
玻璃马蹄焰窑炉结构设计.pdf

文库****品店

1/8
2/8

3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
玻璃马蹄焰窑炉结构设计.pdf
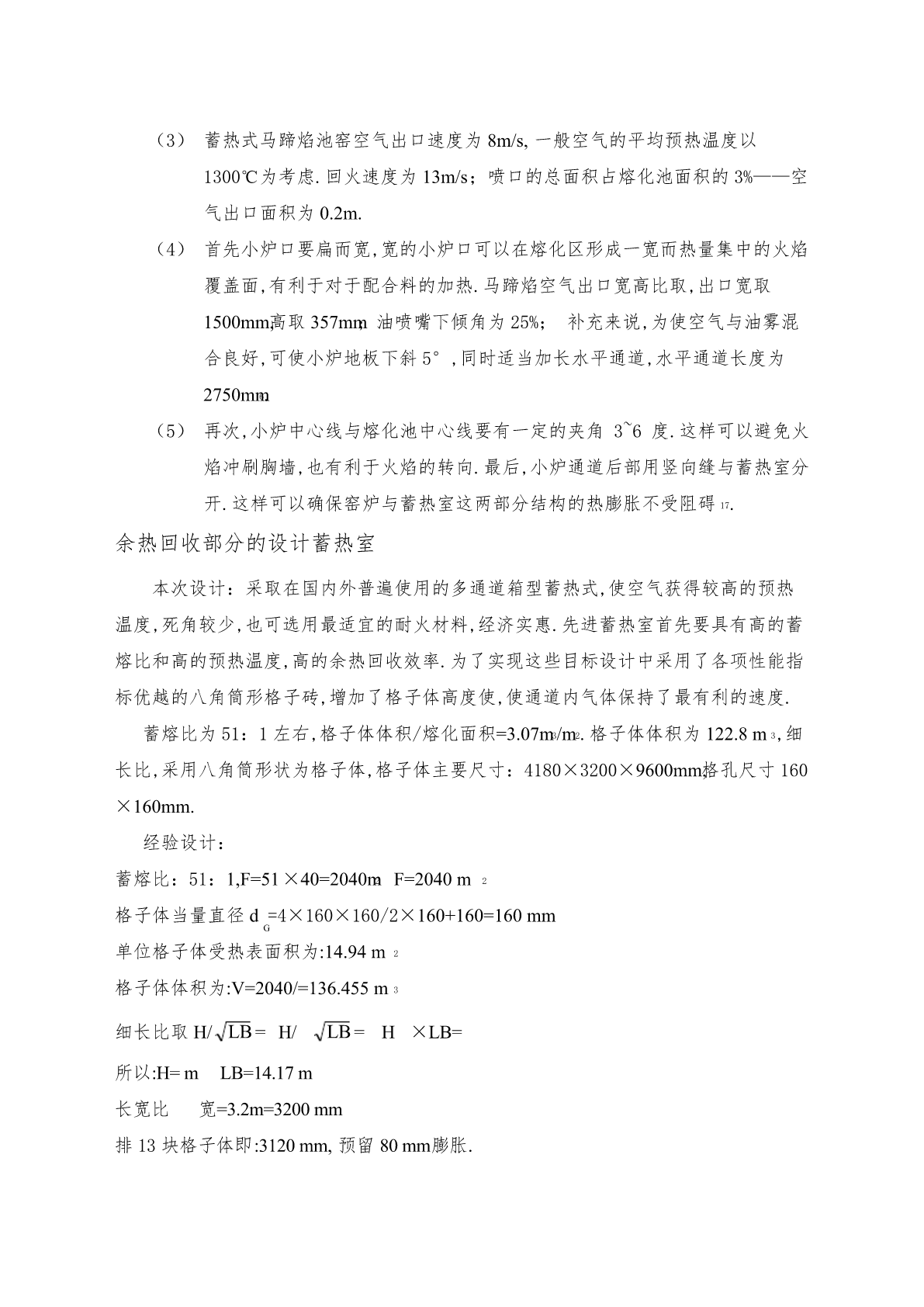
玻璃马蹄焰窑炉结构设计ThedocumentwaspreparedonJanuary2,2021第二章结构设计熔化部设计熔化率K值确定瓶罐玻璃池窑设计K值在—为宜.熔化率取的过小,窑炉不节能,取得过大,熔化操作困难,或是达不到设计容量,本次取m2·d.