
一种薄壁板类零件的加工工装及加工工艺.pdf

努力****承悦

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄壁板类零件的加工工装及加工工艺.pdf
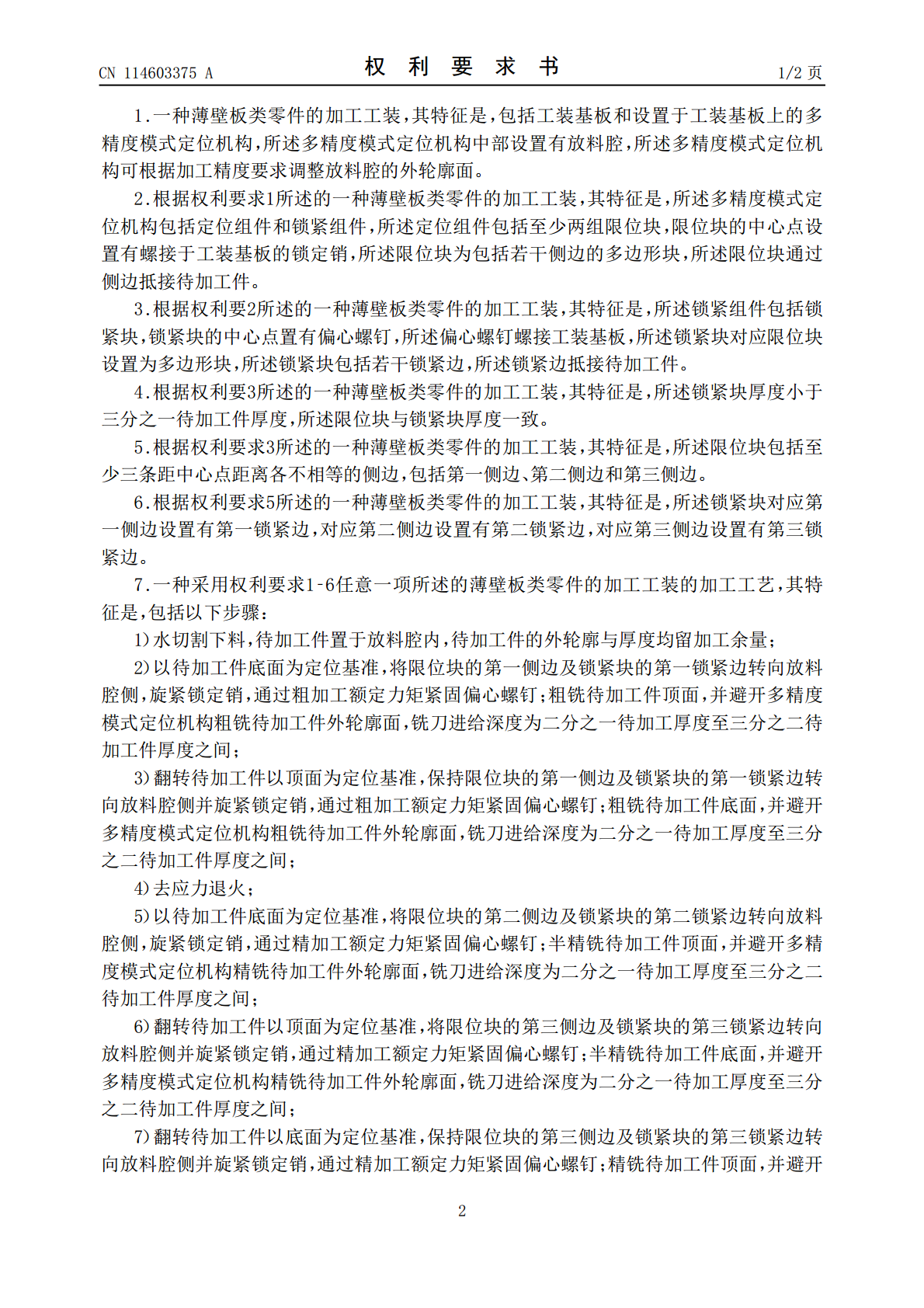
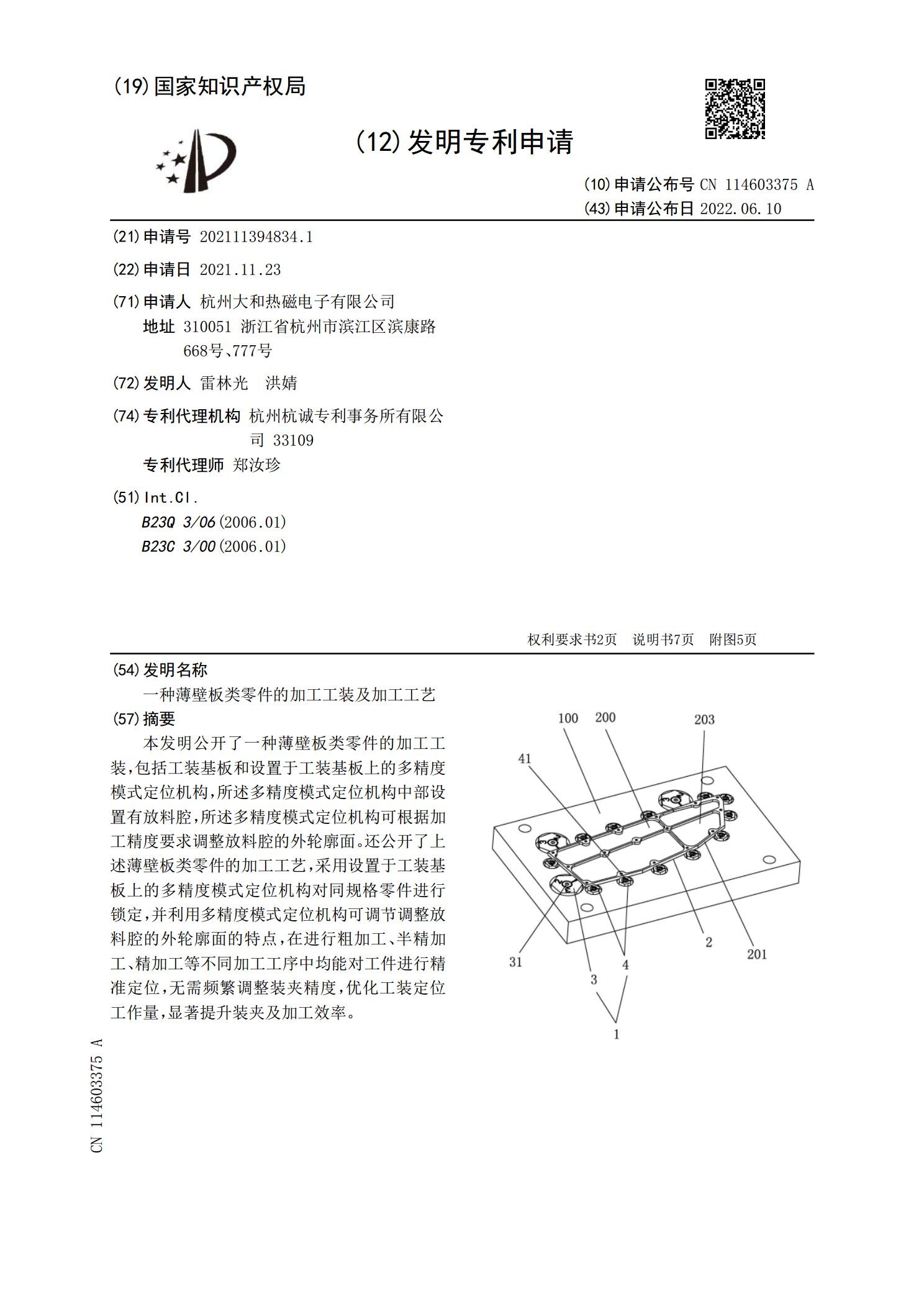
本发明公开了一种薄壁板类零件的加工工装,包括工装基板和设置于工装基板上的多精度模式定位机构,所述多精度模式定位机构中部设置有放料腔,所述多精度模式定位机构可根据加工精度要求调整放料腔的外轮廓面。