
项目6加工退刀槽与外螺纹111.doc

ys****39


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

项目6加工退刀槽与外螺纹111.doc
项目六运用G94指令车削退刀槽,运用G92、G32、G76指令车削普通三角外螺纹在前面的项目中,我们分别学习并运用了G90指令和G71、G70指令车削外圆。我们知道轴上不仅只有阶台,有的轴上还有沟槽、有螺纹,那它们常用哪些指令加工呢?这就是本项目要学习和实训的内容——运用单一型固定循环G94指令车削退刀槽以及G92、G32、G76指令车削普通三角外螺纹。6.1任务书一、任务单项目六加工退刀槽及普通三角螺纹(图6-1)工作任务1、学会用G94指令编写车宽沟槽的程序2、学会用G92指令编写车削螺纹的程序3、理

项目6加工退刀槽与外螺纹111.doc
·项目六运用G94指令车削退刀槽,运用G92、G32、G76指令车削普通三角外螺纹在前面的项目中,我们分别学习并运用了G90指令和G71、G70指令车削外圆。我们知道轴上不仅只有阶台,有的轴上还有沟槽、有螺纹,那它们常用哪些指令加工呢?这就是本项目要学习和实训的内容——运用单一型固定循环G94指令车削退刀槽以及G92、G32、G76指令车削普通三角外螺纹。6.1任务书一、任务单项目六加工退刀槽及普通三角螺纹(图6-1)工作任务1、学会用G94指令编写车宽沟槽的程序2、学会用G
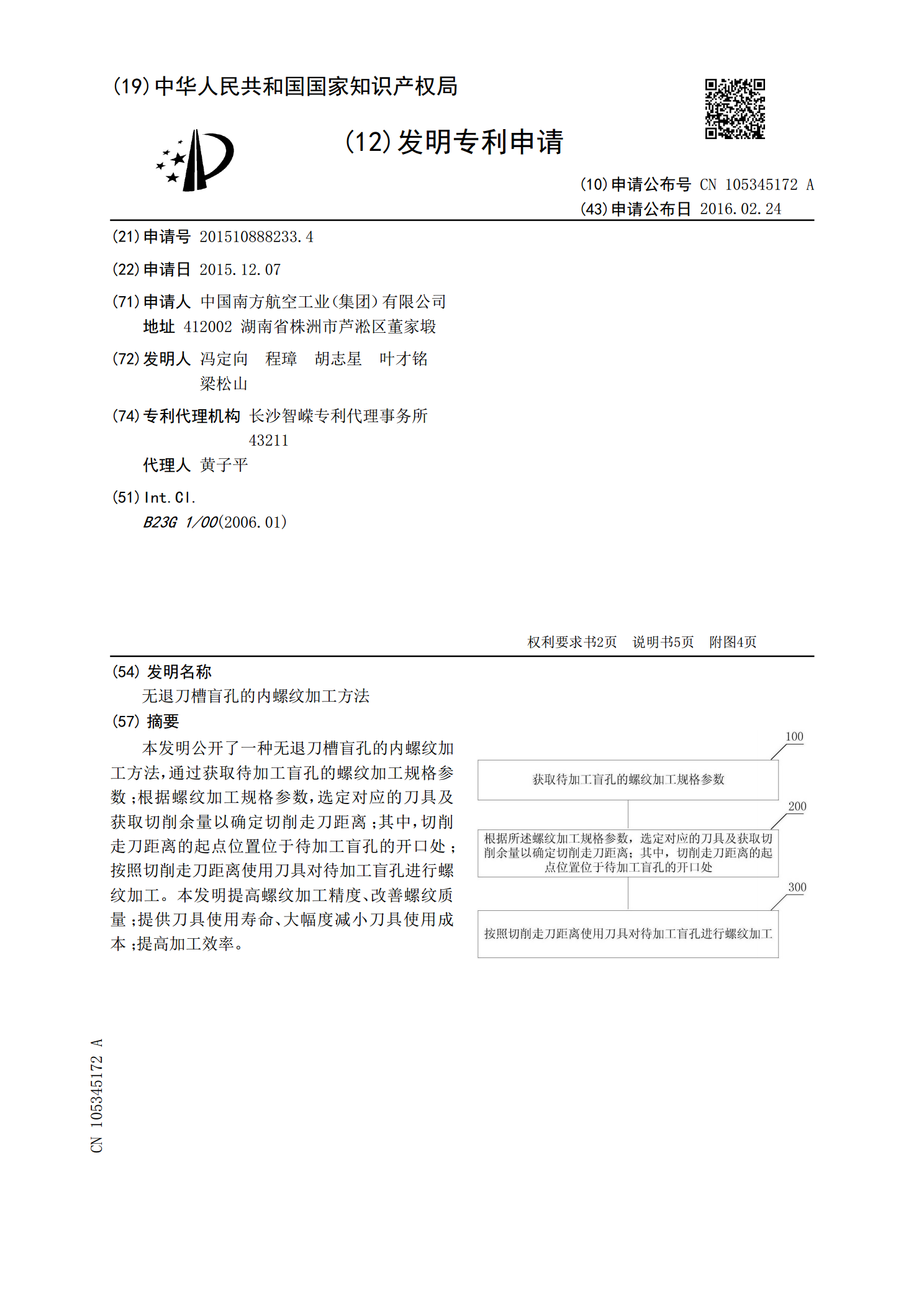
无退刀槽盲孔的内螺纹加工方法.pdf
本发明公开了一种无退刀槽盲孔的内螺纹加工方法,通过获取待加工盲孔的螺纹加工规格参数;根据螺纹加工规格参数,选定对应的刀具及获取切削余量以确定切削走刀距离;其中,切削走刀距离的起点位置位于待加工盲孔的开口处;按照切削走刀距离使用刀具对待加工盲孔进行螺纹加工。本发明提高螺纹加工精度、改善螺纹质量;提供刀具使用寿命、大幅度减小刀具使用成本;提高加工效率。
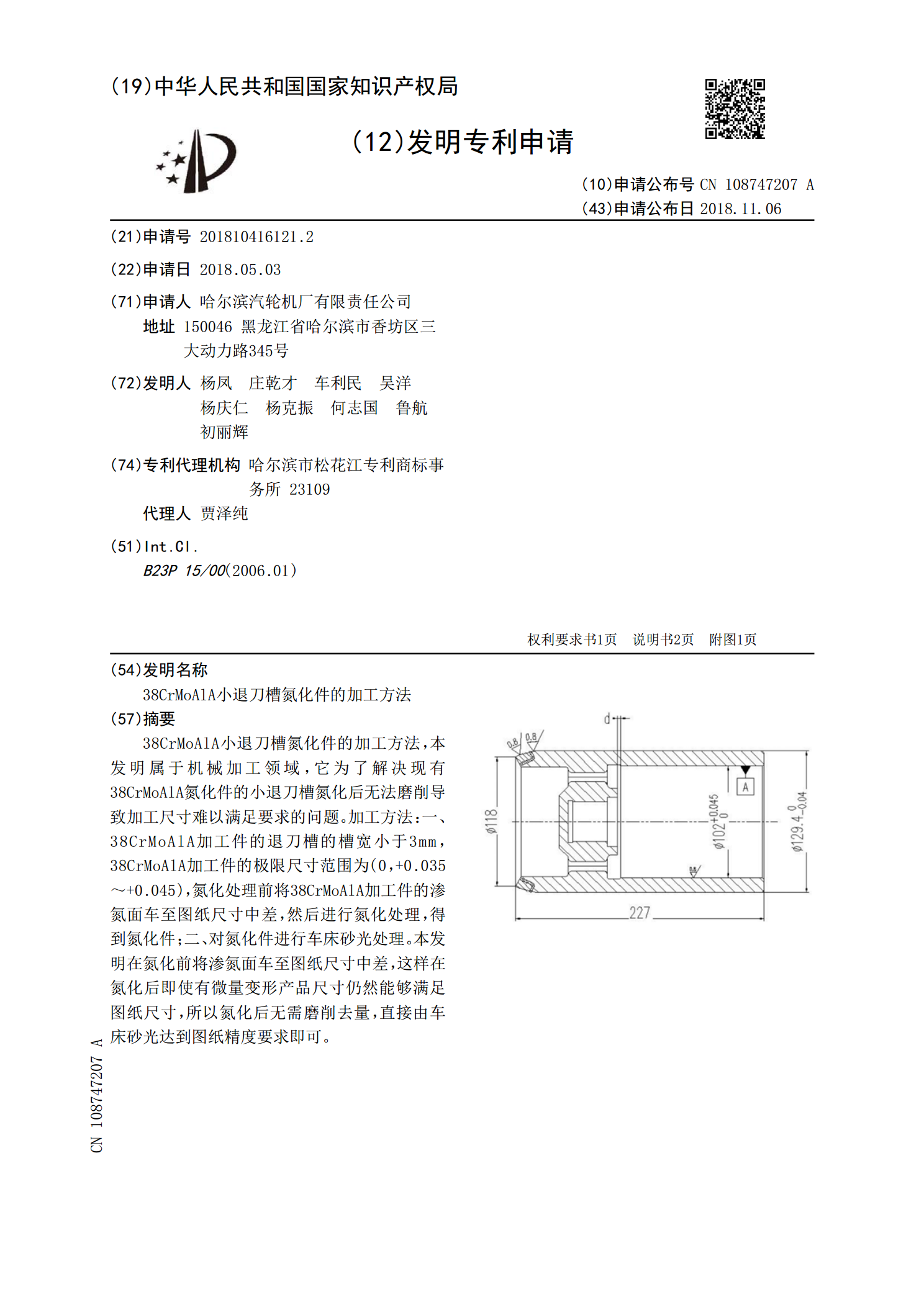
38CrMoAlA小退刀槽氮化件的加工方法.pdf
