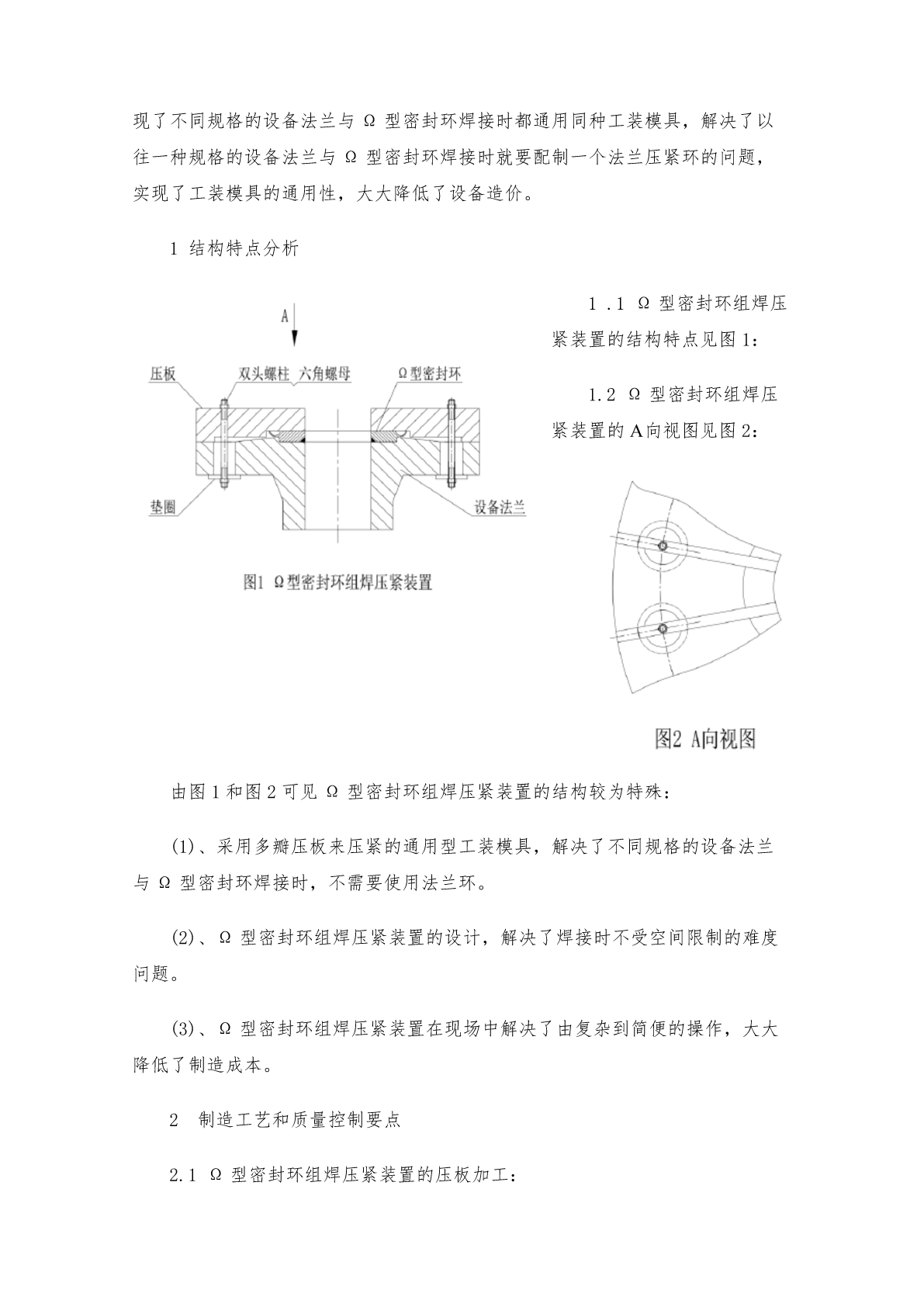
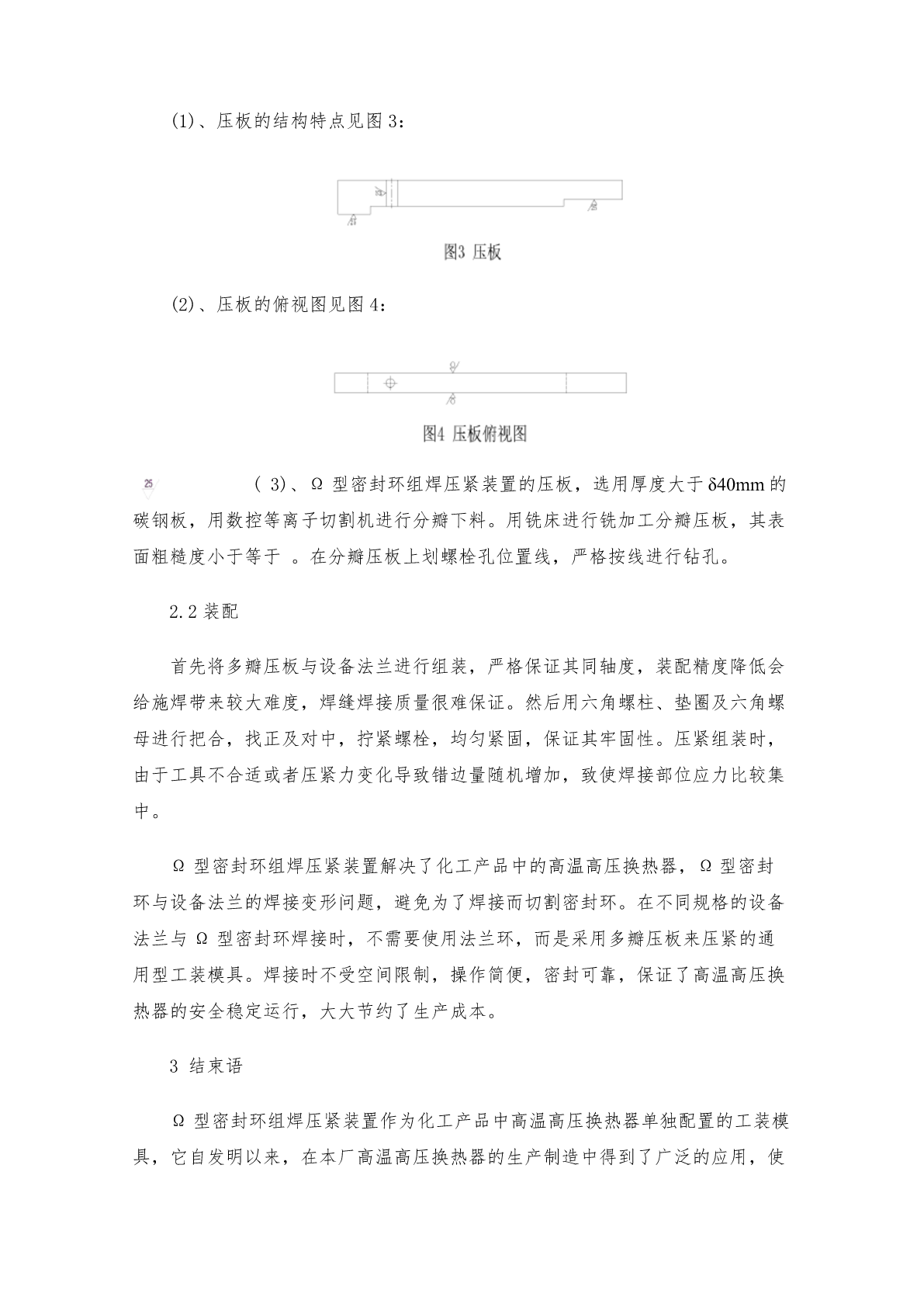
Ω型密封环组焊压紧装置在高温高压换热器中的应用摘要:介绍了Ω型密封环组焊压紧装置的结构,加工精度,厚度及装配关键词:Ω型密封环组焊压紧装置;压板;设备法兰化工行业的产品,随着对油品质量要求的不断提高,精制及改质技术被广泛地应用,高温高压换热器的密封结构要求越来越严,密封结构的设计既要满足密封性能,又要便于制造和安装。在高温高压换热器设计中,对于设备法兰密封面通常采用Ω型密封环结构,是一种无泄漏密封结构。Ω型密封环作为承压密封元件,是由一对Ω型半环组焊而成,其环壳部分直径小,壁厚2~3mm。Ω型本身具有较好

