
CO2气体保护焊介绍.pdf

文库****品店

1/10

2/10
3/10
4/10

5/10
6/10

7/10
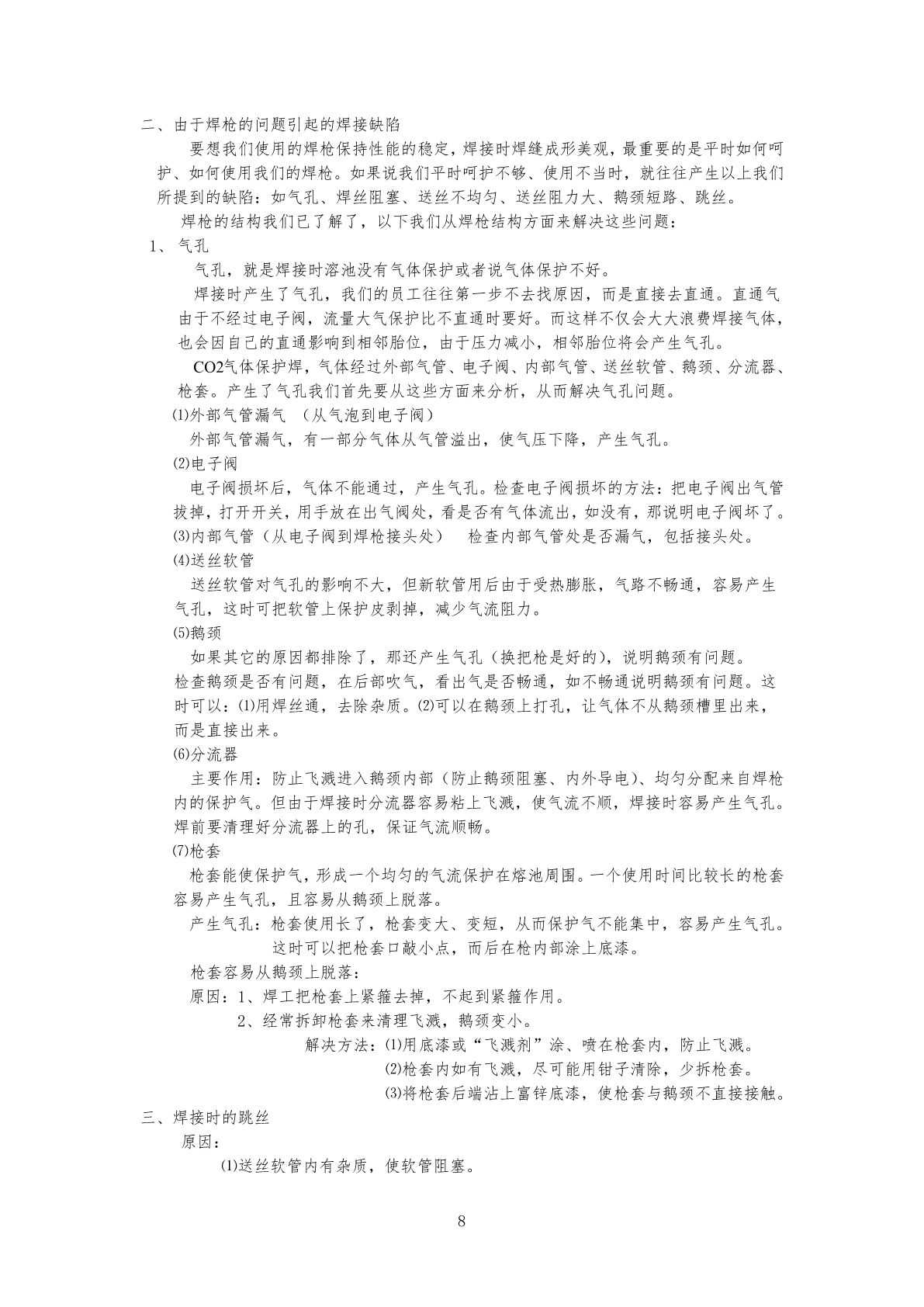
8/10
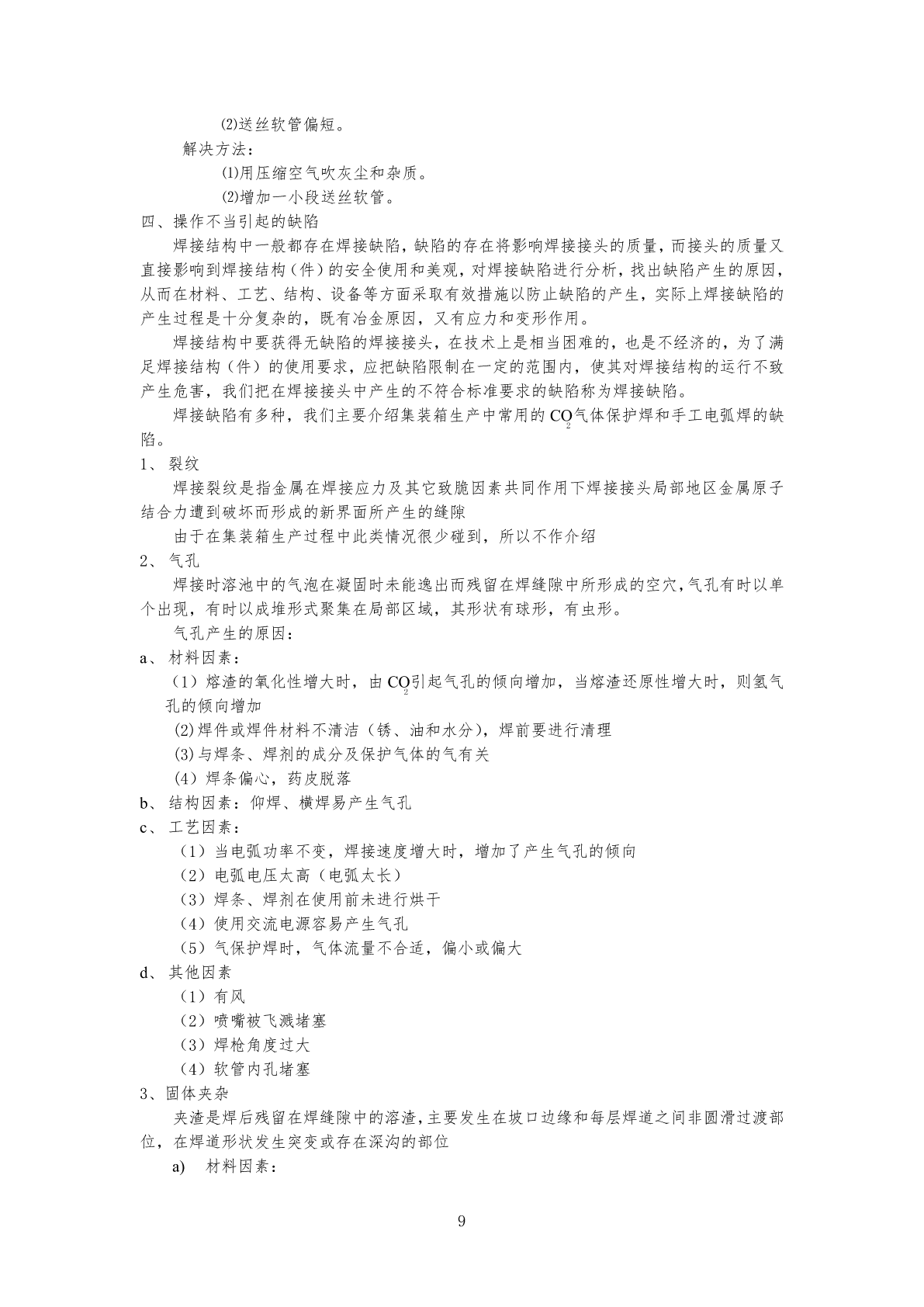
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

