
一种帽沿形曲面壁板零件的加工方法.pdf

哲妍****彩妍


1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种帽沿形曲面壁板零件的加工方法.pdf
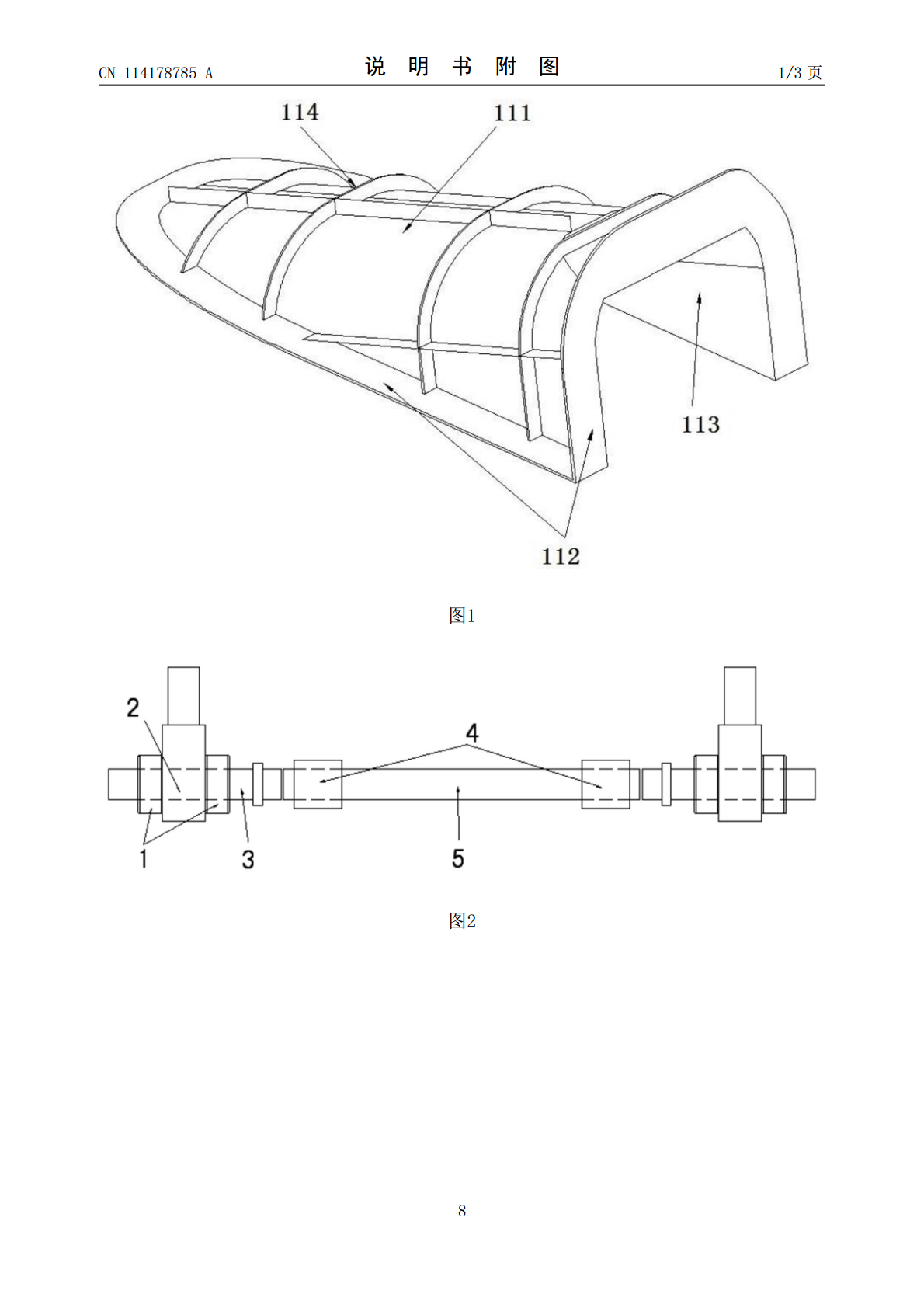
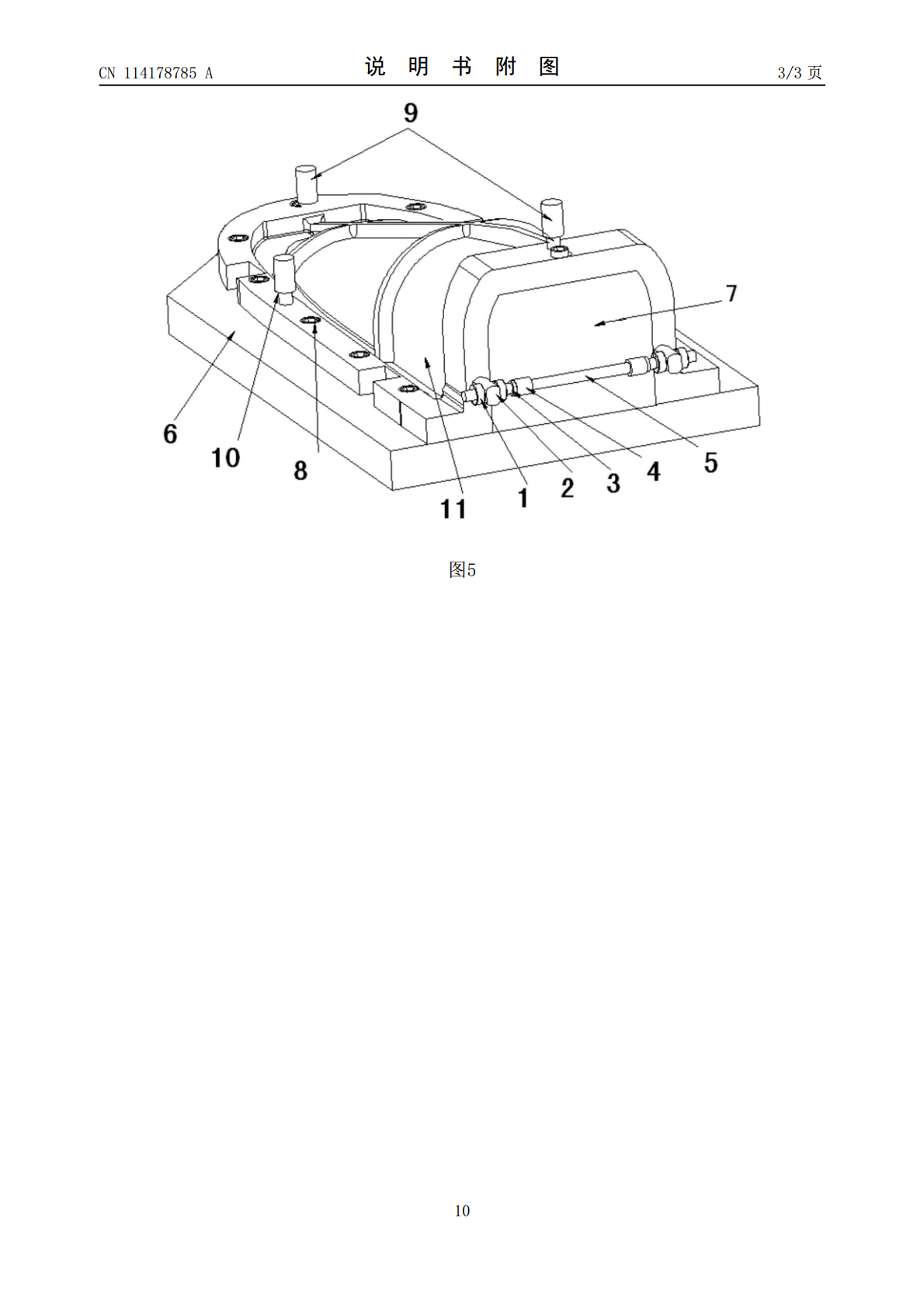
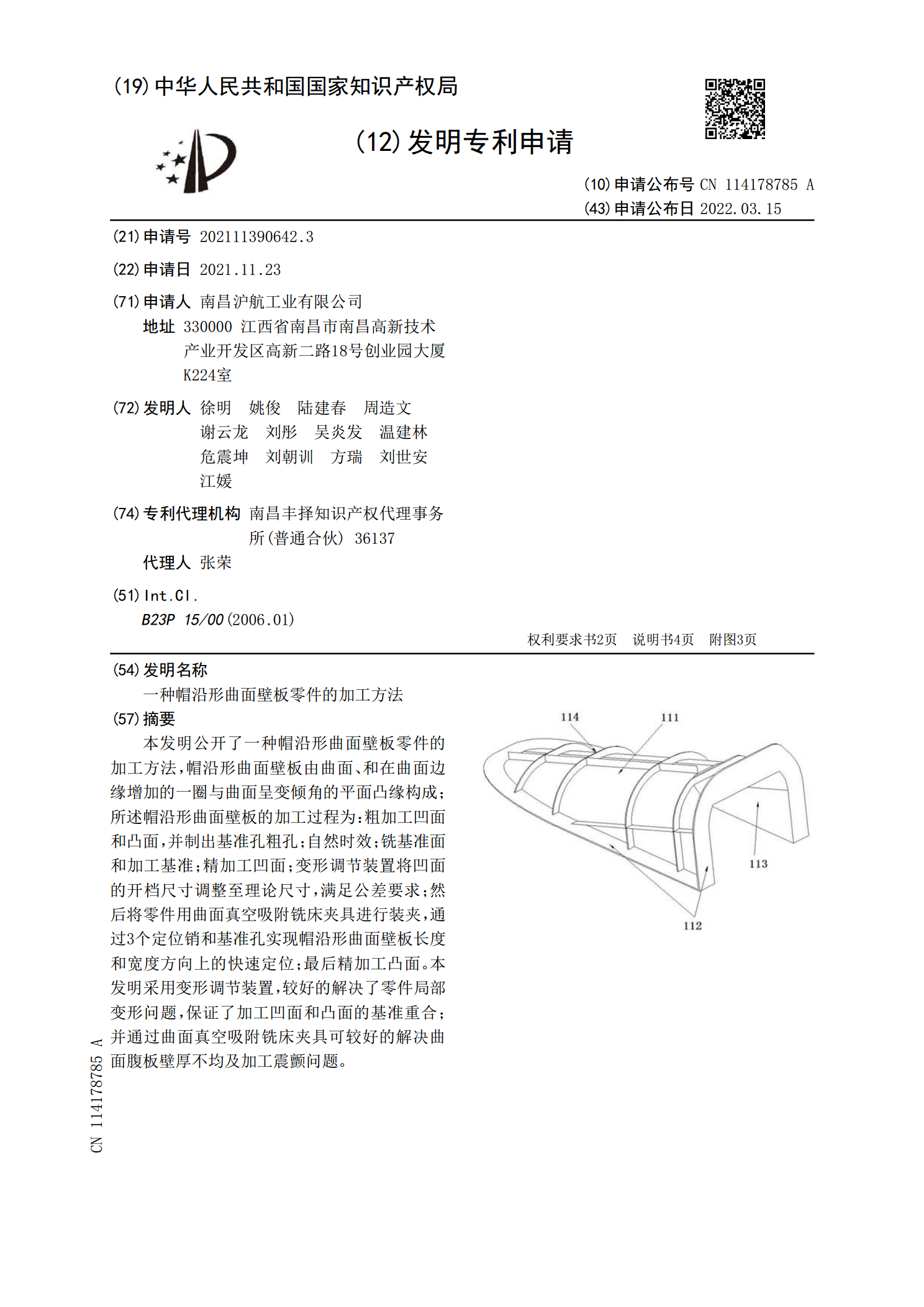
本发明公开了一种帽沿形曲面壁板零件的加工方法,帽沿形曲面壁板由曲面、和在曲面边缘增加的一圈与曲面呈变倾角的平面凸缘构成;所述帽沿形曲面壁