耐高温高压密封环.pdf
本发明公开了一种耐高温高压密封环,该密封环包括呈封闭环形的金属环本体,金属环本体的纵截面呈O型圆环,金属环本体的外侧周部上设置有至少一条柔性金属涂层带,柔性金属涂层带沿所述金属环本体的周向延伸而形成环形带状,且柔性金属涂层带在O型圆环的外侧周部上沿其周向延伸而形成涂层宽度。本发明的密封环在设置时不需要使用电镀工艺,生产过程污染小,适用于多种尺寸密封环的加工。该密封环在用于密封时被挤压缩在待密封的部件之间时,其柔性金属涂层能够产生塑性变形并与密封面之间产生啮合作用,使柔性金属嵌入到密封面的凹凸不平处,将沟槽

新材料在高温高压阀门密封中的应用.docx
新材料在高温高压阀门密封中的应用高温高压阀门密封是在工业生产中常见的一种密封方式,它承受着高温和高压环境下的工作条件。随着技术的不断发展,新材料的应用在高温高压阀门密封中变得越来越重要。本文将从新材料在高温高压阀门密封中的应用优势、新材料的种类和性能以及未来发展趋势等方面进行探讨。一、新材料在高温高压阀门密封中的应用优势传统的高温高压阀门密封材料如铜、铁等常规材料具有很多的缺陷,比如耐热性较差、易氧化、易磨损等。而新材料的应用在高温高压阀门密封中具有如下优势:1.高温高压性能优越:新材料具有较高的熔点和抗

波齿复合垫片在加氢装置高温高压换热器上的应用.docx
波齿复合垫片在加氢装置高温高压换热器上的应用波齿复合垫片在加氢装置高温高压换热器上的应用摘要:高温高压换热器是加氢装置中至关重要的设备,承担着将高温高压气体与冷却介质进行热量交换的重要任务。在这个过程中,密封垫片的选用直接影响到换热器的密封性、热传导性和耐腐蚀性。本文介绍了波齿复合垫片的优点和应用,重点分析了其在加氢装置高温高压换热器上的应用效果。1.引言随着工业的进步和发展,加氢装置在石化、化工和冶金等领域中的应用越来越广泛。高温高压换热器是加氢装置中的核心设备之一,其主要作用是将高温高压气体与冷却介质

定向高温高压运动密封装置.pdf
本发明公开了一种定向高温高压运动密封装置,涉及运动密封技术领域;包括支撑架和密封体,所述支撑架为圆环状结构,所述密封体为至少两块圆弧状密封块形成的封闭环状结构,所述密封体位于支撑架内侧、且支撑架圆周上设置的径向紧固机构端部与密封体外壁相接触;其优点在于:由于密封体采用至少两块弧形密封块形成封闭圆环状结构,最大面积全方位包住运动体,无缝隙死角,起到密封作用;同时根据磨损方位,可通过径向紧固机构紧固密封体,定向补充磨损部位,延长使用寿命,减少设备停机次数,提高生产效率。