理由如下:目前国外燃油瓶罐玻璃窑炉熔化率均在以上,而我国却在左右,偏低的原因:1整个池窑缺少有助于强化熔融的配套设计.2操作管理,设备,材料等使得窑后期生产条件恶化.由于这些影响熔化能力的因素,现在瓶罐玻璃K值偏小.在全面改进窑炉结构和有关附属设备后,根据国
一种玻璃马蹄焰窑炉.pdf
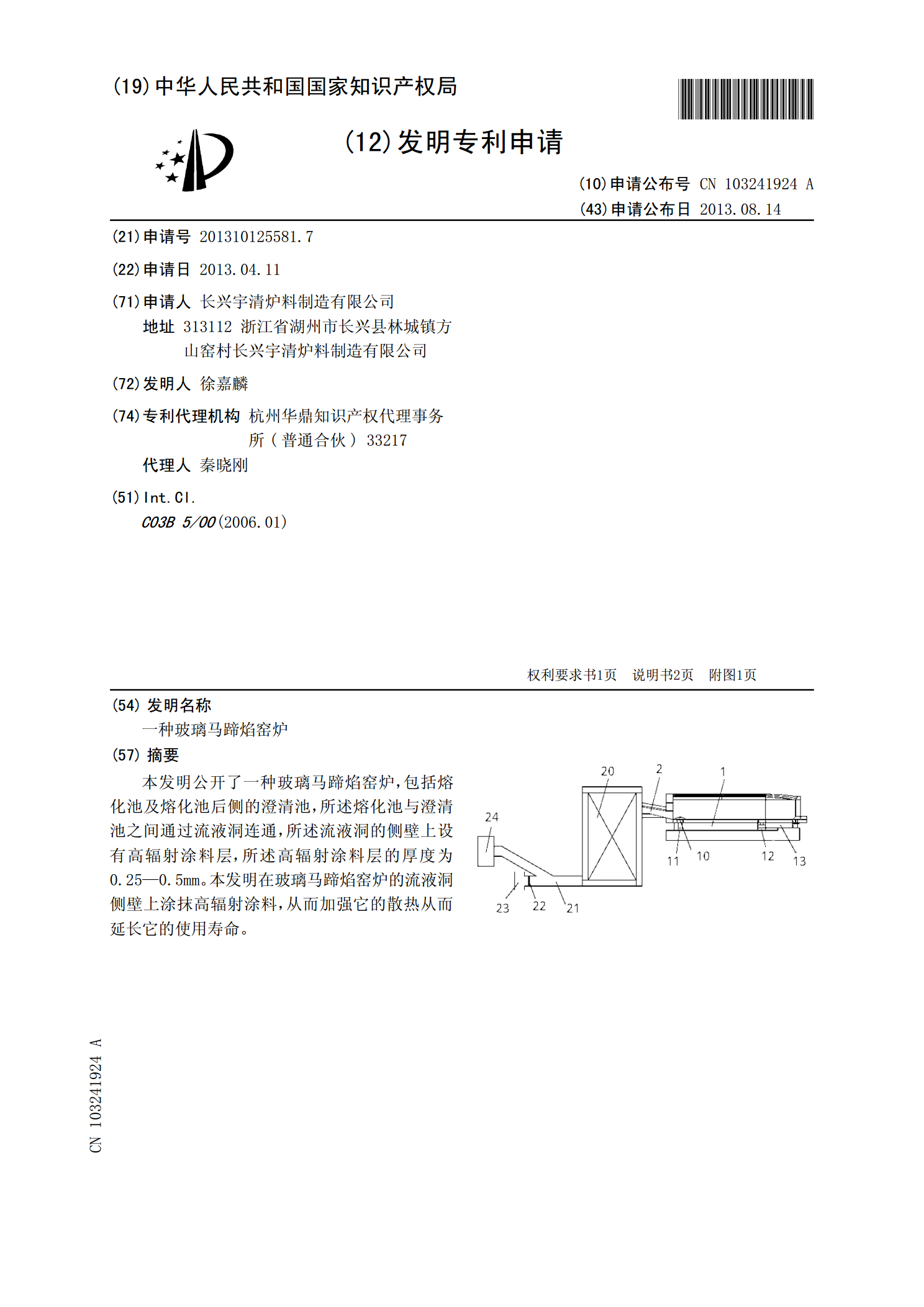
本发明公开了一种玻璃马蹄焰窑炉,包括熔化池及熔化池后侧的澄清池,所述熔化池与澄清池之间通过流液洞连通,所述流液洞的侧壁上设有高辐射涂料层,所述高辐射涂料层的厚度为0.25—0.5mm。本发明在玻璃马蹄焰窑炉的流液洞侧壁上涂抹高辐射涂料,从而加强它的散热从而延长它的使用寿命。