CO2气体保护焊介绍.pdf
CO2气体保护焊第一章概述CO2气体保护焊是50年代研究成功的,40多年来,CO2气体保护焊已成为非常重要的焊接方法之一。我国在60年代开始用于生产,多年来,CO2气体保护焊已广泛应用于造船、汽车、化工、锅炉、工程机械以及集装箱等方面。第一节CO2气体保护焊的原理及特点一、原理CO2气体保护焊是利用从喷嘴中喷出的CO2气体隔绝空气,保护熔池的一种先进的熔化方法。二、特点1、CO2气体保护焊的优点:⑴生产效率高①CO2气体保护焊采用的电流密度大。CO2气体保护焊采用密度通常为100~300A/mm2,焊丝熔

CO2气体保护焊.doc
第一章CO2气体保护焊焊接设备CO2气体保护焊焊接设备由四部分组成:供气系统,其功能是向焊接区提供流量稳定的保护气体,由气瓶、减压阀、预热器、流量计、干燥器及管路组成。2.焊接电源对焊接电源的要求具有平的或缓降的外特性曲线电源输出电压和输出电流的关系叫做电源的外特性。当输出电流增加时,输出电压不变或缓慢降低的电源的外特性叫做平特性或缓降特性。因为CO2气体保护焊使用的焊丝直径小,焊接电流大、焊接密度比手工电弧焊高10倍以上,电弧的静特性处于上升段,所以要采用平特性或缓降特性的焊接电源。采用平特性电源,由于

co2气体保护焊.docx
二氧化碳气体保护焊简介二氧化碳气体保护电弧焊(简称CO2焊)是以二氧化碳气为保护气体进行焊接的方法。(有时采用CO2+Ar的混合气体)。在应用方面操作简单,适合自动焊和全方位焊接。在焊接时不能有风,适合室内作业由于它成本低,二氧化碳气体易生产,广泛应用于各大小企业。由于二氧化碳气体的0热物理性能的特殊影响,使用常规焊接电源时,焊丝端头熔化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔滴缩颈爆断、因此,与MIG焊自由过渡相比,飞溅较多。但如采用优质焊机,参数选择合适,可以得到很稳定的焊接过程,使飞溅
CO2气体保护焊培训.ppt
2018年鑫光高级电焊工培训班CO2气体保护焊学习资料目录第一部分:CO2气体保护焊基础认知第二部分:焊接符号认知第三部分:焊接的操作基础第四部分:CO2气体保护焊常见缺陷及对策第五部分:焊缝检验(外观、尺寸、强度)第六部分:其它注意事项第一部分:CO2气体保护焊基础认知1.常见专业术语:④什么是熔滴?答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴---叫做熔滴。⑤什么是熔池?答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。⑥什么是焊缝?答:焊接后焊件中所形成的结合部分。⑦什么是焊
co2气体保护焊学习.ppt
co2气体保护焊学习Co2气体保护焊机焊机(电源)使用具有恒压特性的直流焊接电源,其容量各种各样,有适用于薄板的160—180A型,用于厚板、中板的250、350A型,以及用于厚板的500A型。送丝机(焊枪)送丝机是向焊抢输送焊丝的装置,一般是边移动边焊接,搬运方便。焊枪是用来吧送丝机送出的焊丝引导到焊接部,通过导电嘴将电流传给焊丝,同时也将co2气体引导到焊枪焊枪前端部,自喷嘴喷出。(有空冷、水冷两种焊枪,一般是用的多为空冷式)气体调节器气体调节器安装在气瓶上由降低储气瓶内高压的压力调节器与指示气体流量