
一种真空器件轴承装配工装及方法.pdf

一吃****海逸


1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空器件轴承装配工装及方法.pdf
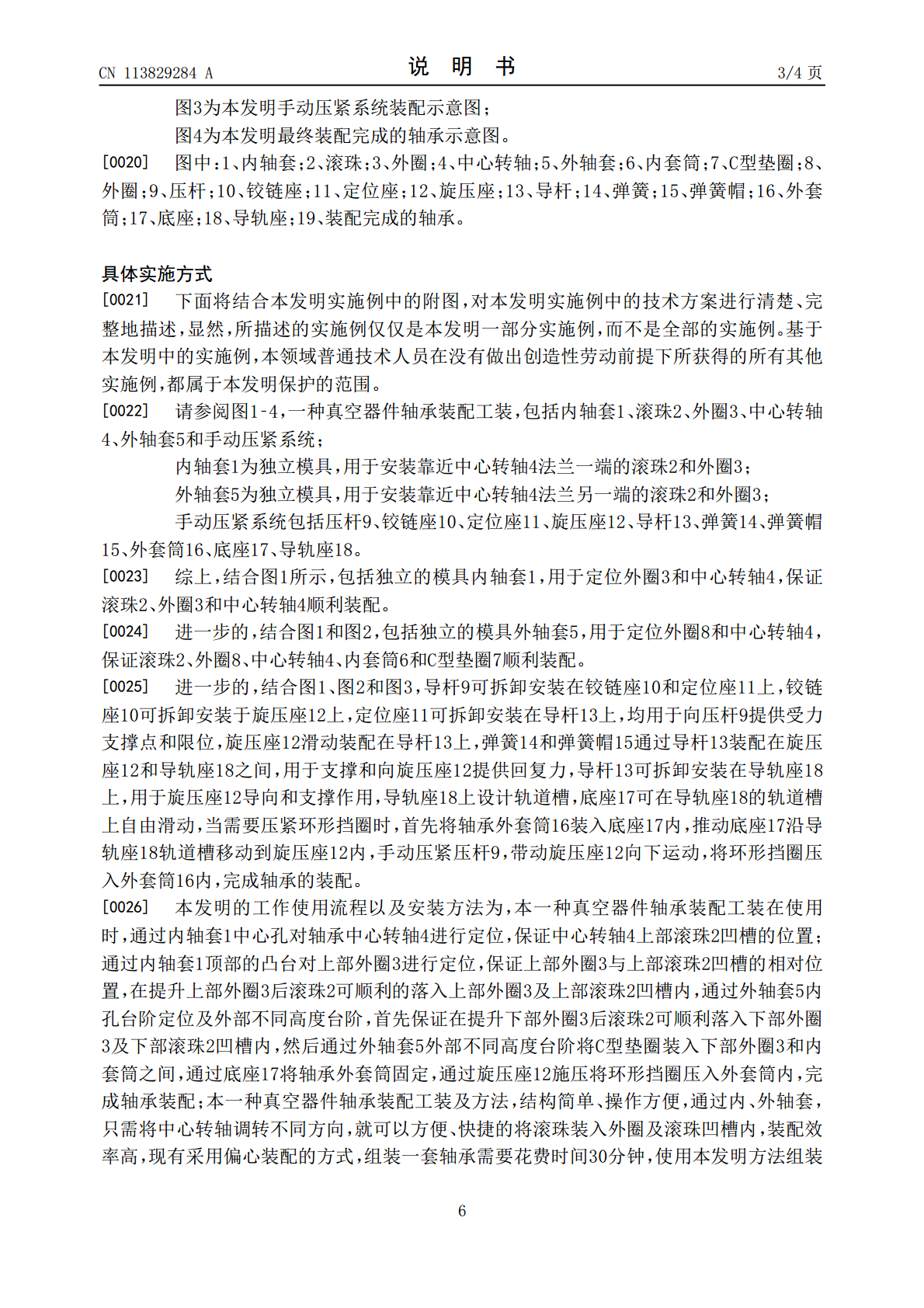
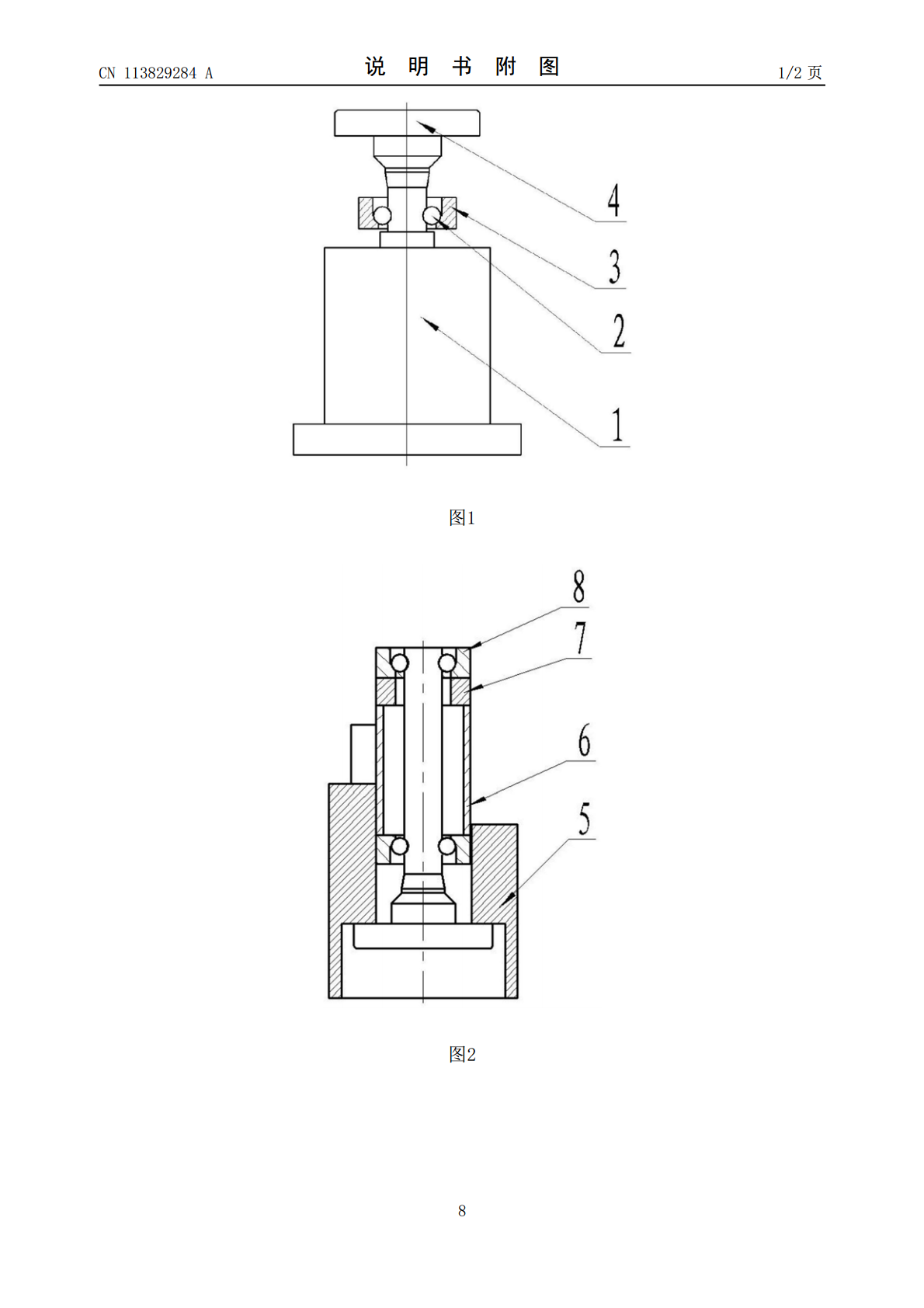
本发明涉及真空器件轴承装配技术领域,且公开了一种真空器件轴承装配工装,包括内轴套、滚珠、外圈、中心转轴、外轴套和手动压紧系统;内轴套为独立模具,用于安装靠近中心转轴法兰一端的滚珠和外圈;外轴套为独立模具,用于安装靠近中心转轴法兰另一端的滚珠和外圈;手动压紧系统包括压杆、铰链座、定位座、旋压座、导杆、弹簧、弹簧帽、外套筒、底座、导轨座。