
塑胶模具制作工艺流程_塑料模具生产工艺流程.pdf

文库****品店

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
塑胶模具制作工艺流程_塑料模具生产工艺流程.pdf
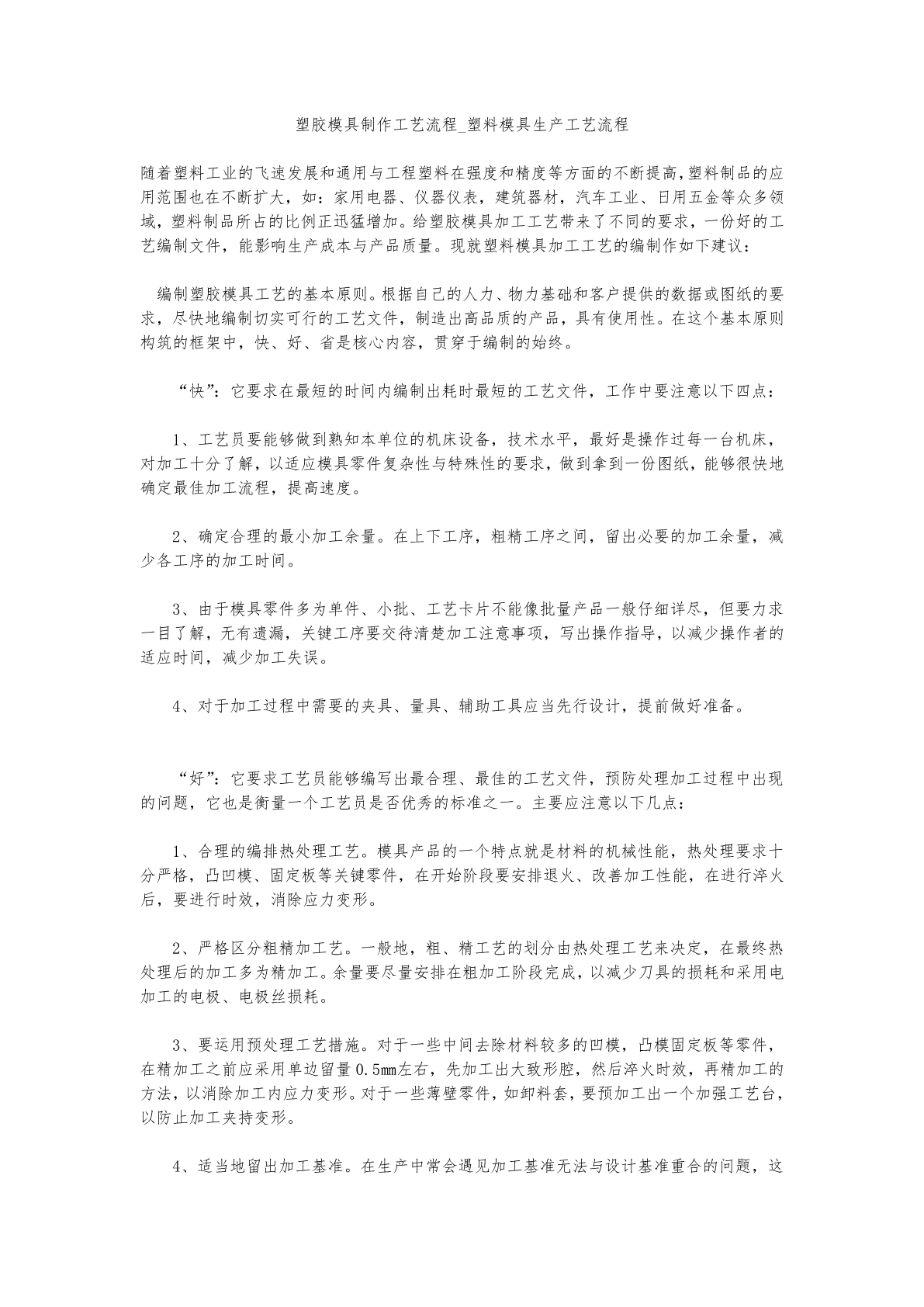
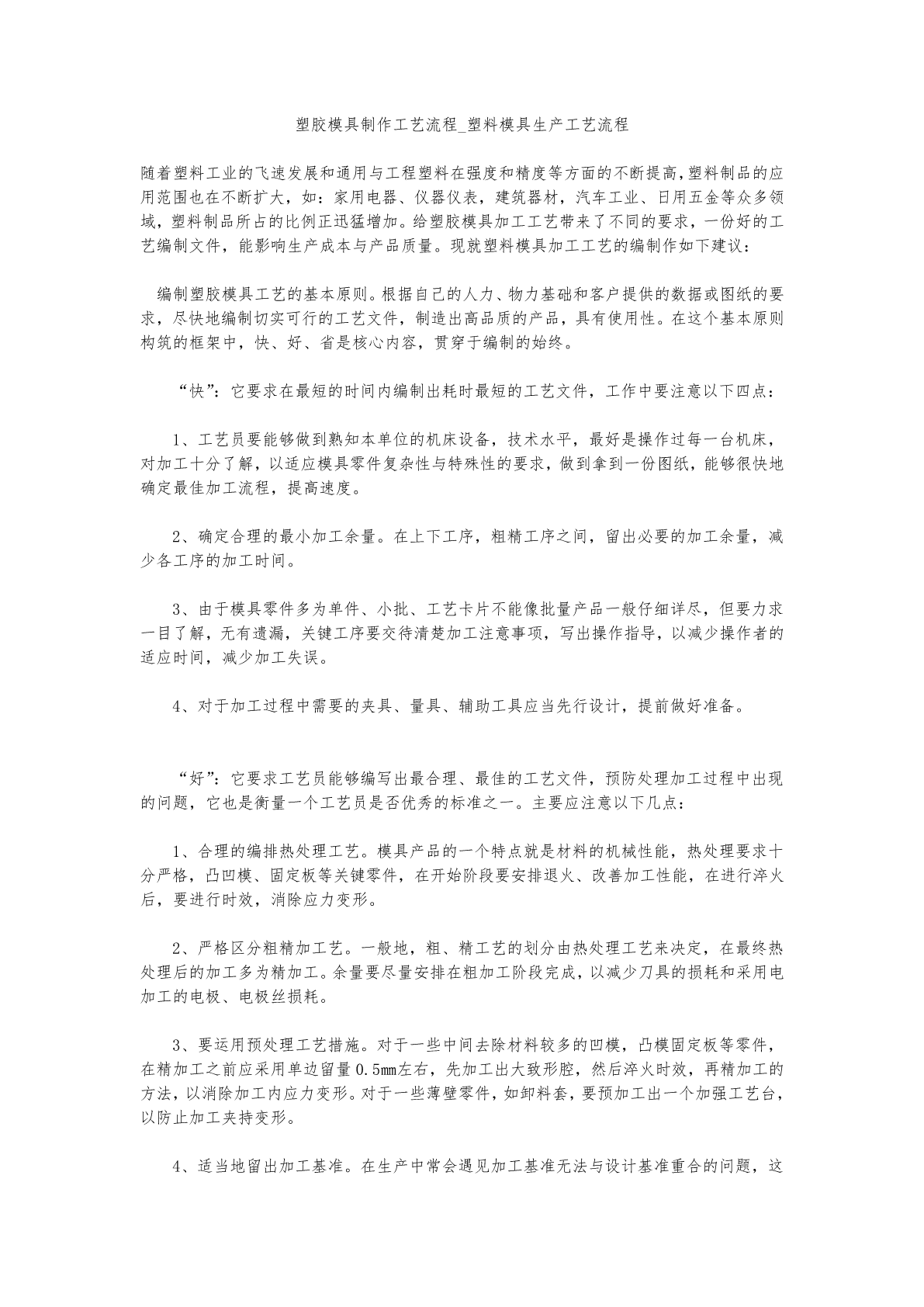
塑胶模具制作工艺流程_塑料模具生产工艺流程随着塑料工业的飞速发展和通用与工程塑料在强度和精度等方面的不断提高,塑料制品的应用范围也在不断扩大,如:家用电器、仪器仪表,建筑器材,汽车工业、日用五金等众多领域,塑料制品所占的比例正迅猛增加。给塑胶模具加工工艺带来了不同的要求,一份好的工艺编制文件,能影响生产成本与产品质量。现就塑料模具加工工艺的编制作如下建议:编制塑胶模具工艺的基本原则。根据自己的人力、物力基础和客户提供的数据或图纸的要求,尽快地编制切实可行的工艺文件,制造出高品质的产品,具有使用性。在这个基

