
一种多曲面防弹头盔成型方法.pdf

一吃****瀚文


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种多曲面防弹头盔成型方法.pdf
本发明公开了一种多曲面防弹头盔成型方法,包括以下步骤:步骤一、放样切割;步骤二、铺盔;步骤三、切边;步骤四、开放模具预加热;步骤五、开放模具预冷定型;步骤六、封闭模具加热;步骤七、封闭模具冷定型;步骤八、打孔;步骤九、内外表面处理;步骤十、黏封边胶条;步骤十一、喷涂聚脲;步骤十二、装配悬挂系统和帽套,得到多曲面防弹头盔。本发明通过放样切割制备1#大面、2#小面、3#小面和4#大面,然后将其进行铺盔和一系列的压制和后续处理,得到了低成本、低重量的高性能多曲面防弹头盔,制备的防弹头盔的防破片性能和防弹性能在盔

一种轻质化高防护PE防弹头盔的成型方法.pdf
本发明公开了一种轻质化高防护PE防弹头盔的成型方法,该方法包括:一、放样设计和裁剪;二、制备盔壳铺制体;三、预加热成型;四、热压成型;五、热压冷却成型;六、切边打孔;七、黏封边胶条;八、内外表面处理;九、喷涂聚脲;十、装配悬挂系统、帽套。本发明分别采用双正交PEUD预浸料和PE平纹预浸布织物作为盔壳主体结构和表观布,有利于提高盔壳的抗弯强度和抗向内变形能力,降低了钝伤的可能性,结合对盔壳铺制体中各面层的形状和铺设方式进行设计,大大增强了盔壳的侧向刚性和顶部刚性,提高了PE防弹头盔的防护性并实现了轻质化。