该一种真空器件轴承装配工装及方法,结构简单、操作方便,通过内、外轴套,只需将中心转轴调转不同方向,就可以方便、快捷的将滚珠装入外圈及滚珠凹槽内,装配效率高。

轴承装配工装及轴承装配方法.pdf
本发明公开了一种轴承装配工装,包括支撑座和芯棒,芯棒的第一端沿其轴向设于支撑座内,轴承装配工装还包括弹性支撑架、固定座、第一压套以及第二压套,弹性支撑架套设于芯棒的外表面用于弹性支撑设于芯棒外围的轴承支座上的第一轴承的外环;弹性支撑架与轴承支座通过固定座固定连接,以使第一轴承的外环受到稳定的弹性支撑力,弹性支撑架与第一压套配合以使第一轴承的内环和外环之间沿轴向相对运动产生位移量。本发明还提供一种轴承装配方法,本发明的技术方案通过提前给定一个弹性力使第一轴承的内环和外环之间相对运动产生位移量,保证了轴承装配
一种轴承齿轮装配工装.pdf
本发明公开一种轴承齿轮装配工装,包括手压机,手压机具有压机平台以及设在所述压机平台上的下模具板,与所述下模具板配合的上模具板以及装配在手压部上的压针,所述的上模具板的带有轴向布置的齿轮定位凸部的齿轮定位槽的内壁面上形成两个环形阶梯槽,所述下模具板与上模具板的配合连接面为阶梯面,以使所述齿轮的上部外缘部分露出于所述下模具板的齿轮孔外,所述的下模具的齿轮定位槽的底部配合所述齿轮的齿顶圆的圆形凹槽中形成有定位凸起,与所述的齿轮的齿顶圆上形成的定位凹槽配合以将所述齿轮定位防止旋转。本发明能实现快速精准装配金融设备