还公开了上述薄壁板类零件的加工工艺,采用设置于工装基板上的多精度模式定位机构对同规格零件进行锁定,并利用多精度模式定位机构可调节调整放料腔的外轮廓面的特点,在进行粗加工、半精加工、精加工等不同加工工序中均能对工件进行精准定位,无需频繁调整装夹精度,优化工装定位工作量,显著提升装夹及加工效率。
一种细长轴类零件机加工装置及其加工工艺.pdf
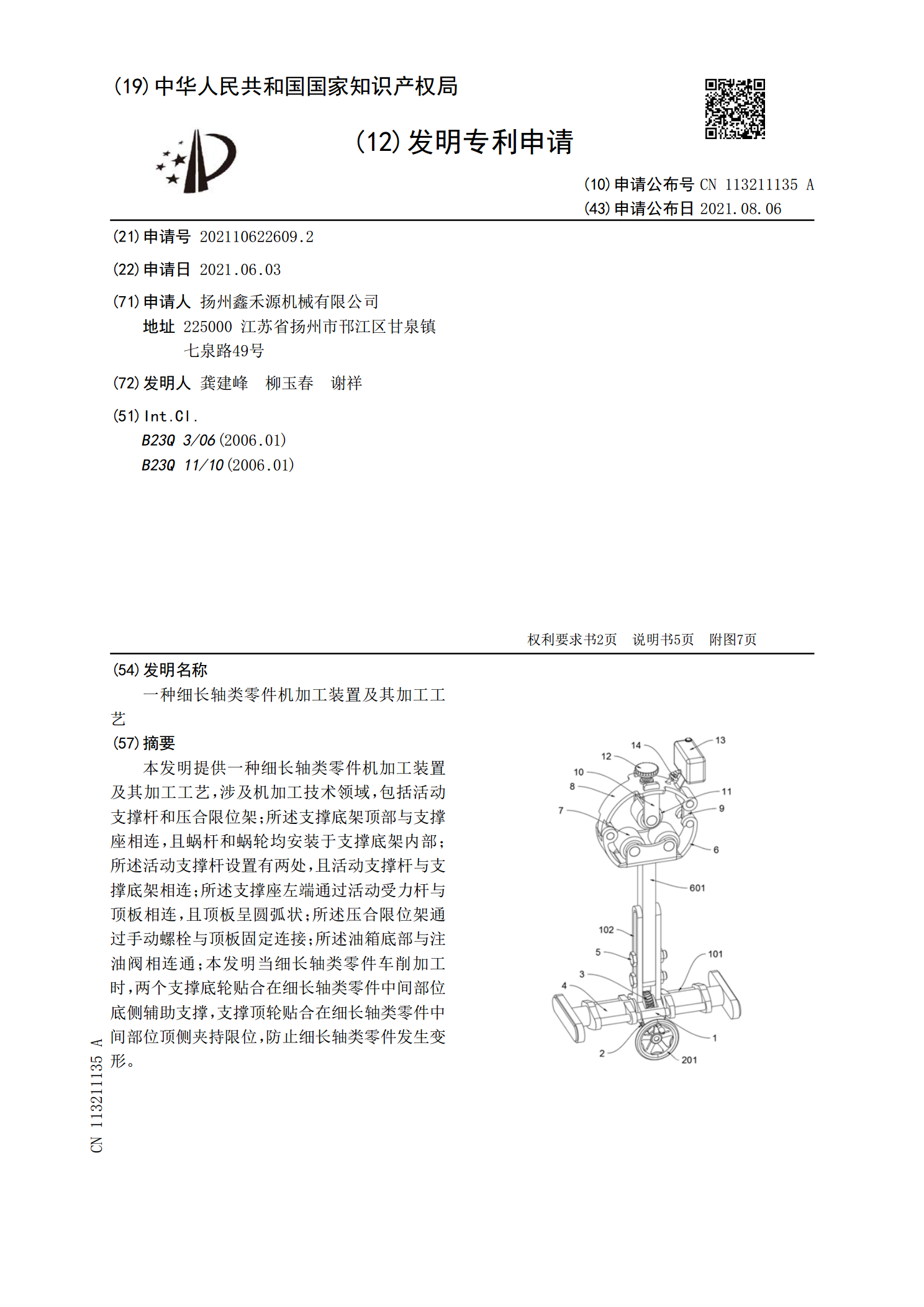
本发明提供一种细长轴类零件机加工装置及其加工工艺,涉及机加工技术领域,包括活动支撑杆和压合限位架;所述支撑底架顶部与支撑座相连,且蜗杆和蜗轮均安装于支撑底架内部;所述活动支撑杆设置有两处,且活动支撑杆与支撑底架相连;所述支撑座左端通过活动受力杆与顶板相连,且顶板呈圆弧状;所述压合限位架通过手动螺