板的加工过程为:粗加工凹面和凸面,并制出基准孔粗孔;自然时效;铣基准面和加工基准;精加工凹面;变形调节装置将凹面的开档尺寸调整至理论尺寸,满足公差要求;然后将零件用曲面真空吸附铣床夹具进行装夹,通过3个定位销和基准孔实现帽沿形曲面壁板长度和宽度方向上的快速定位;最后精加工凸面。本发明采用变形调节装置,较好的解决了零件局部变形问题,保证了加工凹面和凸面的基准重合;并通过曲面

一种薄形曲面零件的定位加工方法.pdf
本发明公开了一种薄形曲面零件的定位加工方法,具体加工过程包括:(1)加工切削部位的外轮廓;(2)采用在坯料厚度方向上一次性进刀,在坯料宽度方向上逐次进刀的方式加工切削部位的正面;(3)削薄过渡部位的正面;(4)绕定位夹具的旋转轴线翻转U型夹头180度,采用步骤(2)的进刀方式加工切削部位的反面;(5)削薄过渡部位的反面,直至过渡部位仅残留连接耳片;(6)切断连接耳片,获得加工成型的薄形曲面零件。本发明保证在零件的加工过程中,始终保持自身刚性处于最强状态,避免在加工过程中出现震动问题。

一种飞机复杂结构壁板零件的数控加工方法.pdf
一种飞机复杂结构壁板零件的数控加工方法,该零件一面为多槽腔面,另一面为外型面,首先根据槽腔转角半径选用刀具,在毛料端头的工艺框区域加工试刀凸台,然后在零件轮廓外的工艺框上加工出足够数量的应力槽,在零件上表面保留足够数量的支撑工艺凸台,加工