
一种碳陶铝合金刹车盘及其制备方法.pdf

冷霜****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种碳陶铝合金刹车盘及其制备方法.pdf
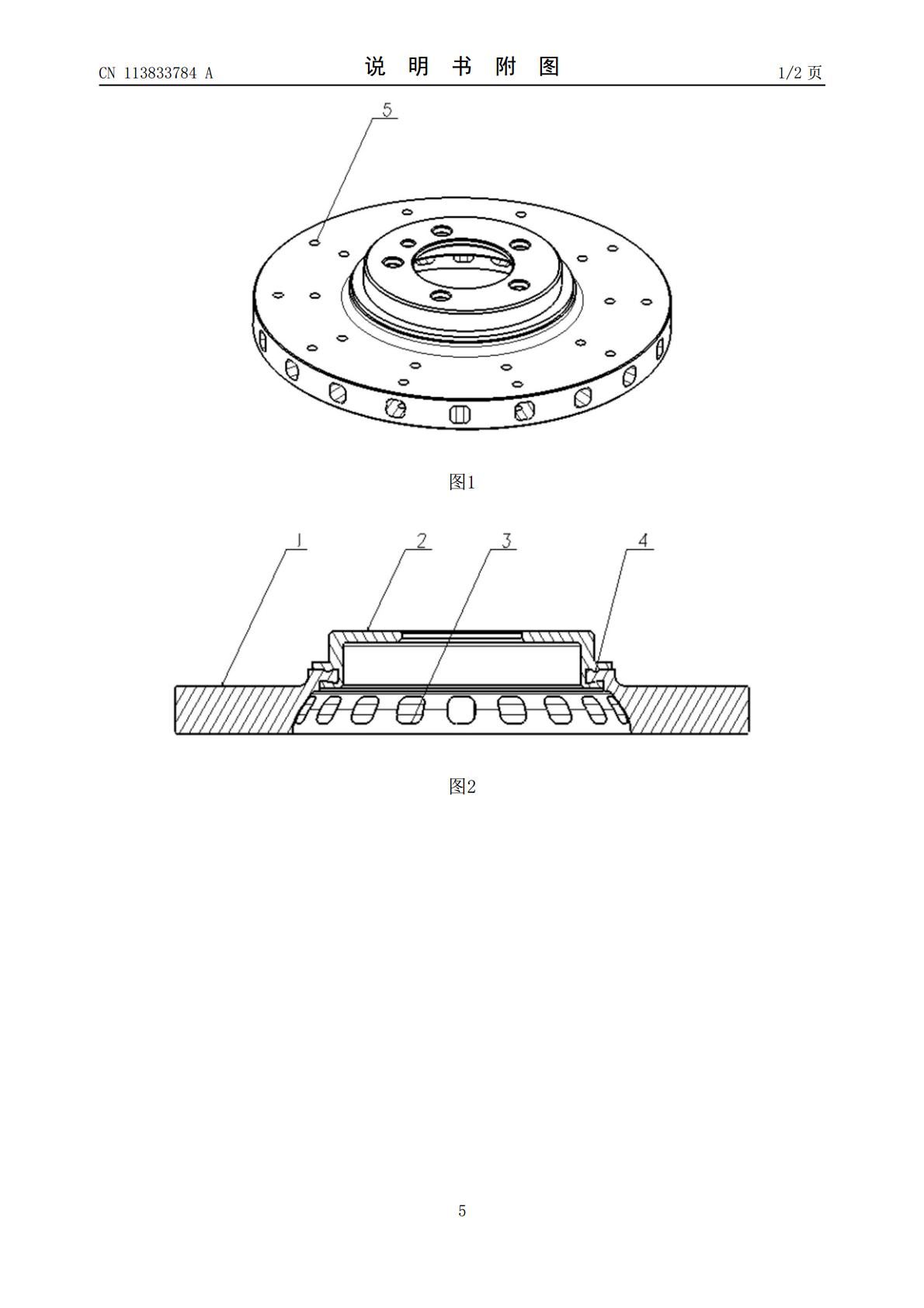
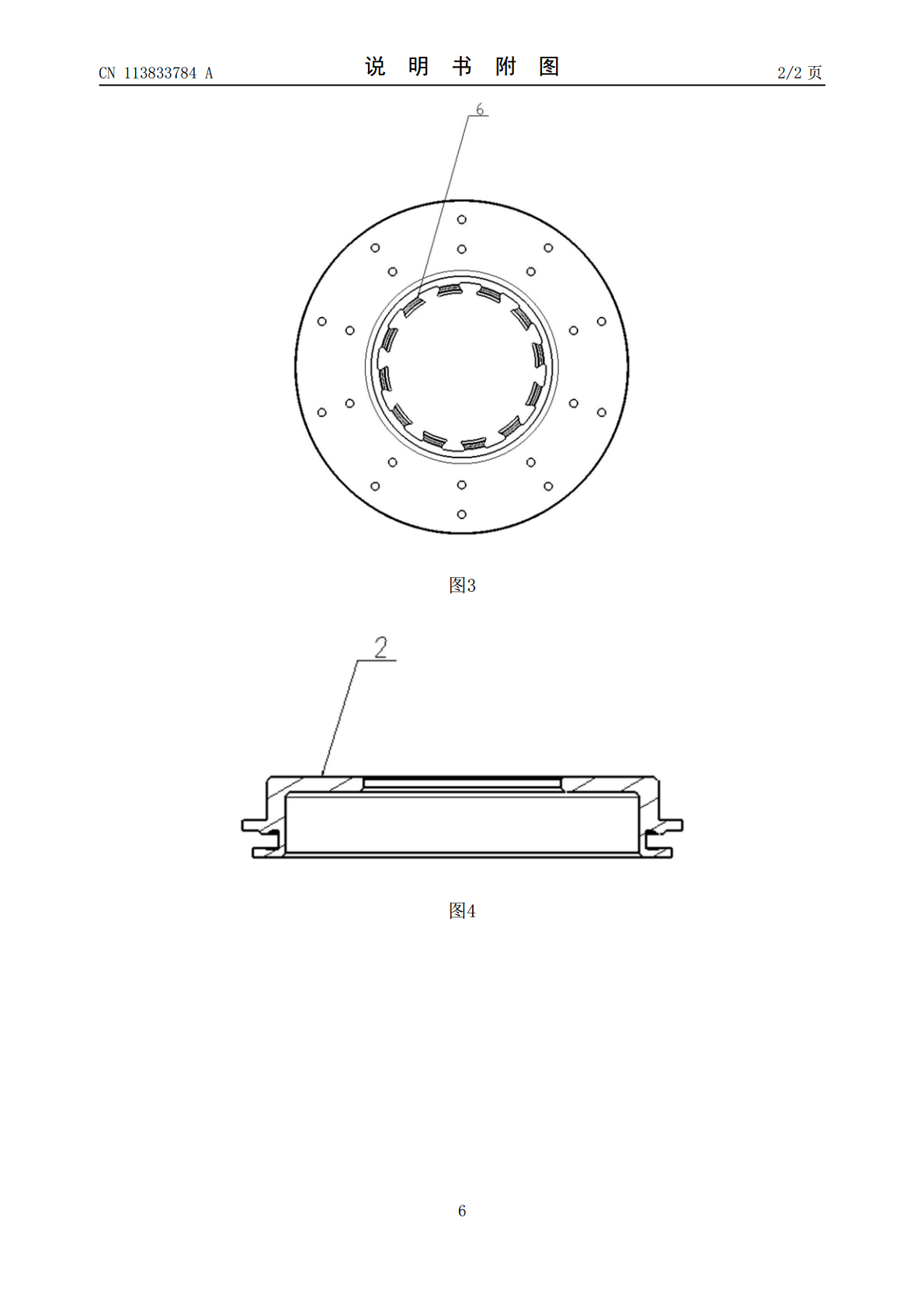
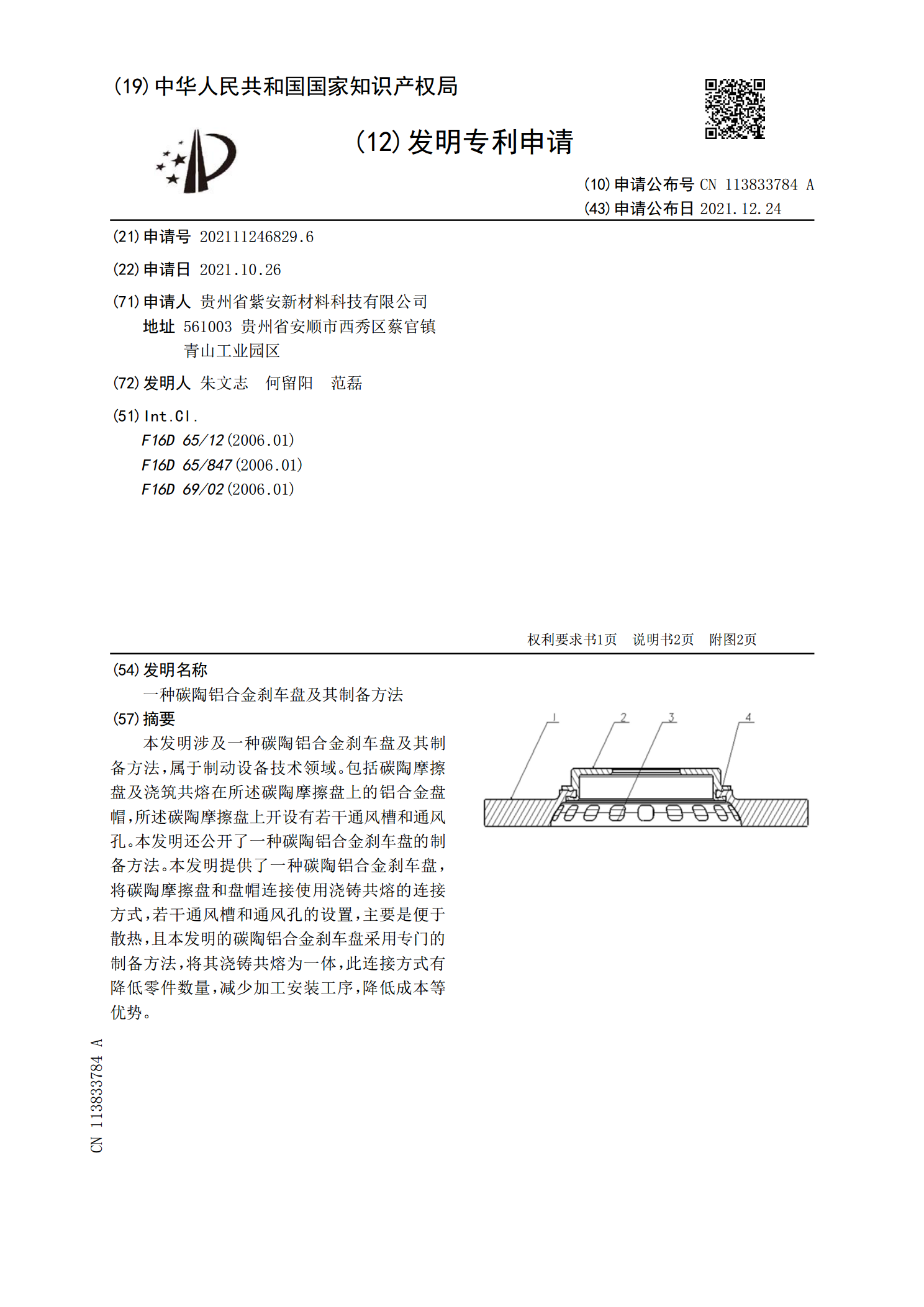
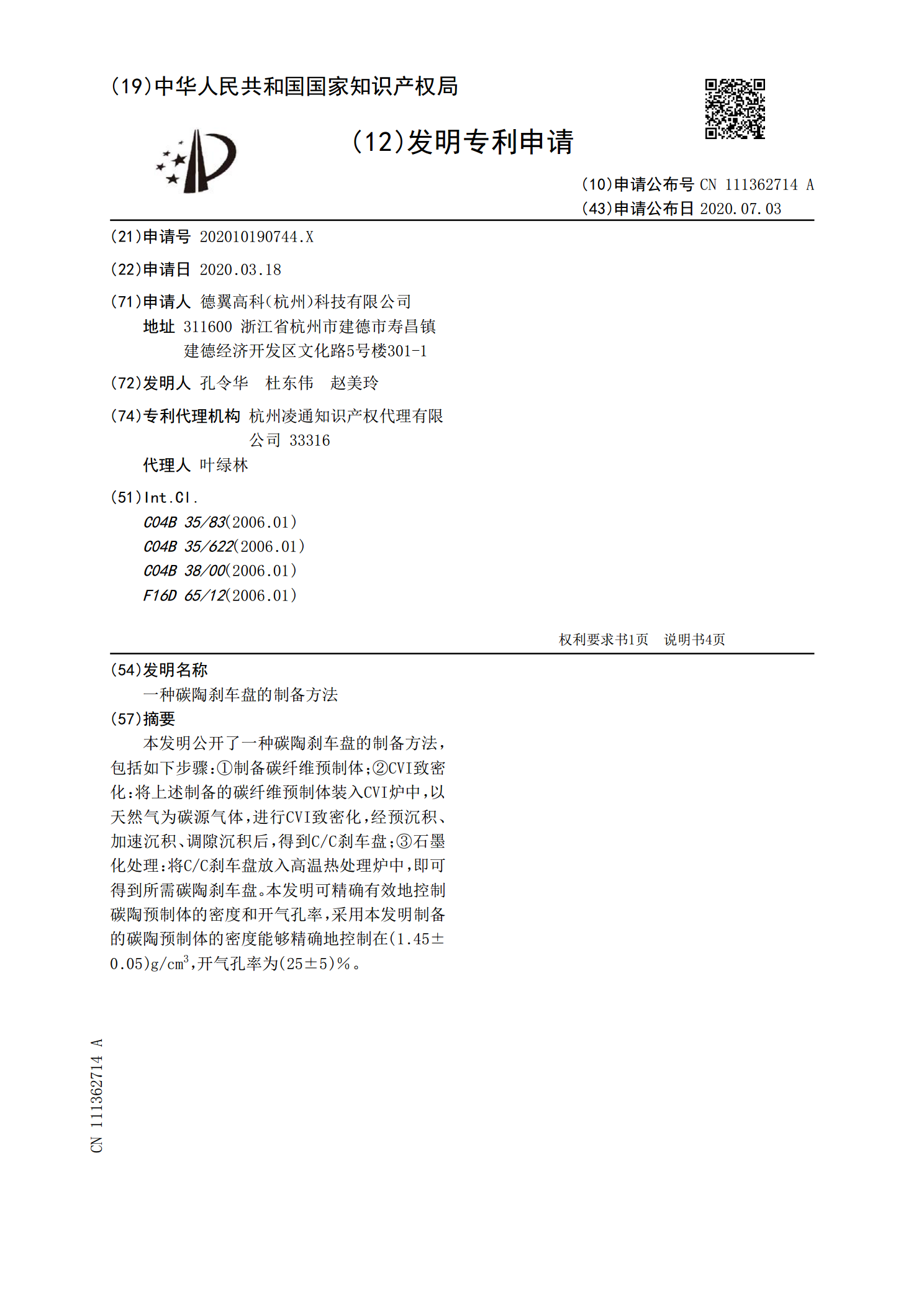