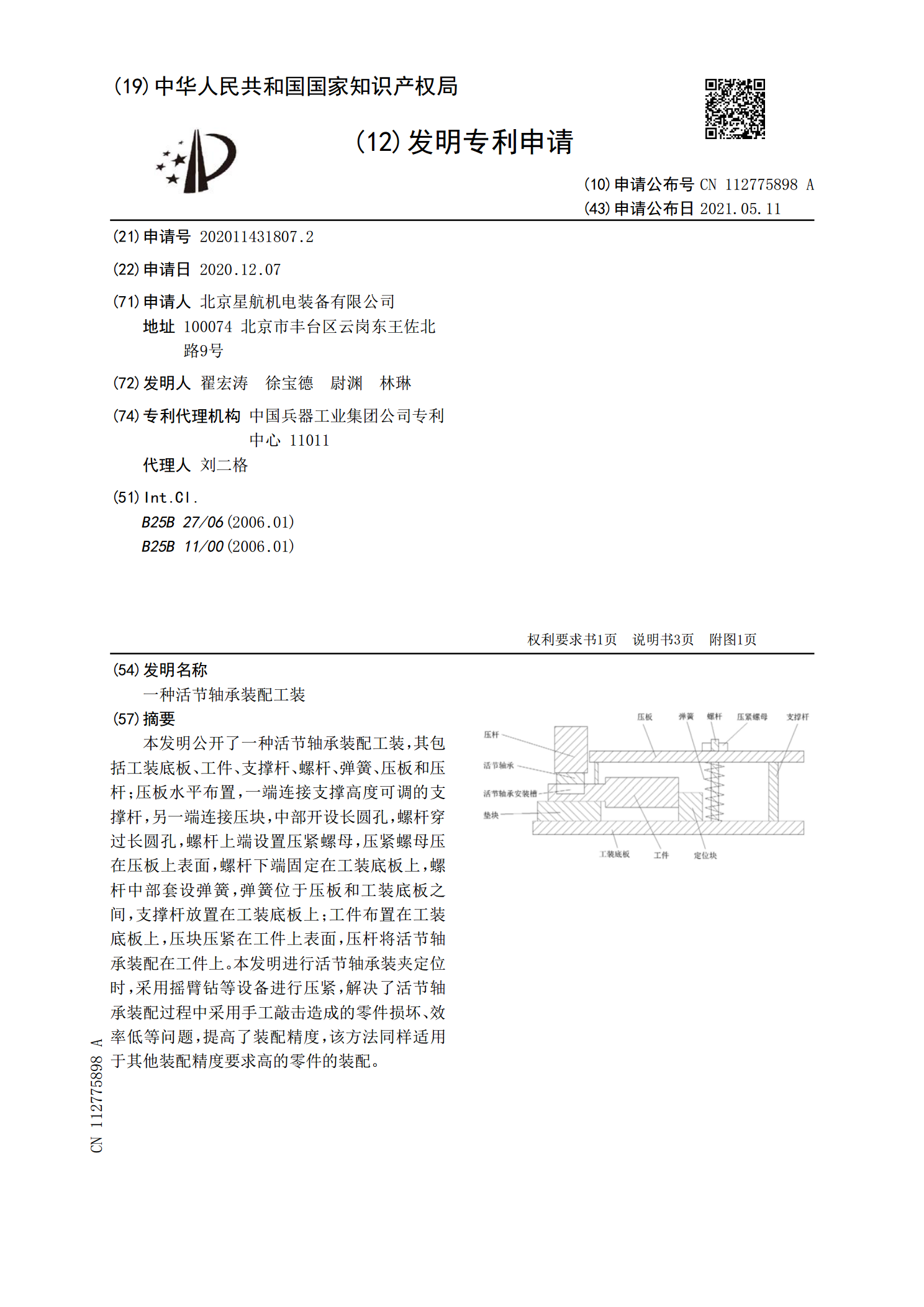
一种活节轴承装配工装.pdf
本发明公开了一种活节轴承装配工装,其包括工装底板、工件、支撑杆、螺杆、弹簧、压板和压杆;压板水平布置,一端连接支撑高度可调的支撑杆,另一端连接压块,中部开设长圆孔,螺杆穿过长圆孔,螺杆上端设置压紧螺母,压紧螺母压在压板上表面,螺杆下端固定在工装底板上,螺杆中部套设弹簧,弹簧位于压板和工装底板之间,支撑杆放置在工装底板上;工件布置在工装底板上,压块压紧在工件上表面,压杆将活节轴承装配在工件上。本发明进行活节轴承装夹定位时,采用摇臂钻等设备进行压紧,解决了活节轴承装配过程中采用手工敲击造成的零件损坏、效率低等