理论外形面时,零件与毛料框一起翻面装夹,加工时保证零件腹板厚度,加工零件外轮廓时在零件与工艺框之间保留足够数量的连接点,最后去除所有支撑工艺凸台和连接点,将零件与工艺框分离。
一种非曲面零件的快速加工方法.pdf
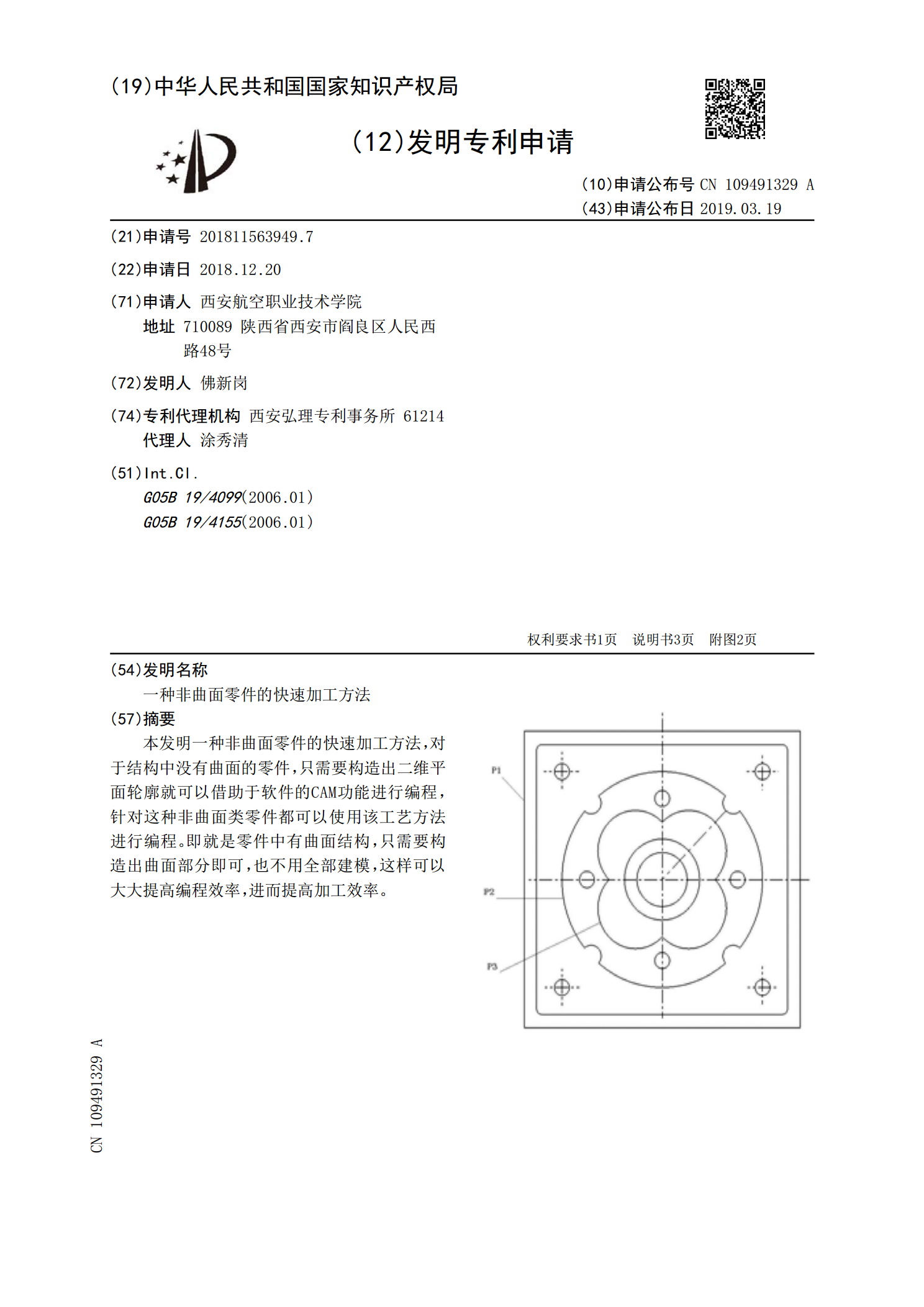
本发明一种非曲面零件的快速加工方法,对于结构中没有曲面的零件,只需要构造出二维平面轮廓就可以借助于软件的CAM功能进行编程,针对这种非曲面类零件都可以使用该工艺方法进行编程。即就是零件中有曲面结构,只需要构造出曲面部分即可,也不用全部建模,这样可以大大提高编程效率,进而提高加工效率。