本发明涉及一种碳陶铝合金刹车盘及其制备方法,属于制动设备技术领域。包括碳陶摩擦盘及浇筑共熔在所述碳陶摩擦盘上的铝合金盘帽,所述碳陶摩擦盘上开设有若干通风槽和通风孔。本发明还公开了一种碳陶铝合金刹车盘的制备方法。本发明提供了一种碳陶铝合金刹车盘,将碳陶摩擦盘和盘帽连接使用浇铸共熔的连接方式,若干通风槽和通风孔的设置,主要是便于散热,且本发明的碳陶铝合金刹车盘采用专门的制备方法,将其浇铸共熔为一体,此连接方式有降低零件数量,减少加工安装工序,降低成本等优势。
一种碳陶刹车盘的制备方法.pdf
本发明公开了一种碳陶刹车盘的制备方法,包括如下步骤:①制备碳纤维预制体;②CVI致密化:将上述制备的碳纤维预制体装入CVI炉中,以天然气为碳源气体,进行CVI致密化,经预沉积、加速沉积、调隙沉积后,得到C/C刹车盘;③石墨化处理:将C/C刹车盘放入高温热处理炉中,即可得到所需碳陶刹车盘。本发明可精确有效地控制碳陶预制体的密度和开气孔率,采用本发明制备的碳陶预制体的密度能够精确地控制在(1.45±0.05)g/cm

一种碳陶刹车盘的制备方法.pdf
本发明提供了一种碳陶刹车材料的制备方法。该方法通过将低密度碳/碳坯体置于硅粉浸渍浆料中,浸渍完成后烘干,然后将硅粉浸渍后的碳/碳坯体装入硅化处理炉中,高温下碳坯体内的硅粉与坯体表面的沉积碳原位发生熔融化学反应,形成SiC陶瓷相。该方法无需在熔融渗硅过程中使用工装坩埚,节省了装炉空间和渗硅原材料。且工艺简单,实施方便,渗硅量易控易调,形成的陶瓷相弥散性、均匀性好,残留硅含量低,性能稳定。
