
增强的电阻焊帽.pdf

一只****爱敏

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
增强的电阻焊帽.pdf
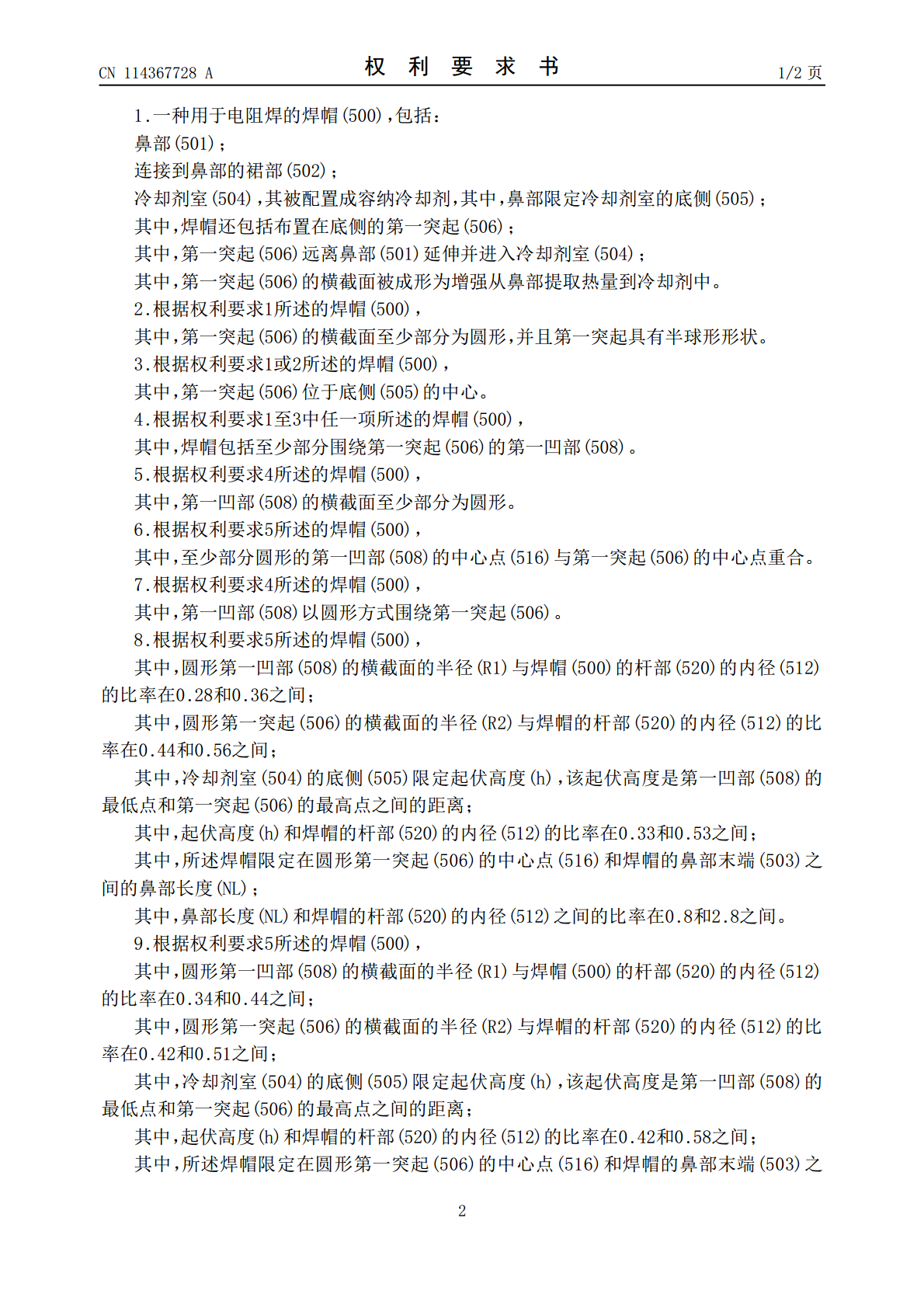
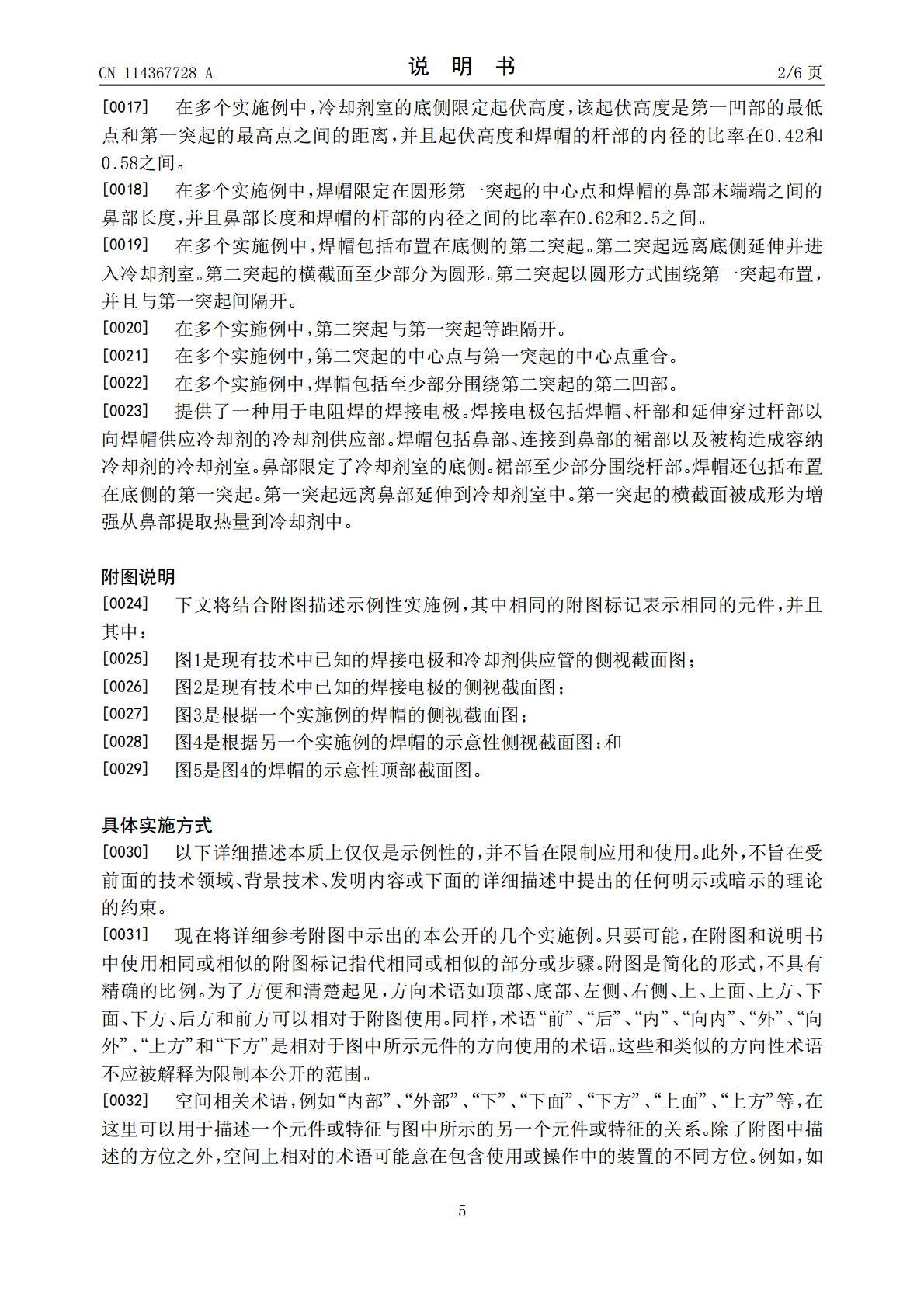
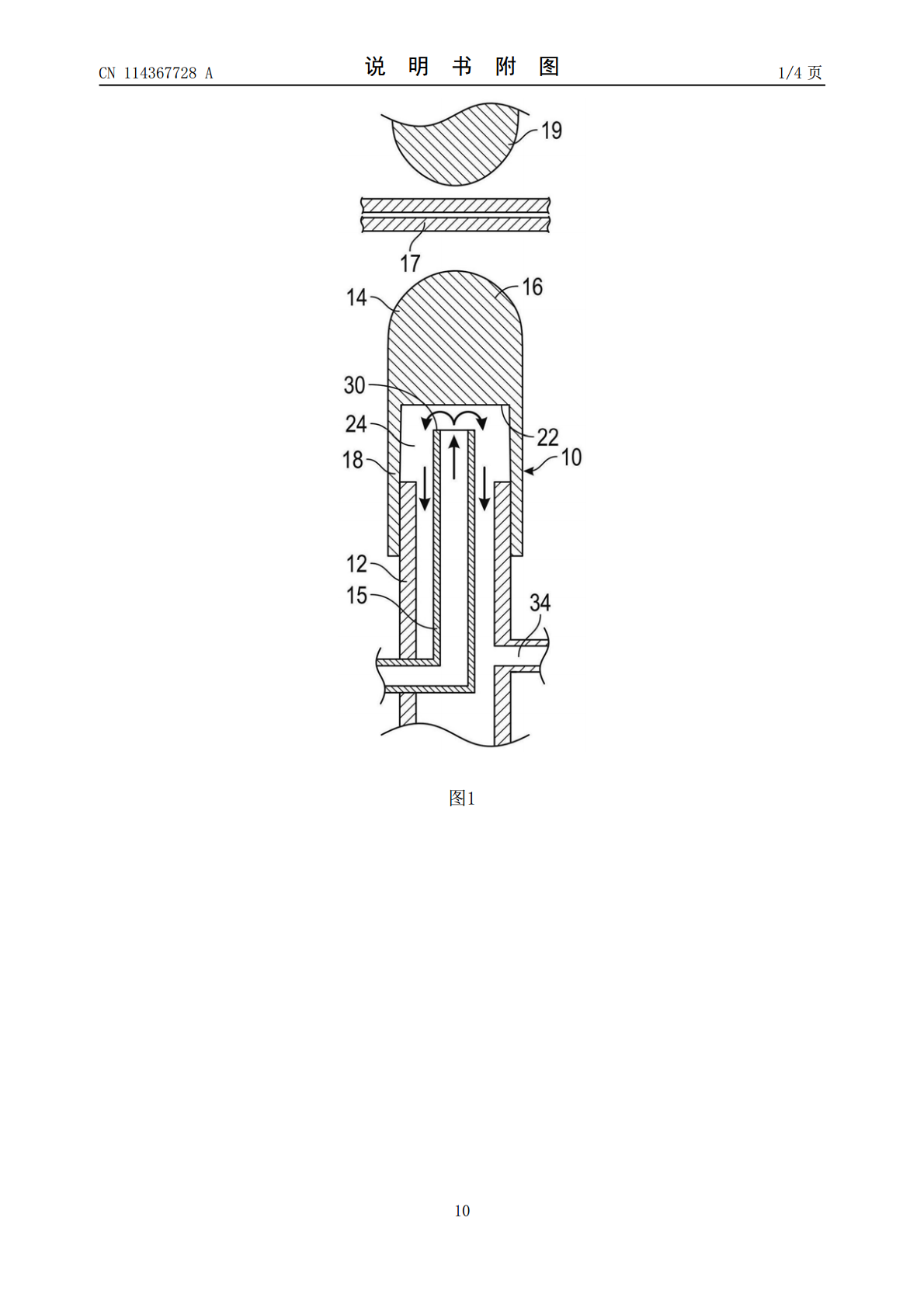
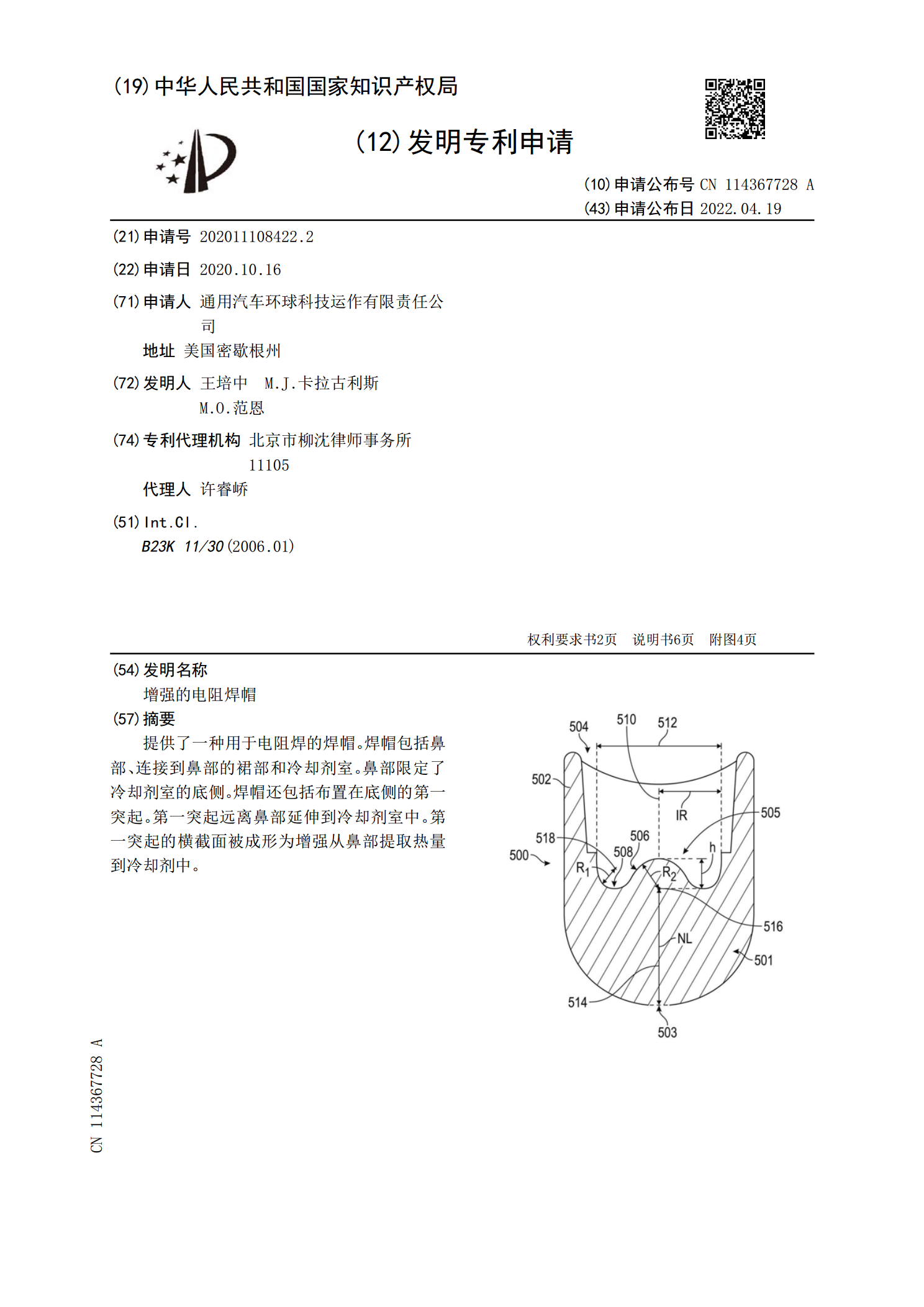