栓与顶板固定连接;所述油箱底部与注油阀相连通;本发明当细长轴类零件车削加工时,两个支撑底轮贴合在细长轴类零件中间部位底侧辅助支撑,支撑顶轮贴合在细长轴类零件中间部位顶侧夹持限位,防止细长轴类零件发生变形。
薄型零件加工工艺.pdf
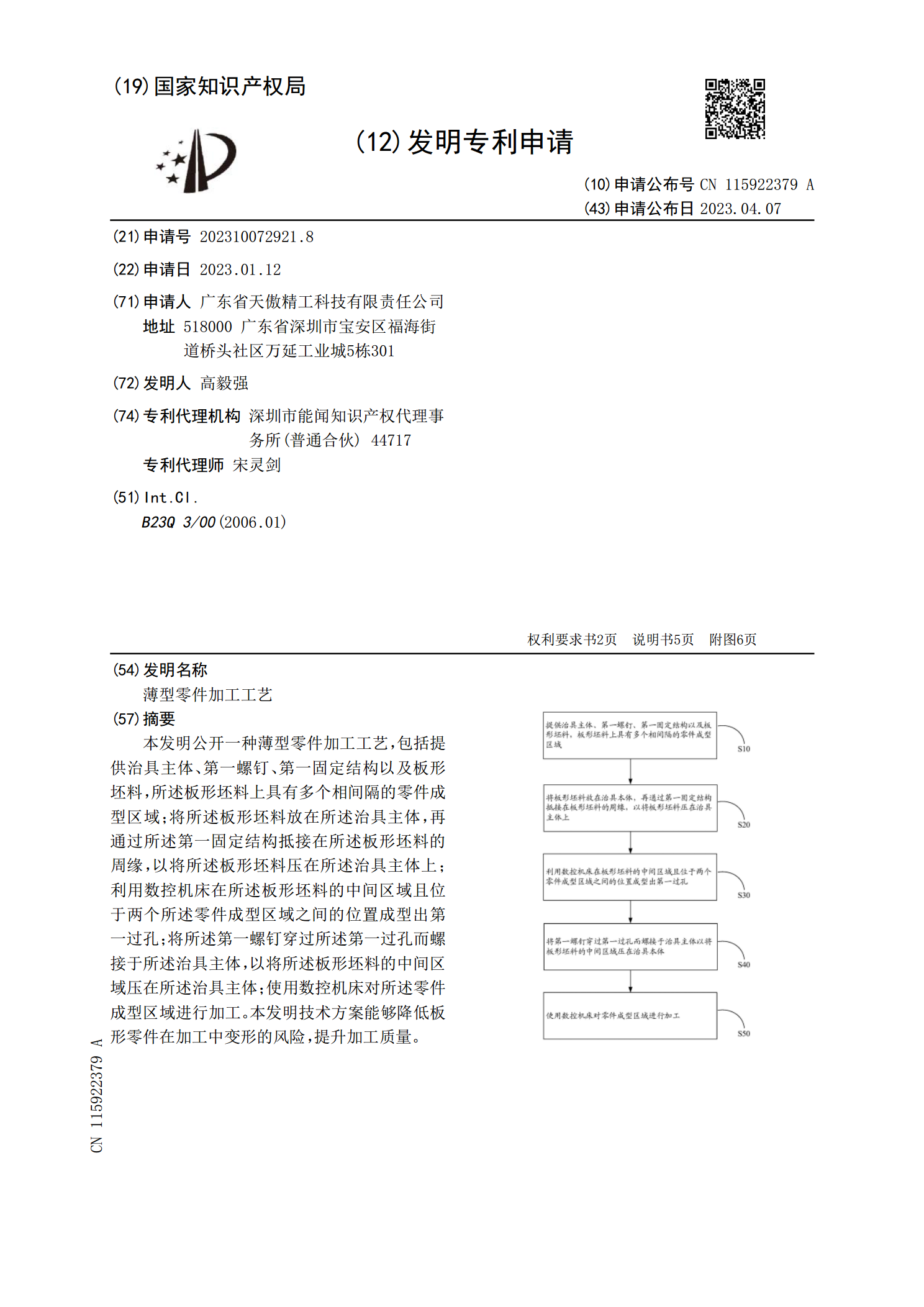
本发明公开一种薄型零件加工工艺,包括提供治具主体、第一螺钉、第一固定结构以及板形坯料,所述板形坯料上具有多个相间隔的零件成型区域;将所述板形坯料放在所述治具主体,再通过所述第一固定结构抵接在所述板形坯料的周缘,以将所述板形坯料压在所述治具主体上;利用数控机床在所述板形坯料的中间区域且位于两个所述零件成型区域之间的位置成型出第一过孔;将