
球阀自动装配设备.pdf

是你****枝呀


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共71页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

球阀自动装配设备.pdf
本发明揭示一种球阀自动装配设备,包括机架、转盘机构以及绕转盘机构呈周向方向依序分布的放置工位、阀球密封圈装配工位、阀杆密封圈装配工位、压帽装配工位、阀杆装配工位、压帽拧紧工位、阀球装配工位、阀盖涂胶工位、阀盖与阀体装配工位、阀盖与阀体拧紧工位和出料工位;转盘机构上周向设置有若干个支撑工位,放置工位、阀球密封圈装配工位、阀杆密封圈装配工位、压帽装配工位、阀杆装配工位、压帽拧紧工位、阀球装配工位、阀盖涂胶工位、阀盖与阀体装配工位、阀盖与阀体拧紧工位和出料工位分别与其中一个支撑工位对应设置;本发明能够提高球阀的
一种球阀自动化装配设备.pdf
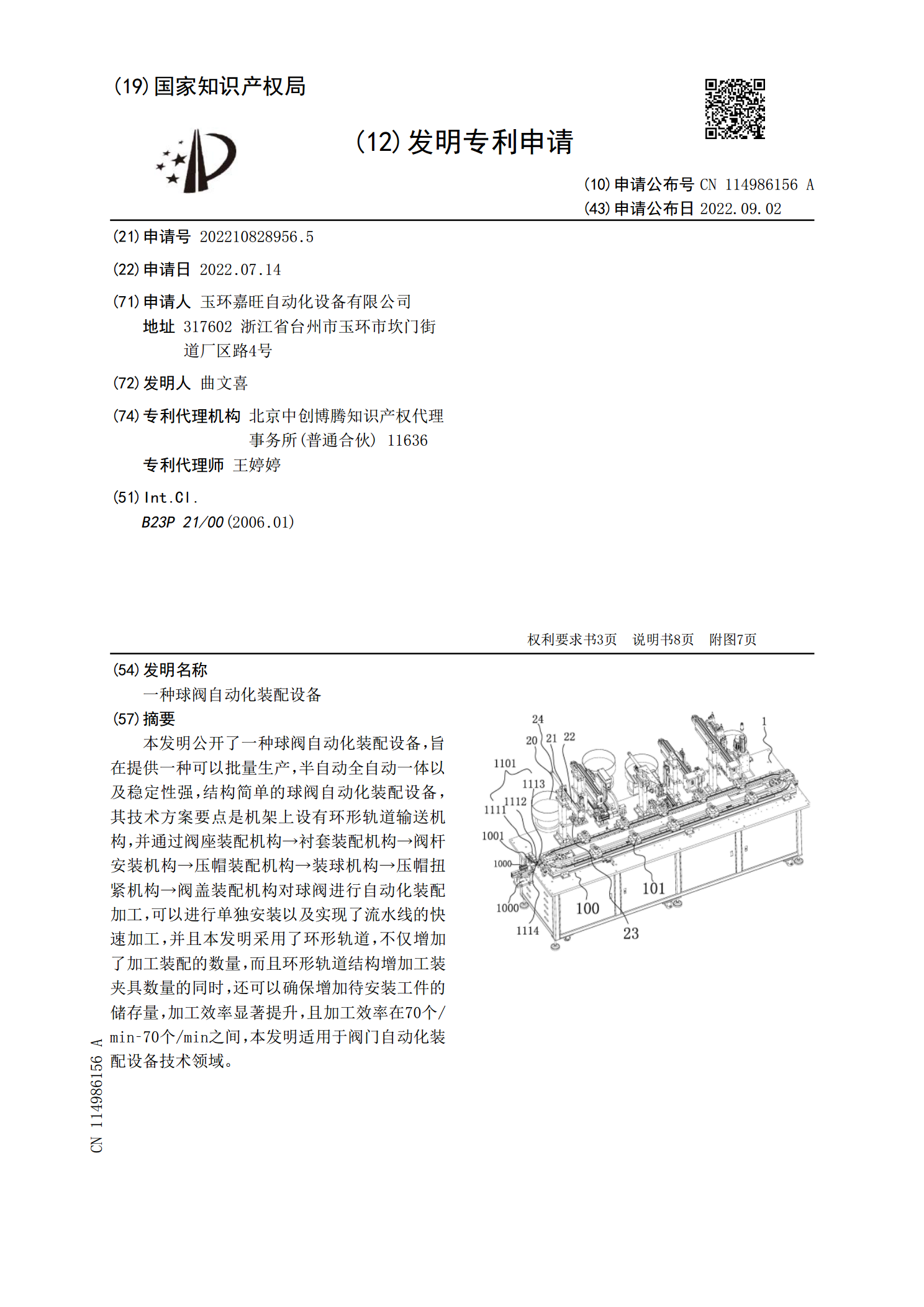
本发明公开了一种球阀自动化装配设备,旨在提供一种可以批量生产,半自动全自动一体以及稳定性强,结构简单的球阀自动化装配设备,其技术方案要点是机架上设有环形轨道输送机构,并通过阀座装配机构→衬套装配机构→阀杆安装机构→压帽装配机构→装球机构→压帽扭紧机构→阀盖装配机构对球阀进行自动化装配加工,可以进行单独安装以及实现了流水线的快速加工,并且本发明采用了环形轨道,不仅增加了加工装配的数量,而且环形轨道结构增加工装夹具数量的同时,还可以确保增加待安装工件的储存量,加工效率显著提升,且加工效率在70个/min‑70
球阀装配用卡扣自动上料机构.pdf
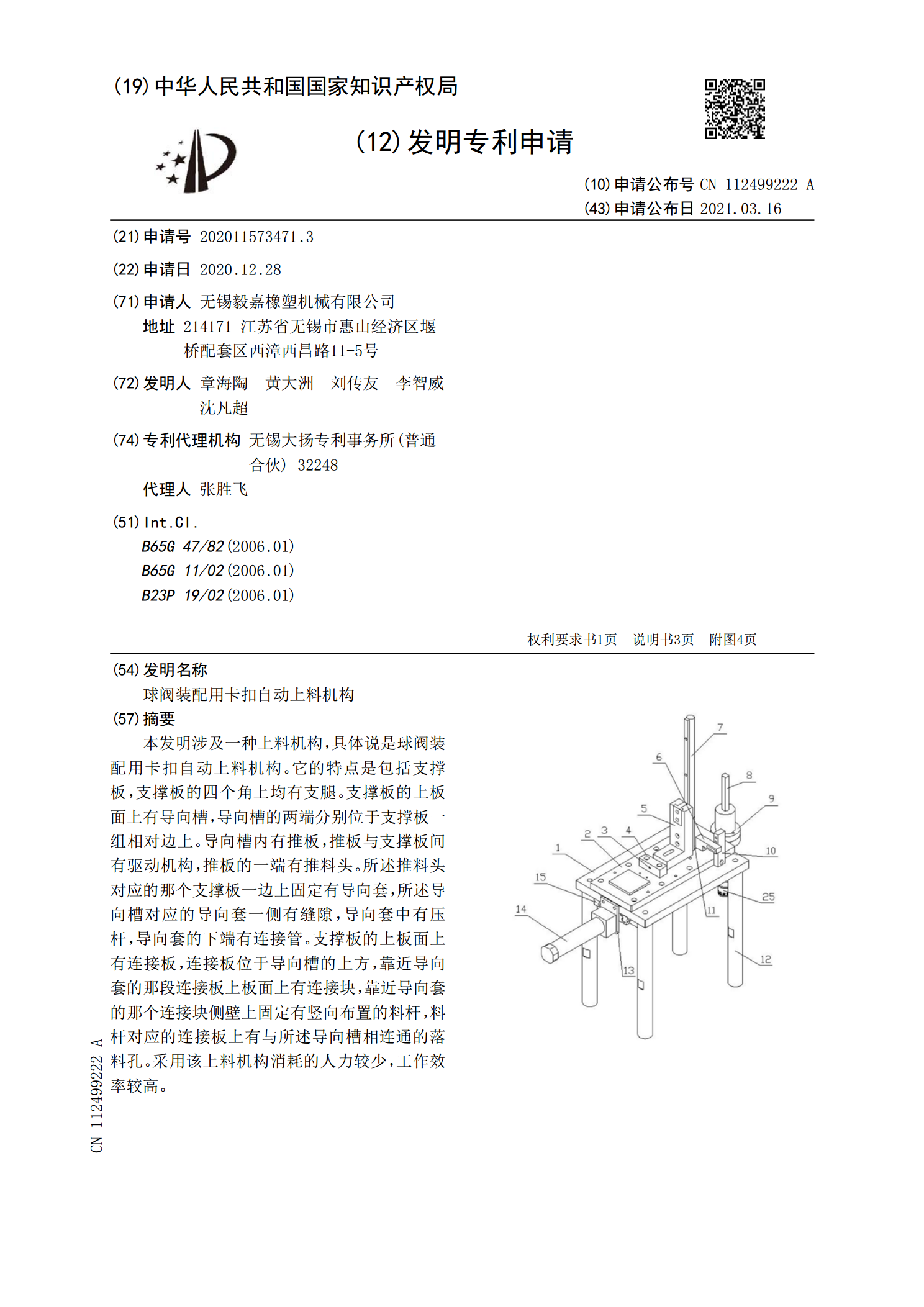