塑胶模具制作工艺流程.doc
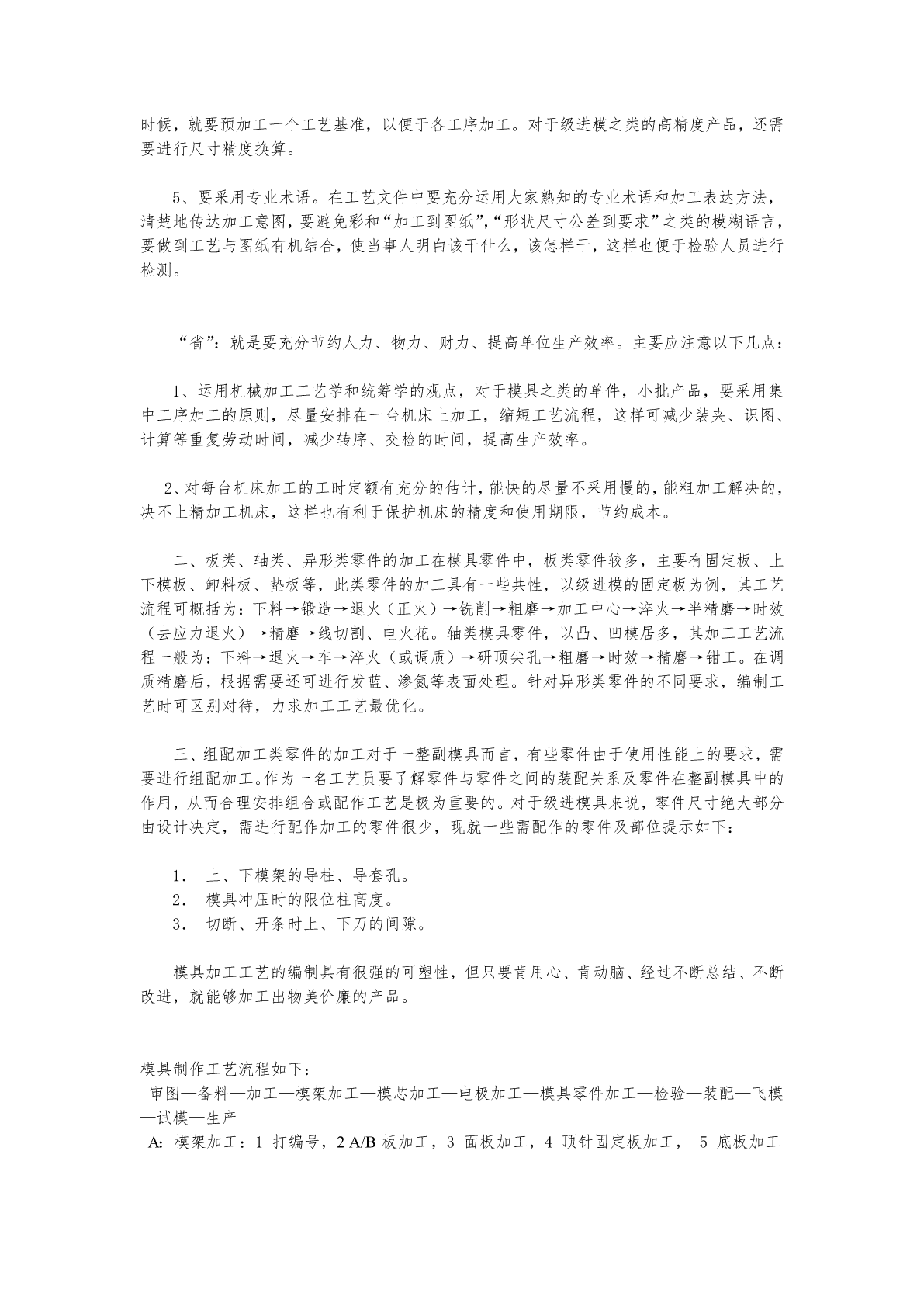
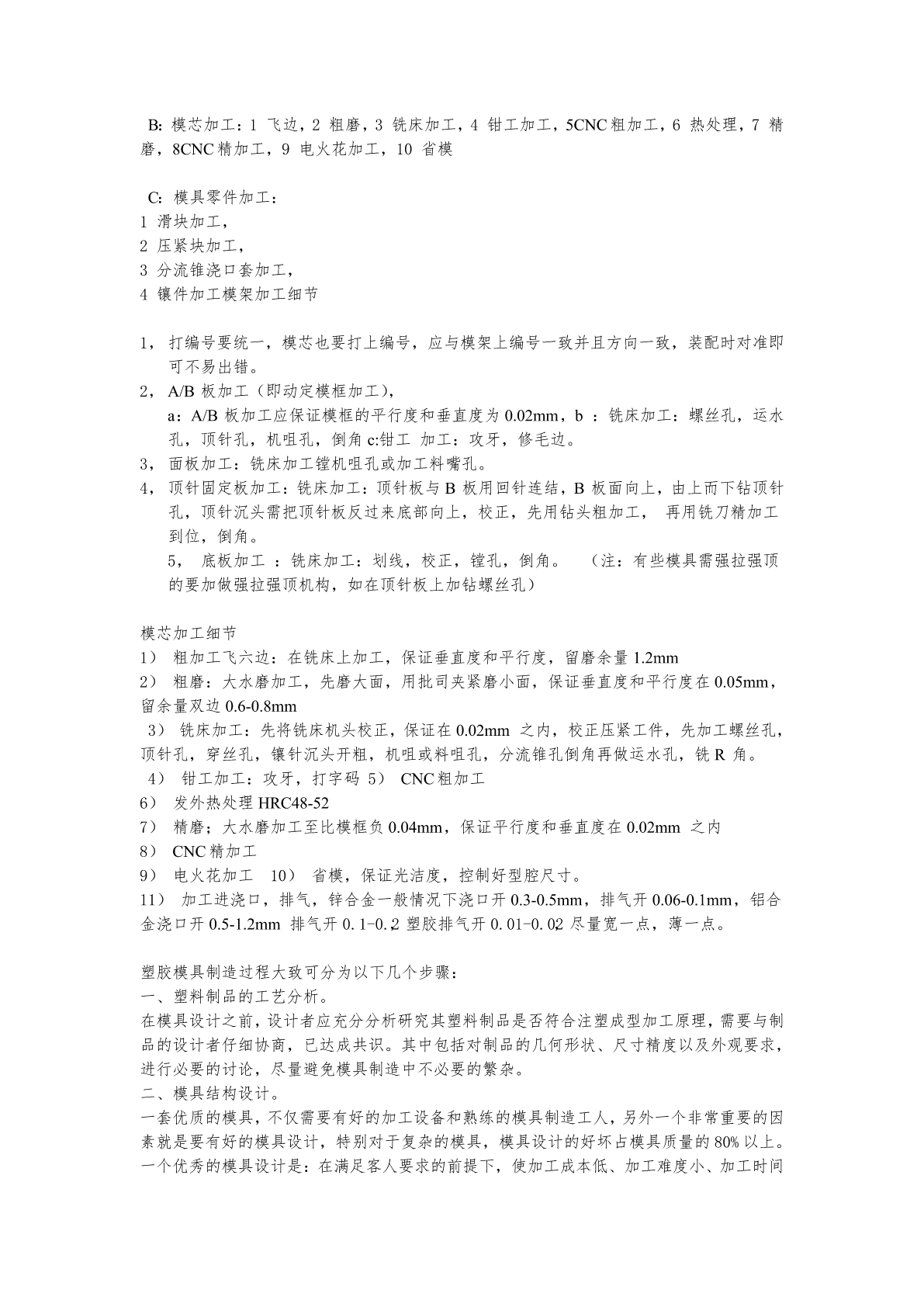
模具制作工艺流程如下:审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—装配—飞模—试模-生产A:模架加工:1打编号,2A/B板加工,3面板加工,4顶针固定板加工,5底板加工B:模芯加工:1飞边,2粗磨,3铣床加工,4钳工加工,5CNC粗加工,6热处理,7精磨,8CNC精加工,9电火花加工,10省模C:模具零件加工:1滑块加工,2压紧块加工,3分流锥浇口套加工,4镶件加工模架加工细节1,打编号要统一,模芯也要打上编号,应与模架上编号一致并且方向一致,装配时对准即可不易出错。2,A/B板加