38CrMoAlA小退刀槽氮化件的加工方法,本发明属于机械加工领域,它为了解决现有38CrMoAlA氮化件的小退刀槽氮化后无法磨削导致加工尺寸难以满足要求的问题。加工方法:一、38CrMoAlA加工件的退刀槽的槽宽小于3mm,38CrMoAlA加工件的极限尺寸范围为(0,+0.035~+0.045),氮化处理前将38CrMoAlA加工件的渗氮面车至图纸尺寸中差,然后进行氮化处理,得到氮化件;二、对氮化件进行车床砂光处理。本发明在氮化前将渗氮面车至图纸尺寸中差,这样在氮化后即使有微量变形产品尺寸仍然能够满足
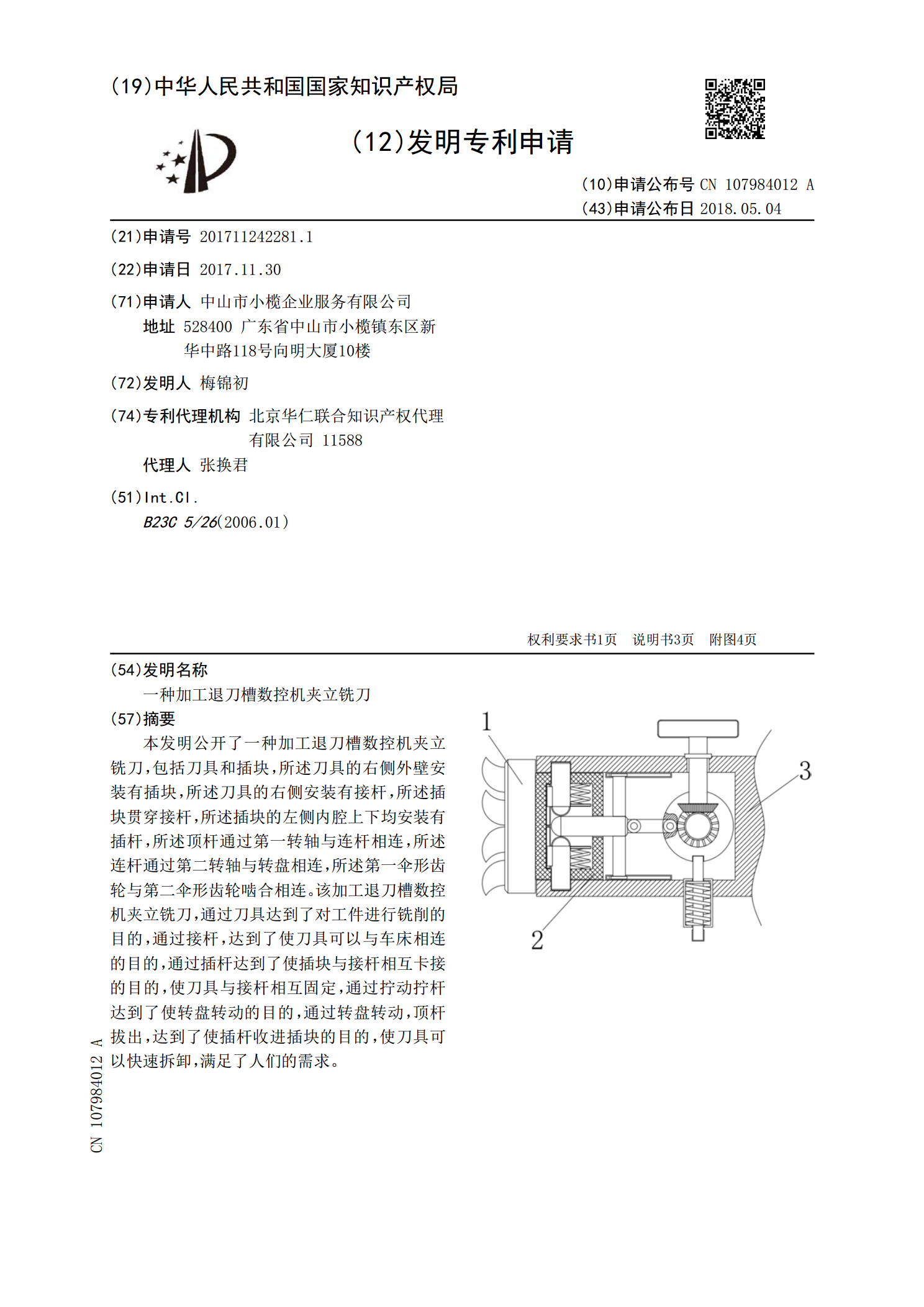
一种加工退刀槽数控机夹立铣刀.pdf
本发明公开了一种加工退刀槽数控机夹立铣刀,包括刀具和插块,所述刀具的右侧外壁安装有插块,所述刀具的右侧安装有接杆,所述插块贯穿接杆,所述插块的左侧内腔上下均安装有插杆,所述顶杆通过第一转轴与连杆相连,所述连杆通过第二转轴与转盘相连,所述第一伞形齿轮与第二伞形齿轮啮合相连。该加工退刀槽数控机夹立铣刀,通过刀具达到了对工件进行铣削的目的,通过接杆,达到了使刀具可以与车床相连的目的,通过插杆达到了使插块与接杆相互卡接的目的,使刀具与接杆相互固定,通过拧动拧杆达到了使转盘转动的目的,通过转盘转动,顶杆拔出,达到了