马蹄焰玻璃窑炉熔化质量的控制.pdf
0引言熔化质量是玻璃制品质量的保证,对不同的玻璃制品,玻璃熔化质量和均化质量的要求有些差别。对于一般的容器玻璃生产来说,只要玻璃产品没有炸裂纹、残存应力小、外观尺寸正确就能满足质量要求,允许有少量的气泡、结石等缺陷,需要在大小和数量上满足企业的内控质量标准要求,对玻璃熔化的均匀性要求不是很严格。目前,瓶罐玻璃生产企业竞争压力比较大,没有质量就没有竞争力,要想提高产品质量就得提高玻璃熔化质量和均化质量,质量好、高档的玻璃制品对玻璃中线道和结石、密集型气泡、熔化均匀性均有严格的要求,有的熔化质量要求超过光学玻
一种燃煤蓄热式马蹄焰玻璃窑炉.pdf
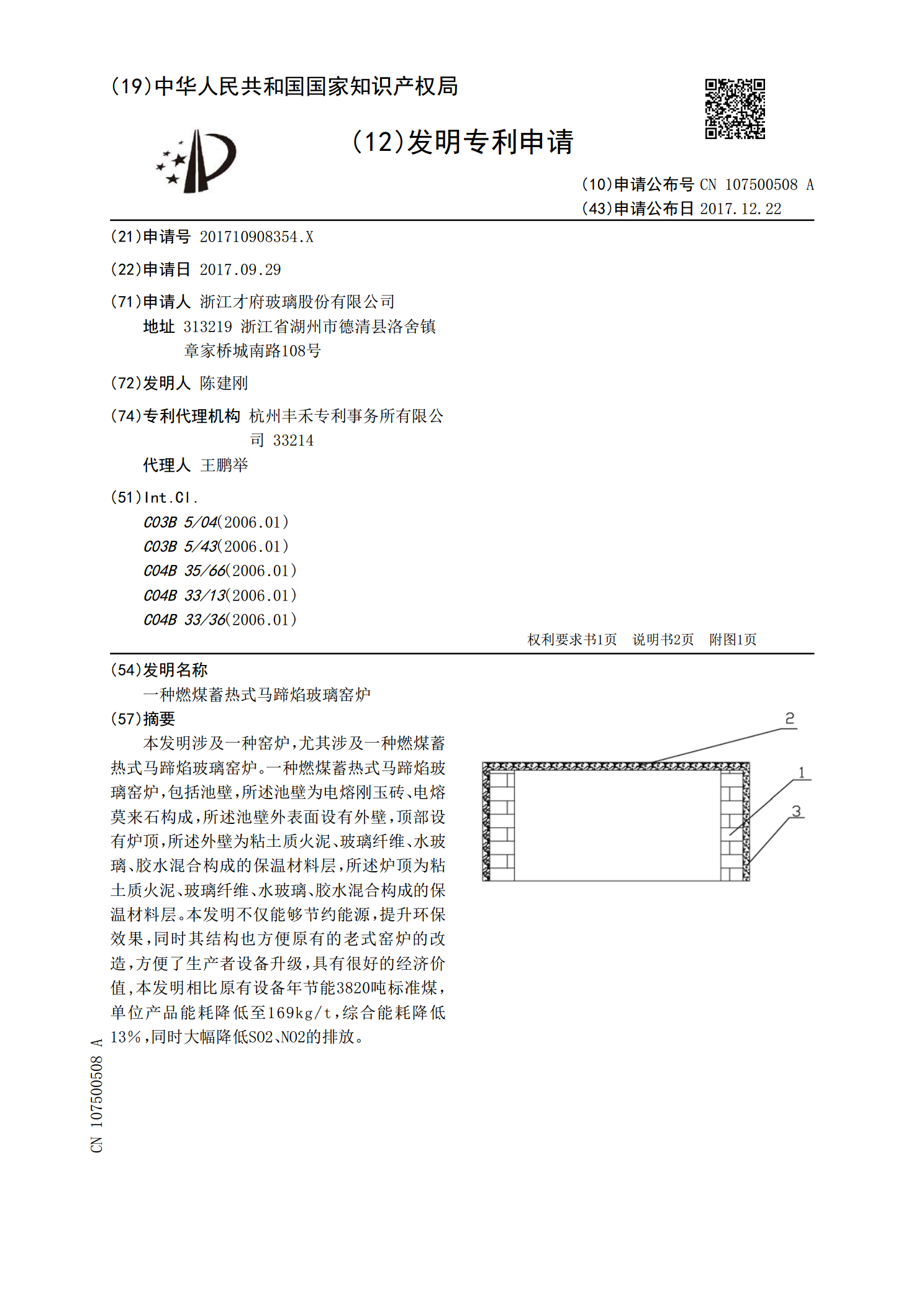
本发明涉及一种窑炉,尤其涉及一种燃煤蓄热式马蹄焰玻璃窑炉。一种燃煤蓄热式马蹄焰玻璃窑炉,包括池壁,所述池壁为电熔刚玉砖、电熔莫来石构成,所述池壁外表面设有外壁,顶部设有炉顶,所述外壁为粘土质火泥、玻璃纤维、水玻璃、胶水混合构成的保温材料层,所述炉顶为粘土质火泥、玻璃纤维、水玻璃、胶水混合构成的保温材料层。本发明不仅能够节约能源,提升环保效果,同时其结构也方便原有的老式窑炉的改造,方便了生产者设备升级,具有很好的经济价值,本发明相比原有设备年节能3820吨标准煤,单位产品能耗降低至169kg/t,综合能耗降
一种节能型马蹄焰水玻璃窑炉.pdf
