
注塑工艺参数优化.pdf

文库****品店


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑工艺参数优化.pdf
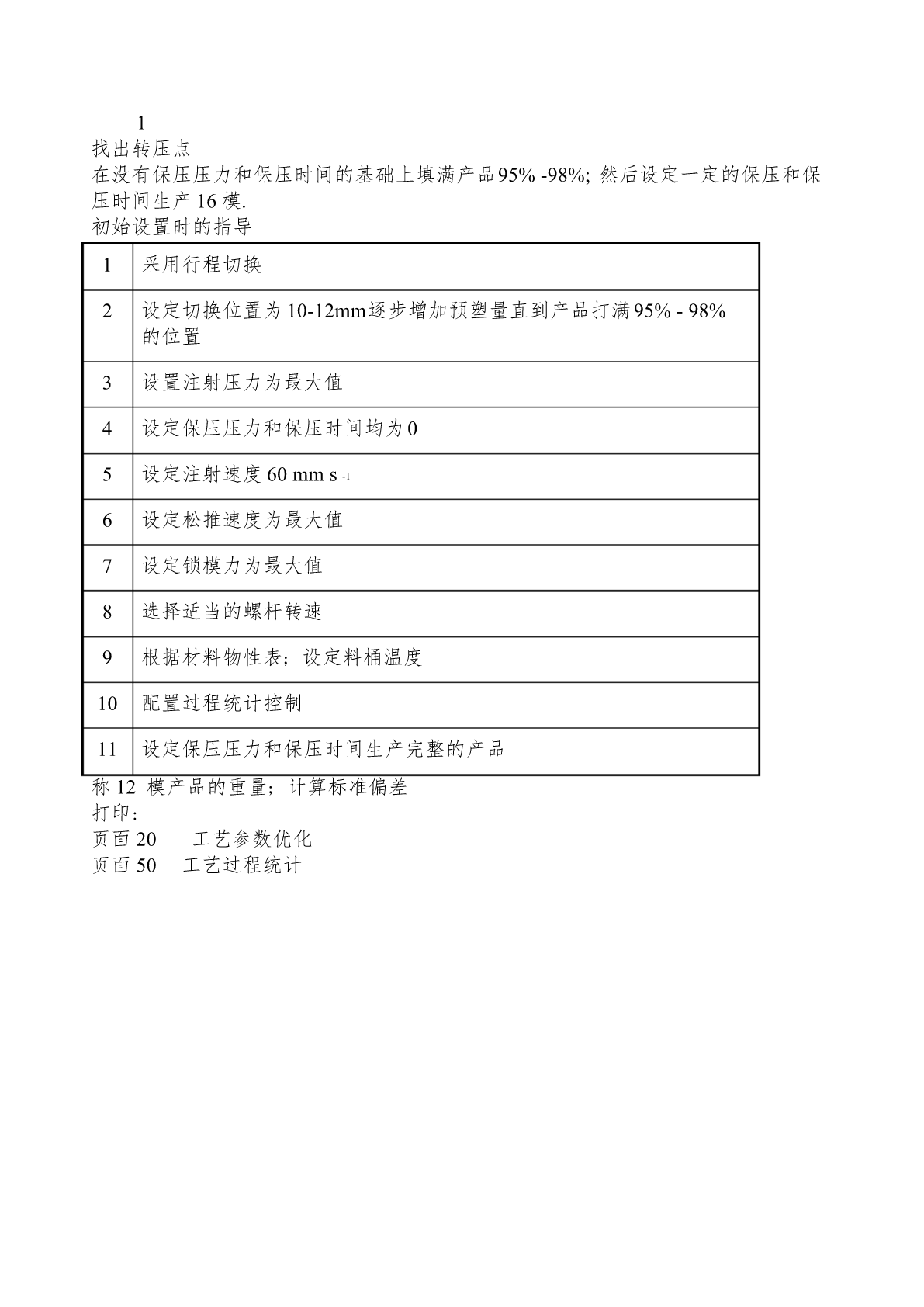
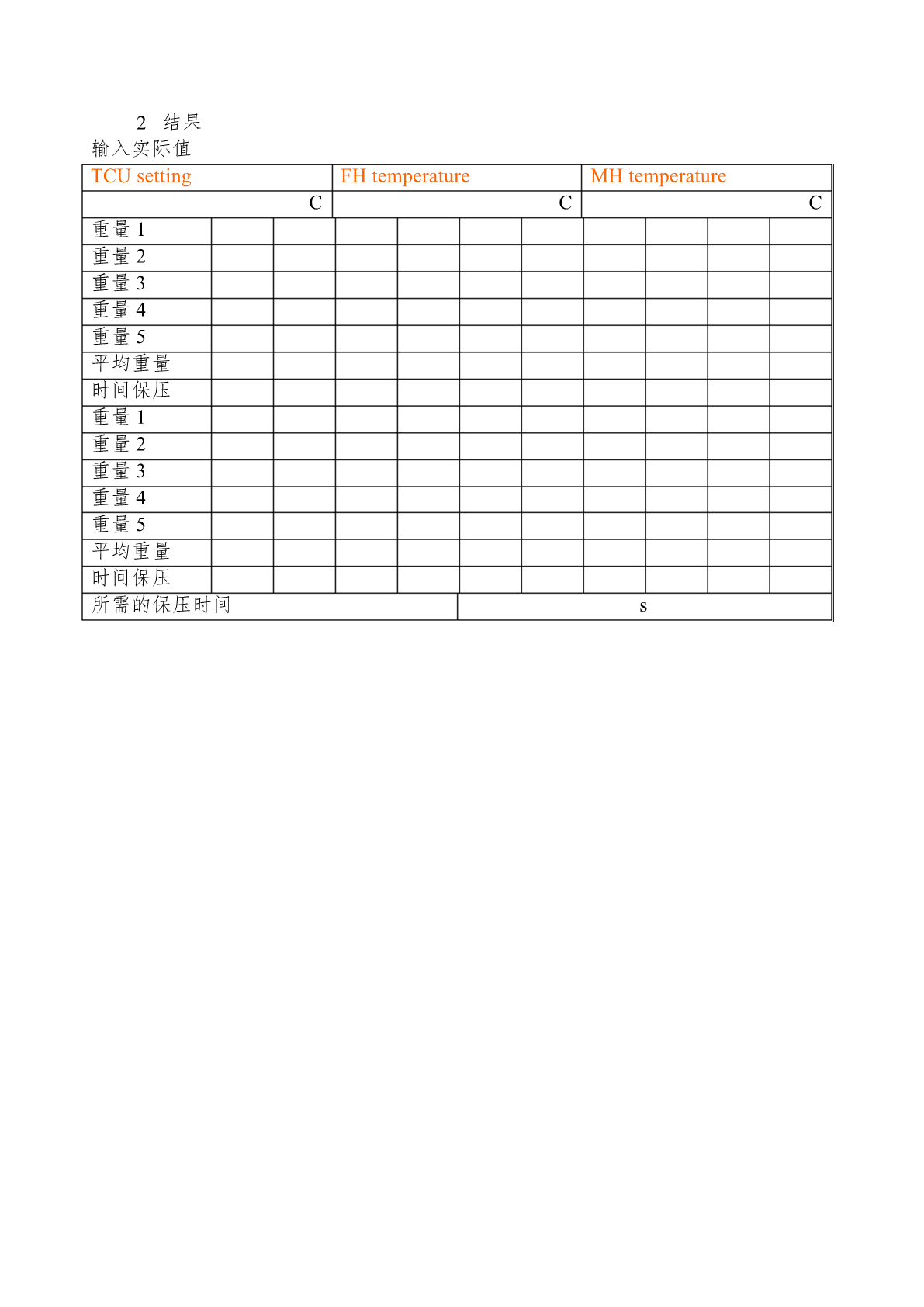
工艺参数的优化德马格注塑机工艺参数优化的步骤指导页面周期分析3注塑工艺参数优化6步骤1:找出转压点7步骤1结果8步骤2:找出保压时间浇口冷凝时间9步骤2结果10步骤3:优化注射速度11步骤3结果12步骤4:采用正确的螺杆转速13步骤4结果14步骤5:优化多级螺杆转速和背压曲线15步骤5结果16步骤6:优化松退17步骤6结果18步骤7:优化保压曲线19步骤7结果20TABULATEDRESULTS21步骤8:优化锁模力22步骤8结果22步骤9:设定注射压力23步骤9结果23典型工艺参数公差设定24采用下面表

