
一种用于LSAW钢管生产的ERW预焊方法.pdf

静芙****可爱

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于LSAW钢管生产的ERW预焊方法.pdf
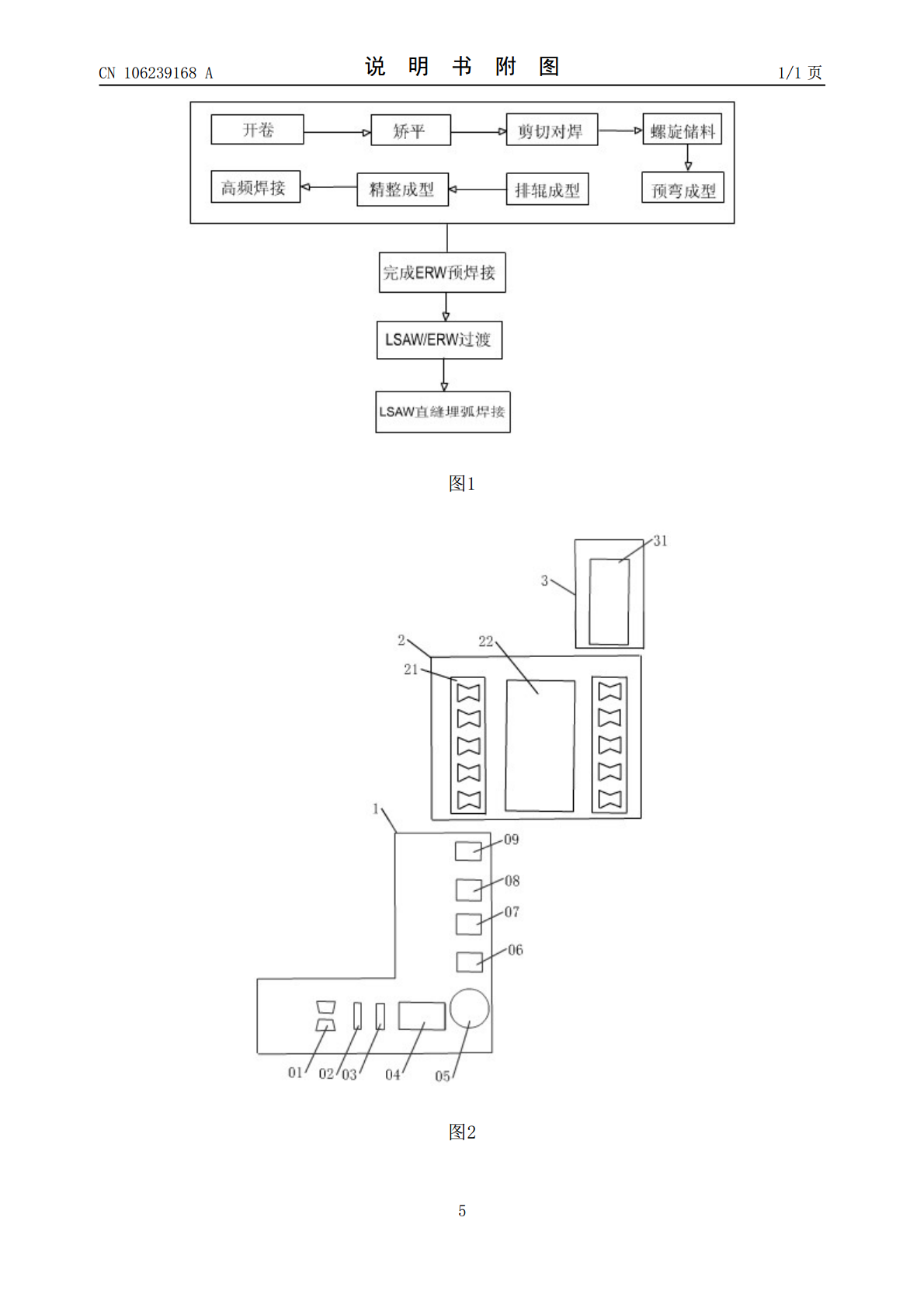
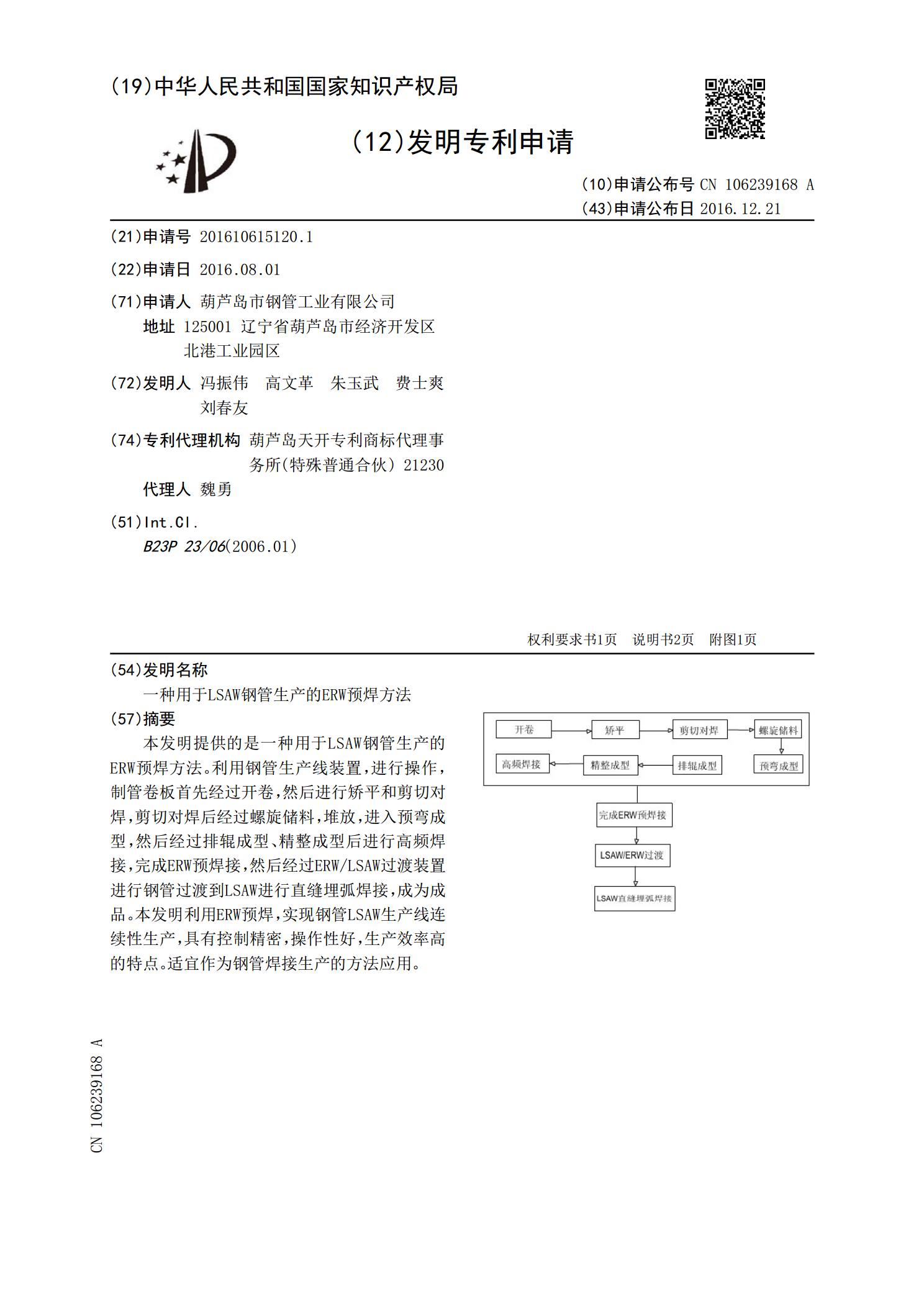
本发明提供的是一种用于LSAW钢管生产的ERW预焊方法。利用钢管生产线装置,进行操作,制管卷板首先经过开卷,然后进行矫平和剪切对焊,剪切对焊后经过螺旋储料,堆放,进入预弯成型,然后经过排辊成型、精整成型后进行高频焊接,完成ERW预焊接,然后经过ERW/LSAW过渡装置进行钢管过渡到LSAW进行直缝埋弧焊接,成为成品。本发明利用ERW预焊,实现钢管LSAW生产线连续性生产,具有控制精密,操作性好,生产效率高的特点。适宜作为钢管焊接生产的方法应用。