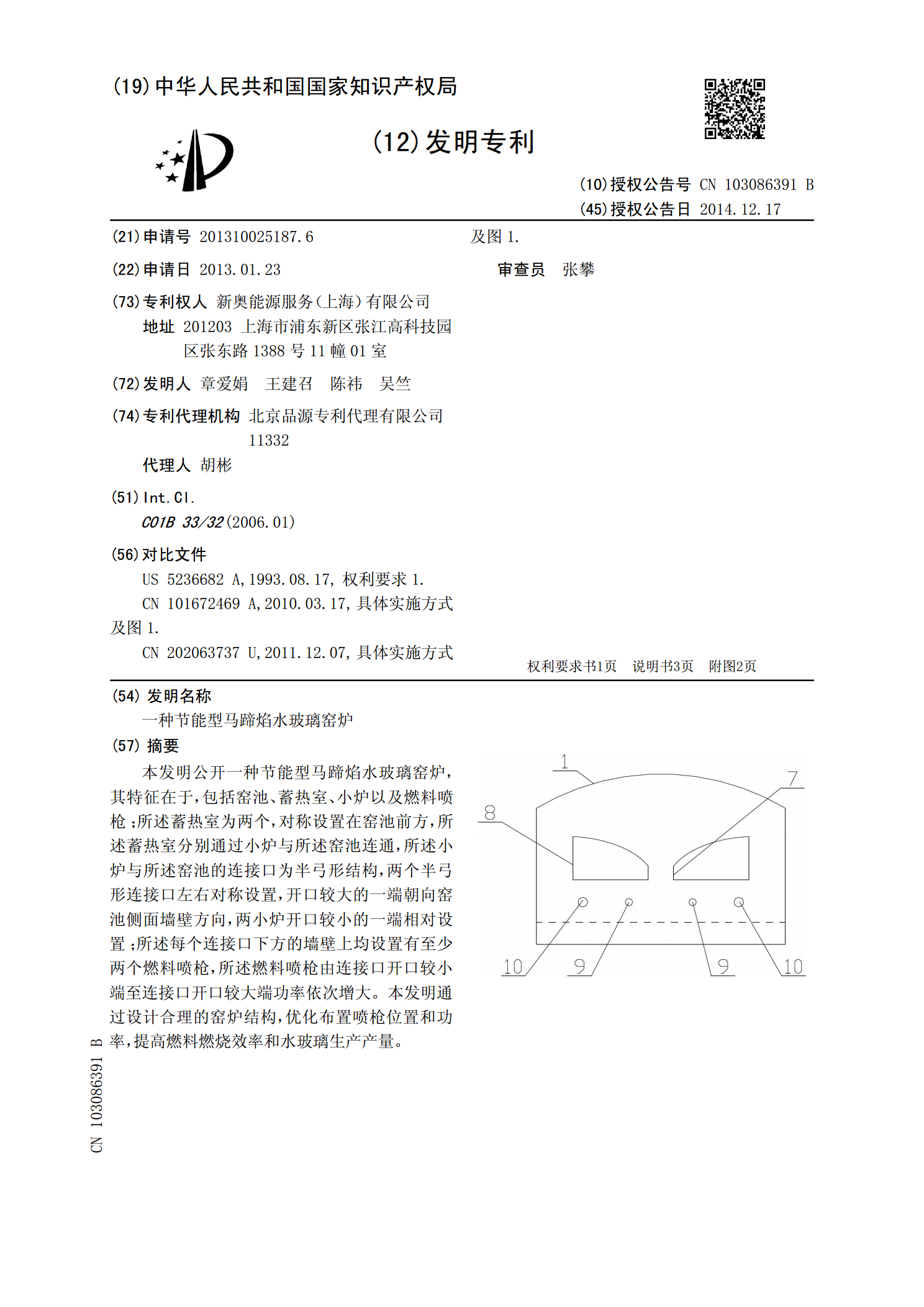
本发明公开一种节能型马蹄焰水玻璃窑炉,其特征在于,包括窑池、蓄热室、小炉以及燃料喷枪;所述蓄热室为两个,对称设置在窑池前方,所述蓄热室分别通过小炉与所述窑池连通,所述小炉与所述窑池的连接口为半弓形结构,两个半弓形连接口左右对称设置,开口较大的一端朝向窑池侧面墙壁方向,两小炉开口较小的一端相对设置;所述每个连接口下方的墙壁上均设置有至少两个燃料喷枪,所述燃料喷枪由连接口开口较小端至连接口开口较大端功率依次增大。本发明通过设计合理的窑炉结构,优化布置喷枪位置和功率,提高燃料燃烧效率和水玻璃生产产量。