一种薄壁板类零件的加工工装及加工工艺.pdf
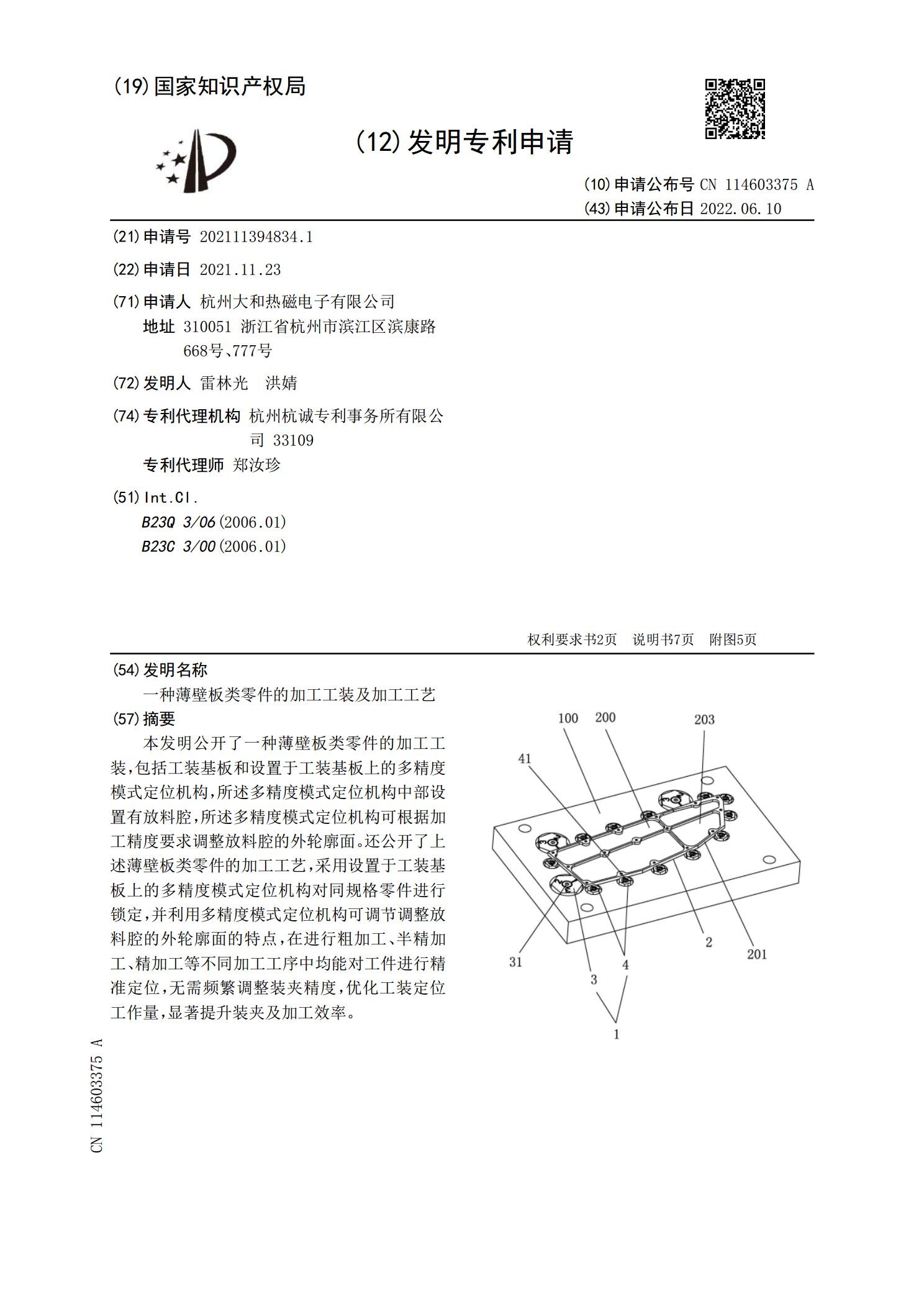
本发明公开了一种薄壁板类零件的加工工装,包括工装基板和设置于工装基板上的多精度模式定位机构,所述多精度模式定位机构中部设置有放料腔,所述多精度模式定位机构可根据加工精度要求调整放料腔的外轮廓面。还公开了上述薄壁板类零件的加工工艺,采用设置于工装基板上的多精度模式定位机构对同规格零件进行锁定,并利用多精度模式定位机构可调节调整放料腔的外轮廓面的特点,在进行粗加工、半精加工、精加工等不同加工工序中均能对工件进行精准定位,无需频繁调整装夹精度,优化工装定位工作量,显著提升装夹及加工效率。