提供了一种用于电阻焊的焊帽。焊帽包括鼻部、连接到鼻部的裙部和冷却剂室。鼻部限定了冷却剂室的底侧。焊帽还包括布置在底侧的第一突起。第一突起远离鼻部延伸到冷却剂室中。第一突起的横截面被成形为增强从鼻部提取热量到冷却剂中。
电阻焊--电阻焊设备.ppt
6.电阻焊设备二、电阻焊设备的组成二、电阻焊设备的组成一般电阻焊设备由三个主要部分组成。1、机械装置:由机架、加压机构、传动机构、夹紧和送进机构等组成。性能要求:机身:足够的刚性、稳定性并能满足安装要求;目前多采用钢板或钢管的焊接结构。加压机构:良好的随动性、可提供不变或可变的压力曲线;有杠杆传动、电动凸轮传动、气压传动、气-液压传动等多种形式。可以使电极做直线或弧线运动但以直线运动最好。焊前应能调节压力和施焊位置加压要快速摩擦力小当焊件厚度变化时压力应无显著
语音控制焊帽.pdf
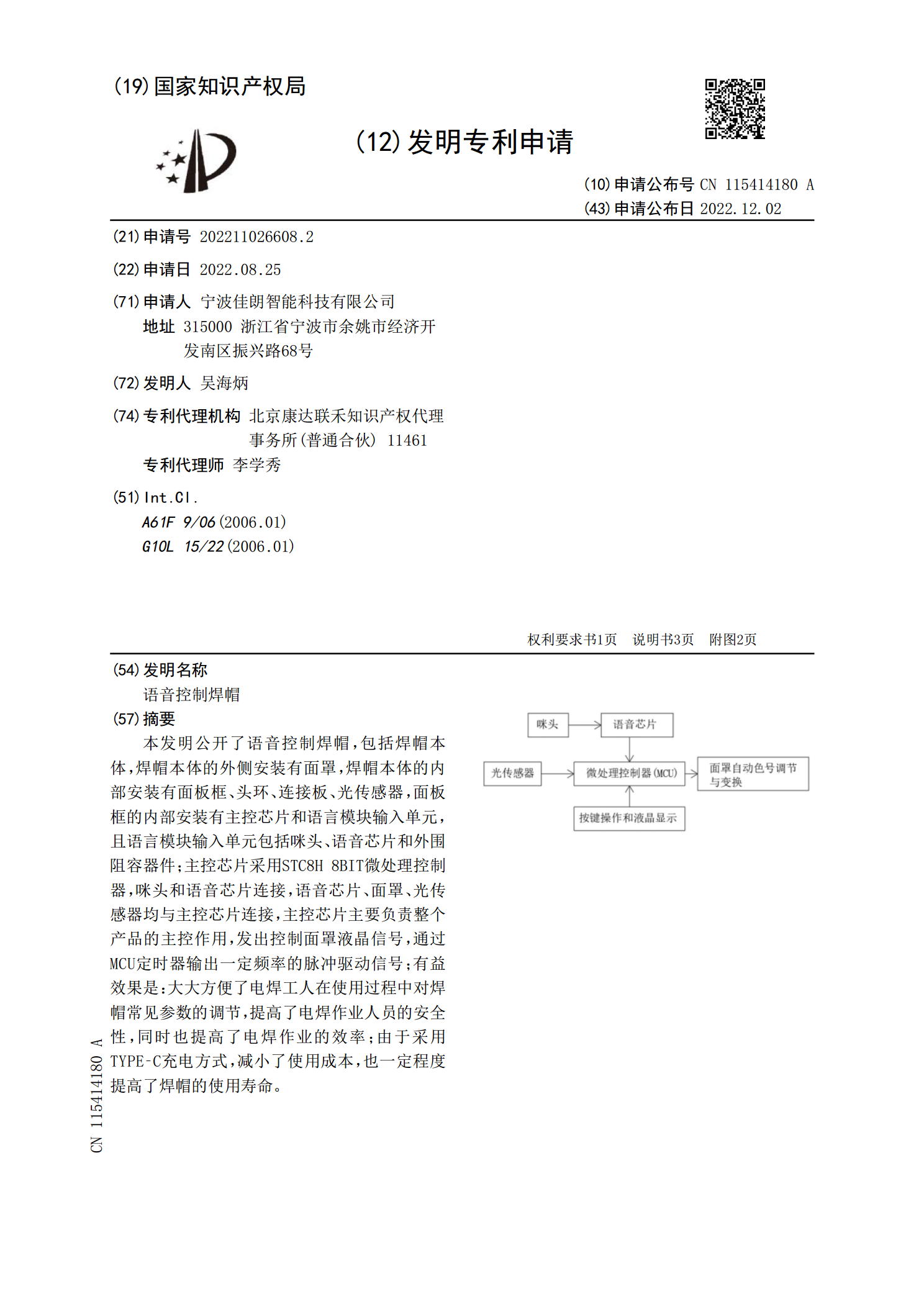
本发明公开了语音控制焊帽,包括焊帽本体,焊帽本体的外侧安装有面罩,焊帽本体的内部安装有面板框、头环、连接板、光传感器,面板框的内部安装有主控芯片和语言模块输入单元,且语言模块输入单元包括咪头、语音芯片和外围阻容器件;主控芯片采用STC8H8BIT微处理控制器,咪头和语音芯片连接,语音芯片、面罩、光传感器均与主控芯片连接,主控芯片主要负责整个产品的主控作用,发出控制面罩液晶信号,通过MCU定时器输出一定频率的脉冲驱动信号;有益效果是:大大方便了电焊工人在使用过程中对焊帽常见参数的调节,提高了电焊作业人员的

电阻焊的分类.pdf
电阻焊的分类电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。分类:1、点焊点焊(SpotWelding)是将焊件装配成搭接接头,并压紧在两柱状电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊主要用于薄板焊接。点焊的工艺过程:(1)预压,保证工件接触良好。(2)通电,使焊接处形成熔核及塑性环。(3)断电锻压,使熔核在压力继续作用下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。2、缝焊缝焊(

电阻焊--电极.ppt
7.电极7.电极电焊电极的失效形式:三、电极材料的性能要求(1)有足够的高温硬度与强度,再结晶温度高;(2)有高的抗氧化能力并与焊件材料形成合金的倾向小;(3)在常温和高温都有合适的导电、导热性;(4)具有良好的加工性能。I类III类凸焊常用电极是平面、球面或曲面电极以及工作端面与焊件外形相适应的电极。局部位置的多点凸焊采用大平头棒状电极;有时为克服各凸点间的压力不均衡,采用可转动电极。凸焊时为保证上、下两个焊件的定位,经常需要使用一些定位夹具,有些夹具是单独的,有些是和凸焊电极制成一体的。在通常情况下,