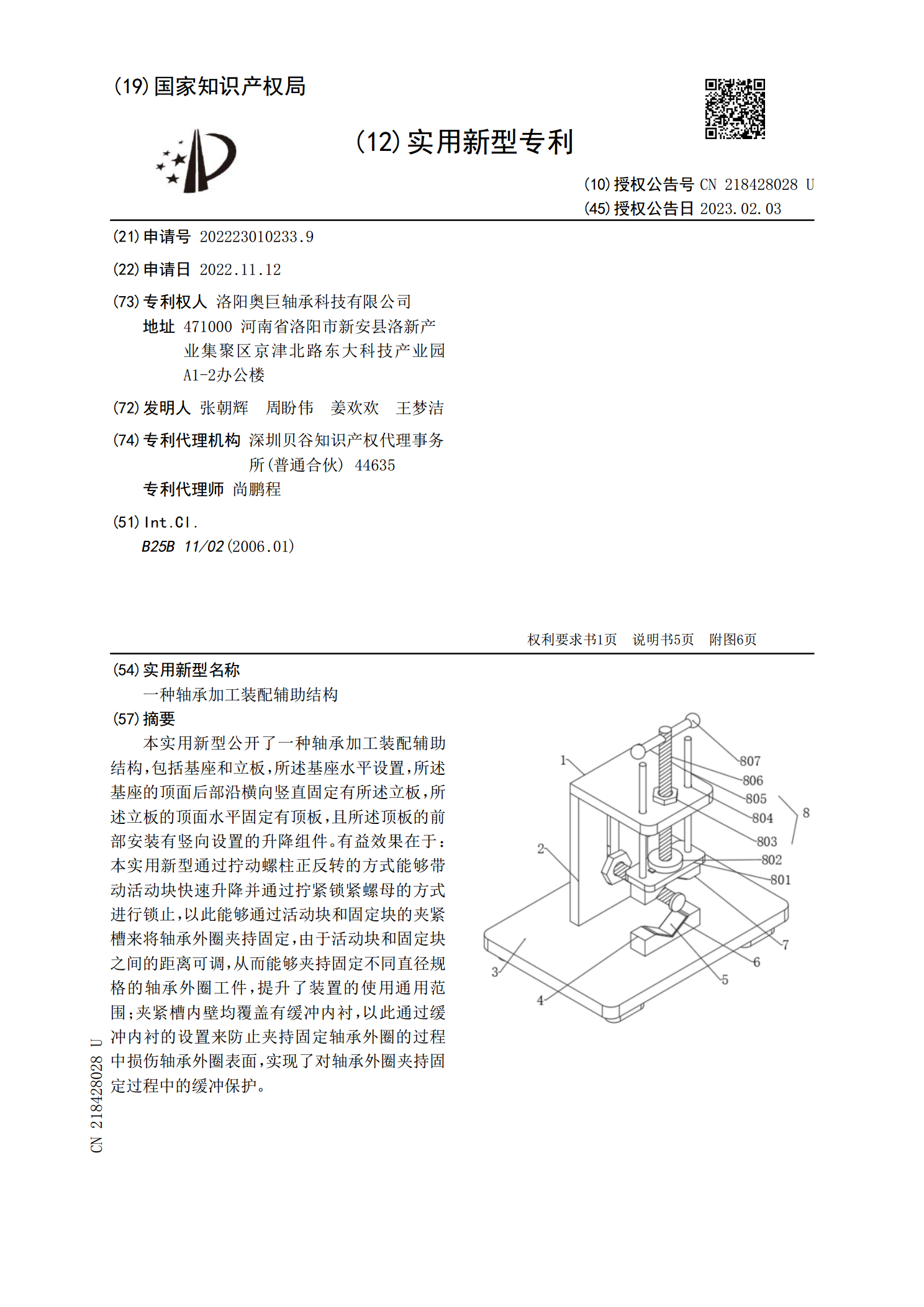
一种轴承加工装配辅助结构.pdf
本实用新型公开了一种轴承加工装配辅助结构,包括基座和立板,所述基座水平设置,所述基座的顶面后部沿横向竖直固定有所述立板,所述立板的顶面水平固定有顶板,且所述顶板的前部安装有竖向设置的升降组件。有益效果在于:本实用新型通过拧动螺柱正反转的方式能够带动活动块快速升降并通过拧紧锁紧螺母的方式进行锁止,以此能够通过活动块和固定块的夹紧槽来将轴承外圈夹持固定,由于活动块和固定块之间的距离可调,从而能够夹持固定不同直径规格的轴承外圈工件,提升了装置的使用通用范围;夹紧槽内壁均覆盖有缓冲内衬,以此通过缓冲内衬的设置来防