所述第一螺钉穿过所述第一过孔而螺接于所述治具主体,以将所述板形坯料的中间区域压在所述治具主体;使用数控机床对所述零件成型区域进行加工。本发明技术方案能够降低板形零件在加工中变

薄壁壁板类零件在加工过程中变形的工艺研究.docx
薄壁壁板类零件在加工过程中变形的工艺研究摘要:本文针对薄壁壁板类零件在加工过程中存在的变形问题进行研究。首先对薄壁壁板类零件的加工工艺进行了介绍,接着分析了薄壁壁板类零件存在变形的原因,并提出了相应的解决方案。最后通过实验验证了本文提出的方案的有效性,为薄壁壁板类零件的加工提供指导。关键词:薄壁壁板;加工变形;解决方案;实验研究一、引言薄壁壁板类零件是现代工业中常用的一种零件,具有强度高、重量轻等优点,广泛应用于航空、汽车等领域。然而,薄壁壁板在加工过程中容易出现变形问题,严重影响其质量和精度,因此如何解
薄壁类零件加工的工装设计与工艺设计.pdf
第28卷第16期甘肃科技Vol.28No.162012年8月GansuScienceandTechnologyAug.2012薄壁类零件加工的工装设计与工艺设计刘益萍(长风信息集团,甘肃兰州730070)摘要:根据薄壁零件的特点、形状及结构多样性,在高精度要求下,通过有效、科学的方法,采用特殊工艺,用“哑铃”双面沉头螺钉装夹,利用真空吸附工装吸附零件表面进行加工,在加工时,采用“回”字型加工方法,保证了零件的精度及稳定性。因材料退火后切削黏土大,小刀具铣缝容易产生较大毛刺,因此,采用最后铣腔体底面和腔体缝