
焊接工艺评定(Q235B)二保焊.pdf

文库****品店

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焊接工艺评定(Q235B)二保焊.pdf
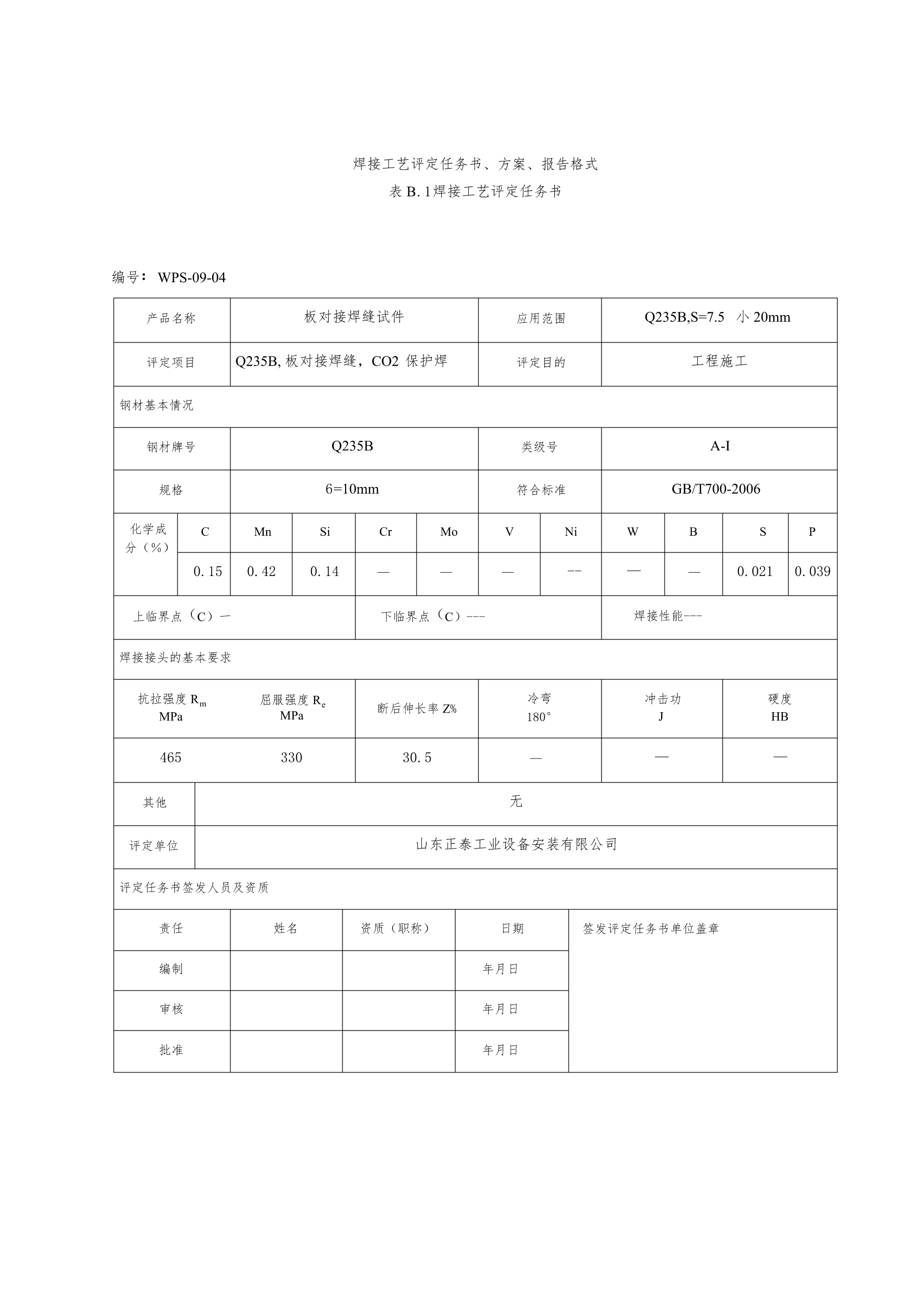
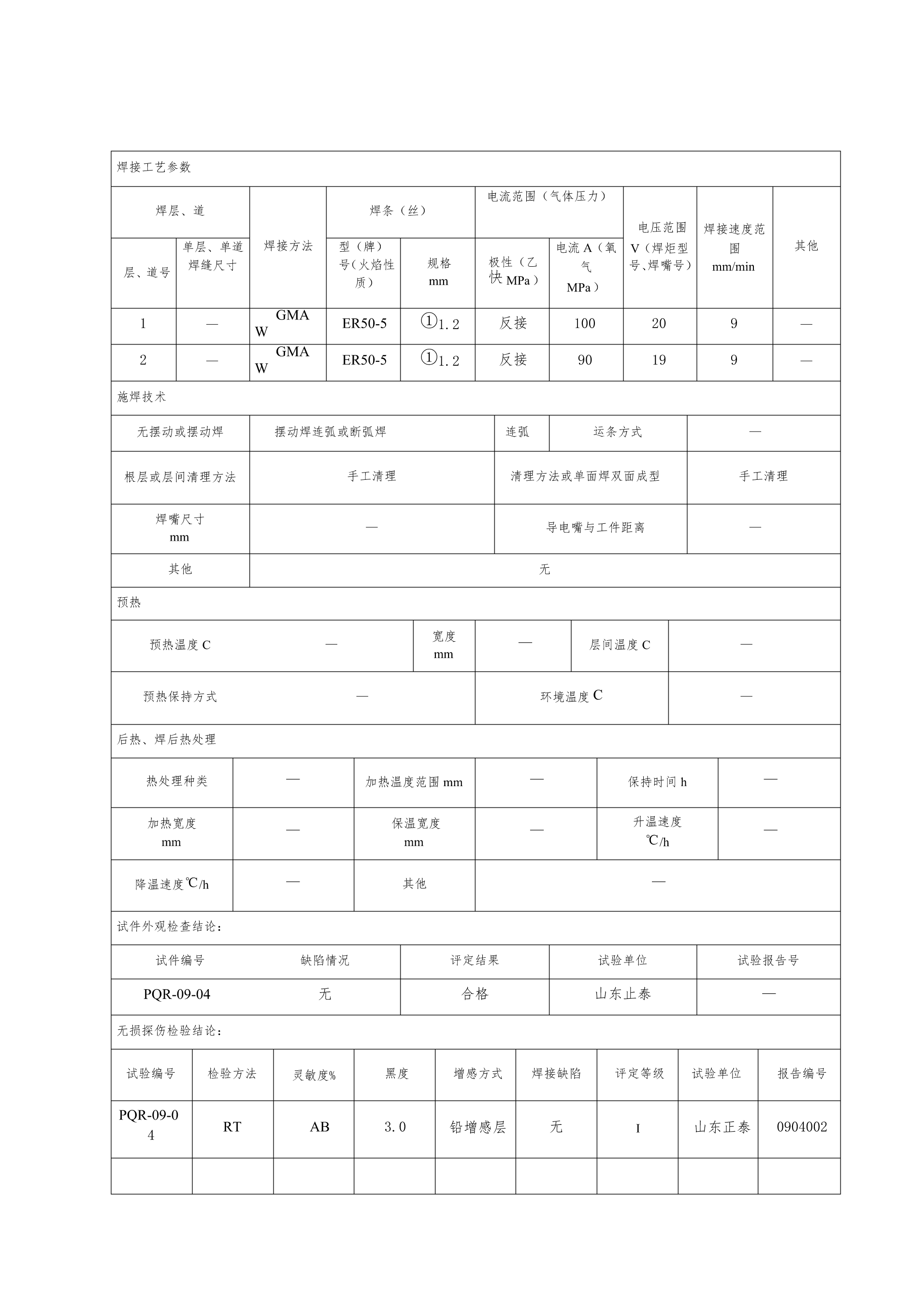
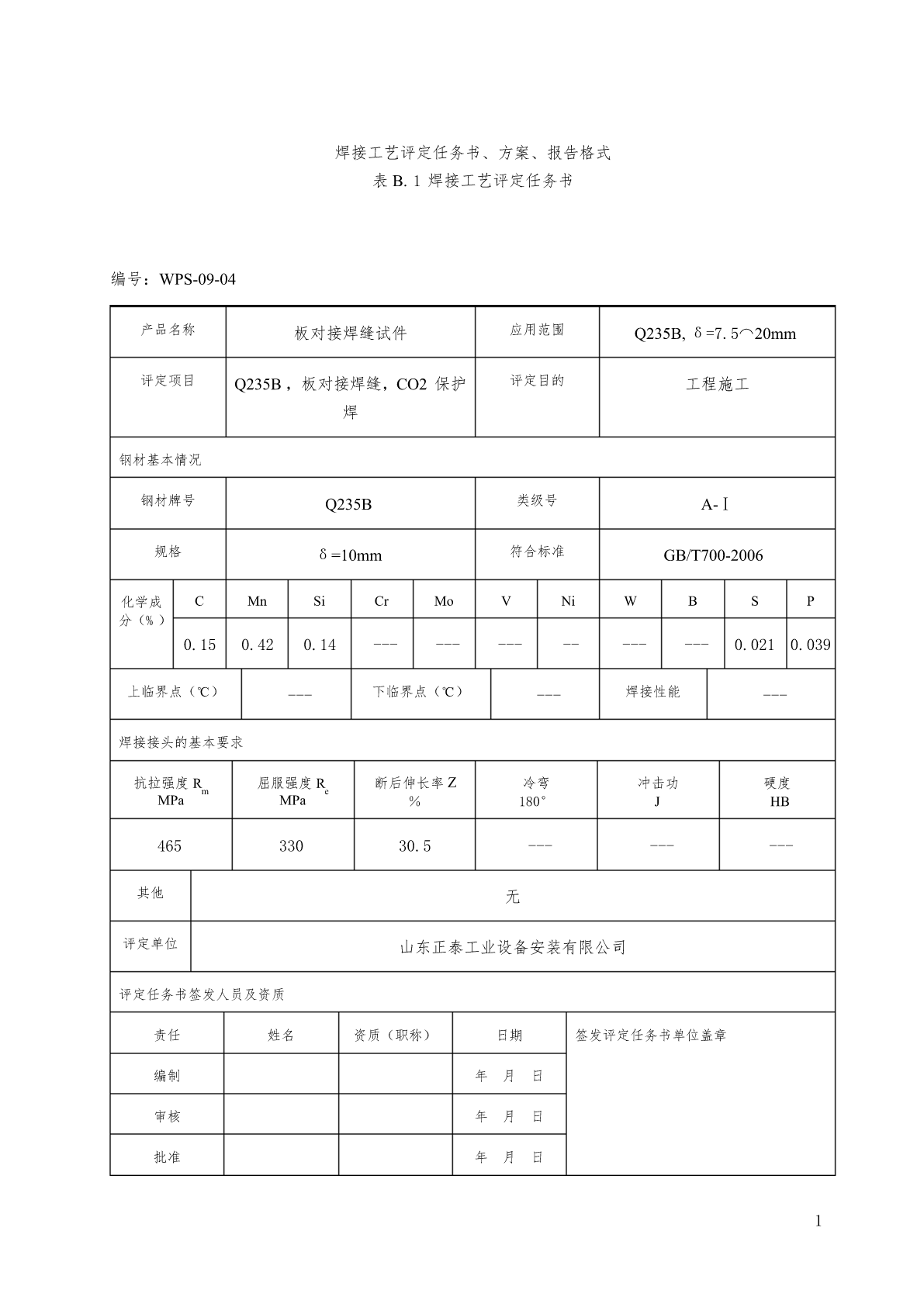
焊接工艺评定任务书、方案、报告格式表B.1焊接工艺评定任务书编号:WPS-09-04产品名称板对接焊缝试件应用范围Q235B,S=7.5小20mm评定项目Q235B,板对接焊缝,CO2保护焊评定目的工程施工钢材基本情况钢材牌号Q235B类级号A-I规格6=10mm符合标准GB/T700-2006化学成CMnSiCrMoVNiWBSP分(%)0.150.420.14———--——0.0210.039上临界点(C)一下临界点(C)---焊接性能---焊接接头的基本要求抗拉强度R屈服强度R冷弯冲击功硬度me断后
焊接工艺评定Q235B二保焊.pdf