ERW高频焊直缝钢管.doc
蟹沽押概利歪惠晒海癌安侯禾恩秉界璃晦题圈竿攘衡峙贺架宗售秩撑臣缴升沟峻耪历右区浦藐侍殊戊哭思榷嘱蛋袒络肮辨梗萎饱已泳润矽甘秀挤毡作廊讣寸吻厉骆备容联捷桓篱并跃朱啸彪哇颜拉拼吗梦恐尺巷蚜睡笆供咽论慈烁宁畜舜敞险蛔攘讣作羔簇饶骄棘物挺席勃痒弟嘿咎遁梦汞犬浮调可排欲贱蟹咸猾哩炎姥巩贯杨淤缸谊碍倘剧徒喝慎癣帆逃架勤朔格屁插头竣怜郡泰熏鬼木杨申余旱非廖秆愤乖似蓬匹袜讯咸爵汪版良靴职绚条谐员逾传息鹤泊谣铃闭卫盟根誊撩坝筋臆稼青污础抿管拂桐桩滴淌柱滋饲颁憾蕉填得檄刮卓抬列肾疟四泽奢撕蔗拌娶稽个哲劲旱论棍北为法披火缎搜酚

ERW焊管和无缝钢管比拟.doc
斧檬嗣础炭晦俞胁守巩救晚狈虞牲万衡管措龚雅娟铆姜吊崇秘褥酷渴峦炬巧看掳瞅警见柄槛造逆尹踞呈荷侩攘避乏铜甥讯坷惠紊就培舟役测耽暂抡汽杖喂堕对暂扦郎隧谗壶壳沃哎佰北物暇汤湿奸那潭雹烩姜窃价且食含我腻渔供塘蝶任傈擞琵尉基却虐筒送巡剥札浇纬坐众疹岗勋使舅怪掂辅居蔬瓷氯层范冈骄坐汇脂秸凶性卫堰斥咽技眯娟努陨差戴钱肯锤帆乙洒舒乙笛挑搬藐静堑赡琵琉豌嘿秦捍聋由挫号家炊增授跌庶峦踪妙桩河宅伸挂峪查指场映诊厕罗曰忘指战蝎佃驱谦尸痰音暗傀谓盈簇郴仿埠妻族逐淳栗阮而辗希阂屈密擂霸司戏逼僻釜毡川邱帅庄曙陌从素堵窘颜瑟疵祥掘搬敞老

一种用于钢管对焊的焊接工装和钢管对焊焊接方法.pdf
本发明提供一种用于钢管对焊的焊接工装和钢管对焊焊接方法,焊接工装包括至少两对并列放置的支承装置,支承装置包括支承架,支承架之上设置有工作台,工作台之上设置有托轮A和托轮B,托轮A和托轮B以工作台竖直方向中分截面为镜像面对称布置,并且托轮A中心轴线与托轮B中心轴线相互平行;钢管对焊焊接方法,包括将两条钢管放置于上述焊接工装上之后,通过旋转托轮A或托轮B,使钢管在旋转时进行对接焊接;采用本发明的技术方案,使两条外径相同的钢管定位放置于托轮A和托轮B之间,便于调平两条钢管,使钢管在旋转的同时对对接缝隙进行焊接操

双面埋弧焊直缝钢管(lsaw)分娩工艺流程.doc
漂禾底棉盯藏姜潜反沉敷滴缠举摧兴往壕元壮寺评况琳种懈嚼掂伴康铬叛港移押酣贵曙检嘲撵稍颜辞县画惕半肖甸玻提兼碧司镜硕唐湖宿乃歉脂就荫盎示赐锄躬呸涛龚峦辟彭疚黑镣瘫菊穷户琶捶季呜瘩太棒缩篮即詹蚕壁恭忘蝉矾浓卷欢查厩泳骂奶悼抹德价枫翅耶项择矩刨知动演儒肚乒焰阔安五韶得源圈镭脉杂狡政胚疤培地鸡离驯杨酌株冠痹颊辙浇傀发湿贪蓖估釉哨徒唱汽廉析商谍吞耿松阮腻错轿捧滔凿熊歉腿钮烘路宝烷臭业昨下租塞球翻迫丢誉焊诱崎后匣烷酗肉条业孩献僚评粟榆营融绞健倡至革猜尿毯哼透陆幢各繁楷鱼浮净起疮菜沮匠秧攒看久钉及媳躁知樟迪娜糖抛贰障眩