一种冷成型钛合金防弹头盔的制备方法.pdf
本发明公开了一种冷成型钛合金防弹头盔的制备方法,该方法包括:一、将TB5或TB8钛合金板材的表面涂覆防氧化涂料,然后在相变点以上固溶处理,出炉后放置在石棉垫上空冷;二、将经空冷后的TB5或TB8钛合金板材裁剪为圆板后涂覆润滑剂,然后进行两道次冷拉成型,得到防弹头盔壳坯;三、将防弹头盔壳坯裁边后进行时效处理,经空冷得到防弹头盔。本发明以高强度的TB5钛合金板材或TB8钛合金板材为原料,依次采用相变点以上的固溶处理、两道次冷拉成型和时效处理,得到冷成型钛合金防弹头盔,提高了头盔的成品率,增强了头盔的强度和硬度
一种多曲面复合防弹插板及制备方法.pdf
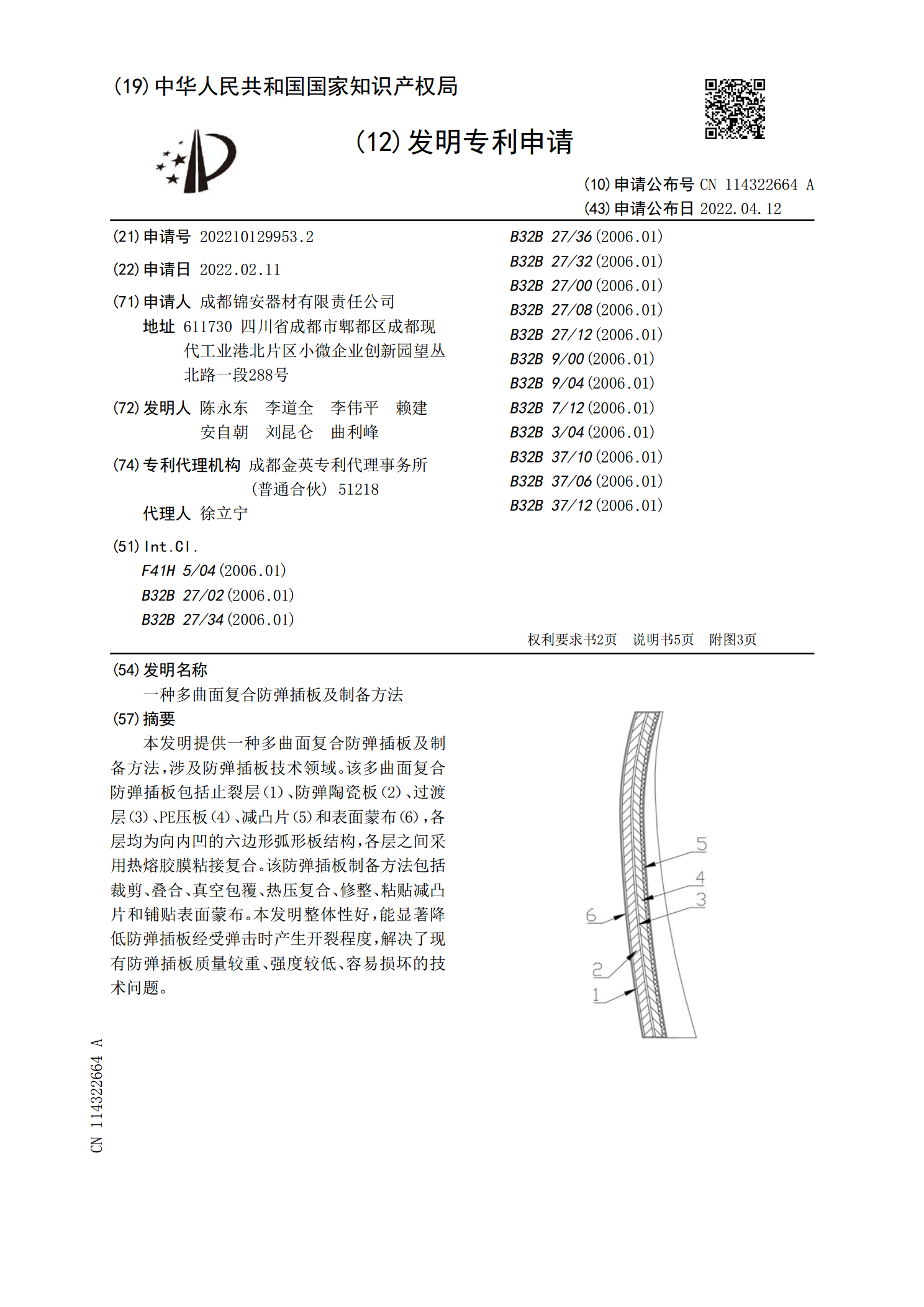
本发明提供一种多曲面复合防弹插板及制备方法,涉及防弹插板技术领域。该多曲面复合防弹插板包括止裂层(1)、防弹陶瓷板(2)、过渡层(3)、PE压板(4)、减凸片(5)和表面蒙布(6),各层均为向内凹的六边形弧形板结构,各层之间采用热熔胶膜粘接复合。该防弹插板制备方法包括裁剪、叠合、真空包覆、热压复合、修整、粘贴减凸片和铺贴表面蒙布。本发明整体性好,能显著降低防弹插板经受弹击时产生开裂程度,解决了现有防弹插板质量较重、强度较低、容易损坏的技术问题。

一种制造防弹头盔预浸料的裁剪与铺设方法及防弹头盔.pdf
本发明公开了一种制造防弹头盔预浸料的裁剪与铺设方法及防弹头盔,其中,方法采用两层纤维单向排列预浸片,并以相互垂直的正交排列方式复合成UD片材后(即以0°/90°正交的方式复合成UD片材后),将UD片材裁剪成不同形状的风叶轮结构;再将不同形状的风叶轮层叠铺设成防弹头盔预浸料,在层叠铺设过程中对齐每个所述风叶轮上的纤维正交排列方向,再进行铺设和热压成型;其所制造的防弹头盔能承受较强的穿透力和冲击力,对人体头部等重点部位可起到防护作用,防弹性能、耐冲击性能和防穿刺性能优越,保护了使用者的人身安全。