本发明涉及一种上料机构,具体说是球阀装配用卡扣自动上料机构。它的特点是包括支撑板,支撑板的四个角上均有支腿。支撑板的上板面上有导向槽,导向槽的两端分别位于支撑板一组相对边上。导向槽内有推板,推板与支撑板间有驱动机构,推板的一端有推料头。所述推料头对应的那个支撑板一边上固定有导向套,所述导向槽对应的导向套一侧有缝隙,导向套中有压杆,导向套的下端有连接管。支撑板的上板面上有连接板,连接板位于导向槽的上方,靠近导向套的那段连接板上板面上有连接块,靠近导向套的那个连接块侧壁上固定有竖向布置的料杆,料杆对应的连接板

一种球阀组装用装配设备.pdf
本发明涉及球阀生产领域,尤其涉及一种球阀组装用装配设备,本发明的技术问题是提供一种能够同时完成球阀装配的多个工序、能够将球阀内部的零件安装到位的球阀组装用装配设备,包括有安装底板架、L型开孔架、圆形下料口、安装支撑架、大楔形滑坡板等;安装底板架顶部左侧固接有L型开孔架,安装底板架顶部右侧固接有圆形下料口。通过该设备内部零件的配合,拨盘轮会推动四角盘轮间歇性地转动,便于切换弧形夹具板的方位,球体可以间歇性地下落,便于该装置将球体组装到阀体的内部,楔形拨动杆能够将阀杆推到装配在阀体的球体上,圆盘推动架会推动密
自动装配设备和自动装配方法.pdf
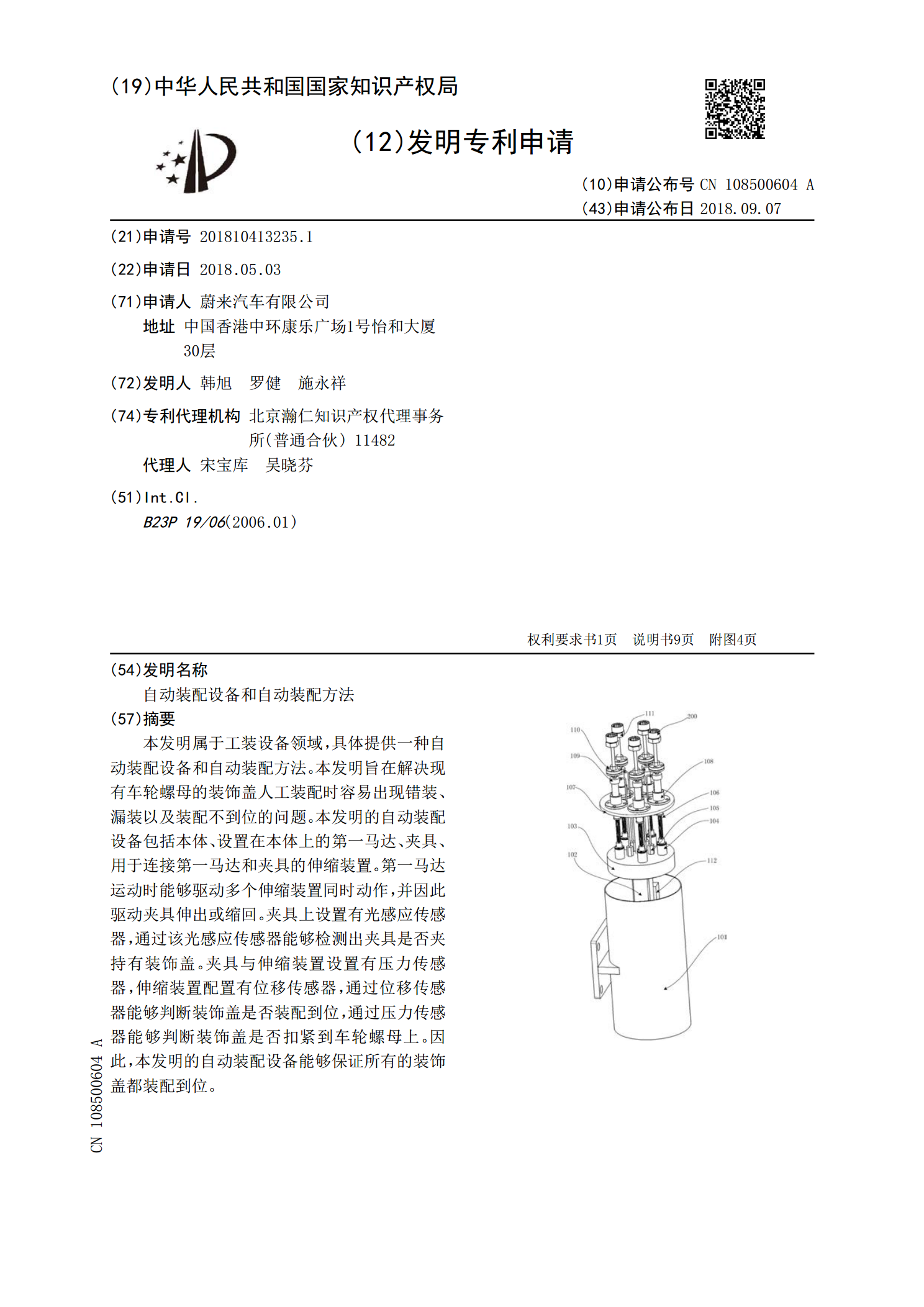
本发明属于工装设备领域,具体提供一种自动装配设备和自动装配方法。本发明旨在解决现有车轮螺母的装饰盖人工装配时容易出现错装、漏装以及装配不到位的问题。本发明的自动装配设备包括本体、设置在本体上的第一马达、夹具、用于连接第一马达和夹具的伸缩装置。第一马达运动时能够驱动多个伸缩装置同时动作,并因此驱动夹具伸出或缩回。夹具上设置有光感应传感器,通过该光感应传感器能够检测出夹具是否夹持有装饰盖。夹具与伸缩装置设置有压力传感器,伸缩装置配置有位移传感器,通过位移传感器能够判断装饰盖是否装配到位,通过压力传感器能够判断