注塑工艺中的注塑工艺参数设定与优化.pdf
注塑工艺中的参数设定与优化深圳市六西格玛管理咨询有限公司中国注塑工程师协会:www.zsgcs.cn我们的注塑工艺从这里开始顾客是上帝轰隆隆!轰隆隆!!生产指今生产时间SEYNO订单下达到工厂生产费用原料机器模具生产工艺深圳市六西格玛管理咨询有限公司中国注塑工程师协会:www.zsgcs.cnwww.szsixsigma.com注塑工艺参数设定的控制点1)塑胶原料?2)注塑模具?3)注塑机?4)成型工艺技术?深圳市六西格玛管理咨询有限公司中国注塑工程师协会:www.zsgcs.cnwww.szsixsig

注塑工艺参数的优化选择.doc
第5章注塑工艺参数的优化选择注塑工艺参数包括模具温度、熔体温度、注射压力、保压压力、注射时间等[66]。前面的注塑成型过程分析比较都是在统一的注塑工艺参数下进行的,没有考虑到注塑工艺参数对注塑成型过程的影响。即使浇注系统保持不变,流动过程也会随着注射时间、熔温和模温等注塑工艺参数的变化而发生变化。为确保流动过程的合理性,就需要考虑注塑工艺参数的影响。在注塑成型过程中,注塑成型工艺参数如熔体温度、模具温度、注射压力、保压压力、注射时间和保压时间等都会对塑件注塑成型后的成型周期、塑件质量、体积收缩率等有着很大

注塑工艺参数的优化选择.doc
第5章注塑工艺参数的优化选择注塑工艺参数包括模具温度、熔体温度、注射压力、保压压力、注射时间等[66]。前面的注塑成型过程分析比较都是在统一的注塑工艺参数下进行的没有考虑到注塑工艺参数对注塑成型过程的影响。即使浇注系统保持不变流动过程也会随着注射时间、熔温和模温等注塑工艺参数的变化而发生变化。为确保流动过程的合理性就需要考虑注塑工艺参数的影响。在注塑成型过程中注塑成型工艺参数如熔体温度、模具温度、注射压力、保压压力、注射时间和保压时间等都会对塑件注塑成型后的成型周期、塑件质量、体积收缩率等有着很大的影响

注塑工艺参数的优化选择.docx
第5章注塑工艺参数的优化选择注塑工艺参数包括模具温度、熔体温度、注射压力、保压压力、注射时间等[66]。前面的注塑成型过程分析比较都是在统一的注塑工艺参数下进行的,没有考虑到注塑工艺参数对注塑成型过程的影响。即使浇注系统保持不变,流动过程也会随着注射时间、熔温和模温等注塑工艺参数的变化而发生变化。为确保流动过程的合理性,就需要考虑注塑工艺参数的影响。在注塑成型过程中,注塑成型工艺参数如熔体温度、模具温度、注射压力、保压压力、注射时间和保压时间等都会对塑件注塑成型后的成型周期、塑件质量、体积收缩率等有着很大