焊接工艺评定任务书、方案、报告格式表B.1焊接工艺评定任务书编号:WPS-09-04产品名称板对接焊缝试件应用范围Q235B,δ=7.5⌒20mm评定项目Q235B,板对接焊缝,CO2保护评定目的工程施工焊钢材基本情况钢材牌号Q235B类级号A-Ⅰ规格δ=10mm符合标准GB/T700-2006化学成CMnSiCrMoVNiWBSP分(%)0.150.420.14-----------------0.0210.039上临界点(℃)---下临界点(℃)---焊接性能---焊接接头的基本要求抗拉强度R屈服强度

焊接工艺评定Q235B二保焊.docx
焊接工艺评定任务书、方案、报告格式表B.1焊接工艺评定任务书编号:WPS-09-04产品名称板对接焊缝试件应用范围Q235B,δ=7.5⌒20mm评定项目Q235B,板对接焊缝,CO2保护焊评定目的工程施工钢材基本情况钢材牌号Q235B类级号A-Ⅰ规格δ=10mm符合标准GB/T700-2006化学成分(%)CMnSiCrMoVNiWBSP0.150.420.14-----------------0.0210.039上临界点(℃)---下临界点(℃)---焊接性能---焊接接头的基本要求抗拉强度RmMPa

焊接工艺评定报告气保焊.doc
建筑钢构造焊接工艺评估汇报WELDINGPROCEDUREQUALIFICATIONRECORD编号:PQR-235GMAW-05编制:焊接责任技术人员:批准:单位:日期:2023年12月20日焊接工艺评估汇报目录序号报告名称报告编号页次1焊接工艺评估汇报PQR-235GMAW-052焊接工艺评估指导书PQR(ZD)-235GMAW-053焊接工艺评估登记表PQR(JL)-235GMAW-054焊接工艺评估检查成果567891011121314151617181920焊接工艺评估汇报共页第页工程(产品)名
焊接工艺评定报告气保焊.doc
建筑钢构造焊接工艺评估汇报WELDINGPROCEDUREQUALIFICATIONRECORD编号:PQR-235GMAW-05编制:焊接责任技术人员:批准:单位:日期:2023年12月20日焊接工艺评估汇报目录序号报告名称报告编号页次1焊接工艺评估汇报PQR-235GMAW-052焊接工艺评估指导书PQR(ZD)-235GMAW-053焊接工艺评估登记表PQR(JL)-235GMAW-054焊接工艺评估检查成果567891011121314151617181920焊接工艺评估汇报共页第页工程(产品)名