塑胶模具制作工艺流程.doc
模具制作工艺流程如下:审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—装配—飞模—试模-生产A:模架加工:1打编号,2A/B板加工,3面板加工,4顶针固定板加工,5底板加工B:模芯加工:1飞边,2粗磨,3铣床加工,4钳工加工,5CNC粗加工,6热处理,7精磨,8CNC精加工,9电火花加工,10省模C:模具零件加工:1滑块加工,2压紧块加工,3分流锥浇口套加工,4镶件加工模架加工细节1,打编号要统一,模芯也要打上编号,应与模架上编号一致并且方向一致,装配时对准即可不易出错。2,A/B板加

塑胶模具生产工艺流程图.doc
源林五金模具制品厂文件控制程序文件編號Y502-001N生效日期頁次第頁共6頁文件名称文件类别生产工艺流程图三级文件文件编号YE-SC-WI-039生效日期2017-11-10版次A0页次第页源林五金模具制品厂ISO9001:2008文件修订履历表项目制订/修订日期前版本/版次最新版本/版次修订页次内容摘要12017-11-10A0新制定批准审核制订部门模具制造流程图市场部接单图纸、样品及产品资料合约评审手板制造设计评审物料采购下达生产指令进料检验产品模具设计进料检验铜公加

塑胶模具生产工艺流程图.doc
源林五金模具制品厂文件控制程序文件編號Y502-001N生效日期頁次第頁共6頁文件名称文件类别生产工艺流程图三级文件文件编号YE-SC-WI-039生效日期2017-11-10版次A0页次第页源林五金模具制品厂ISO9001:2008文件修订履历表项目制订/修订日期前版本/版次最新版本/版次修订页次内容摘要12017-11-10A0新制定批准审核制订部门模具制造流程图市场部接单图纸、样品及产品资料合约评审手板制造设计评审物料采购下达生产指令进料检验产品模具设计进料检验铜公加