一种碳陶刹车材料的制备方法和一种碳陶刹车盘的制备方法.pdf
本发明提供了一种碳陶刹车材料的制备方法,包括以下步骤:1)第一碳纤维预制体的制备;2)酚醛树脂溶液的制备;3)酚醛树脂与陶瓷粉混合浆料的制备;4)第二碳纤维预制体的制备;5)第二碳纤维预制体烘干;6)烘干预制体的热压固化;7)碳/酚醛-陶瓷复合材料裂解;8)第一多孔碳/碳-陶瓷粉复合材料进行高温处理。本发明还提供了一种碳陶刹车盘的制备方法,包括上述8个步骤外,还包括以下步骤:9)预加工;10)第一刹车盘的渗硅处理;11)终加工。本发明大幅降低了碳陶刹车材料的制造周期和成本,并且工艺简单、重复性好,适于工业

一种碳陶刹车盘用炭炭坯料的制备方法.pdf
本发明提供了一种碳陶刹车盘用炭炭坯料的制备方法,包括以下步骤:步骤A,将圆环形的炭纤维预制体装入气相沉积炉内进行预沉积,装炉堆叠时,炭纤维预制体由碳素材料的垫纸隔开,料柱的内、外两侧分别由挡体形成内环空间和外环空间,外环空间和内环空间中任意一者的底部入口被封堵,另一者的顶部出口被封堵;步骤B,将预沉积得到的炭炭坯料从气相沉积炉取出后进行表面车加工;步骤C,将表面车加工得到的炭炭坯料装入气相沉积炉内进行致密化处理,装炉结构与步骤A相同,但外环空间和内环空间的封堵方式根据炭炭坯料的密度在径向上的分布情况而定。