
大包回转台平面轴承更换方案.doc

qw****27


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大包回转台平面轴承更换方案.doc
上海宝巍机电设备安装有限企业技术文献文献名称:大包回转台平面支承螺栓更换方案文献编号:BW-QW-20兴钢项目部2023大包回转台平面支承螺栓更换方案概述连铸机大包回转台平面轴承,螺栓现已出现疲劳损伤(断折8只)根据分厂决定运用元月29日定修,将平面支承内外两圈螺栓予以所有更换;详细更换方案如下:二、工机具及材料准备序号工机具名称型号数量单位备注1行车75t/200t1台CD跨DE跨2螺母用呆扳手M362只25mm-30mm铁板自制3卸扣30T4只4卸扣2T4只5吊环M303个自制6钢丝绳Φ32mm×9m

大包回转台平面轴承更换方案.doc
上海宝巍机电设备安装有限公司技术文件文件名称:大包回转台平面支承螺栓更换方案文件编号:BW-QW-20编制:审核:批准:兴钢项目部2014大包回转台平面支承螺栓更换方案概述连铸机大包回转台平面轴承,螺栓现已出现疲劳损伤(断折8只)根据分厂决定利用元月29日定修,将平面支承内外两圈螺栓给予全部更换;具体更换方案如下:二、工机具及材料准备序号工机具名称型号数量单位备注1行车75t/200t1台CD跨DE跨2螺母用呆扳手M362只25mm-30mm铁板自制3卸扣30T4只4卸扣2T4只5吊环M303个自制6钢丝
一种连铸机大包回转台回转臂更换方法.pdf
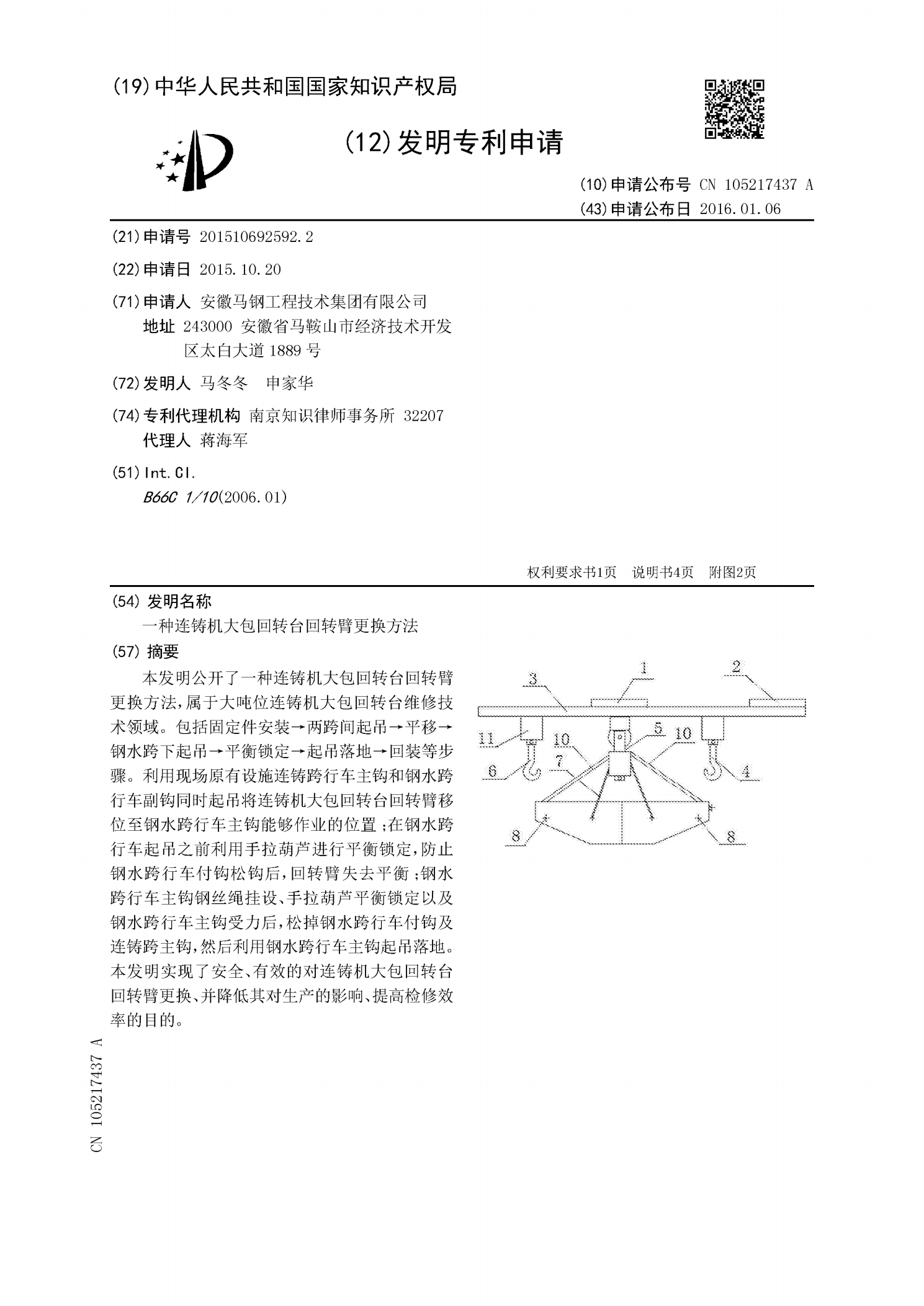
本发明公开了一种连铸机大包回转台回转臂更换方法,属于大吨位连铸机大包回转台维修技术领域。包括固定件安装→两跨间起吊→平移→钢水跨下起吊→平衡锁定→起吊落地→回装等步骤。利用现场原有设施连铸跨行车主钩和钢水跨行车副钩同时起吊将连铸机大包回转台回转臂移位至钢水跨行车主钩能够作业的位置;在钢水跨行车起吊之前利用手拉葫芦进行平衡锁定,防止钢水跨行车付钩松钩后,回转臂失去平衡;钢水跨行车主钩钢丝绳挂设、手拉葫芦平衡锁定以及钢水跨行车主钩受力后,松掉钢水跨行车付钩及连铸跨主钩,然后利用钢水跨行车主钩起吊落地。本发明实
一种大包回转台包臂升降缸更换方法.pdf
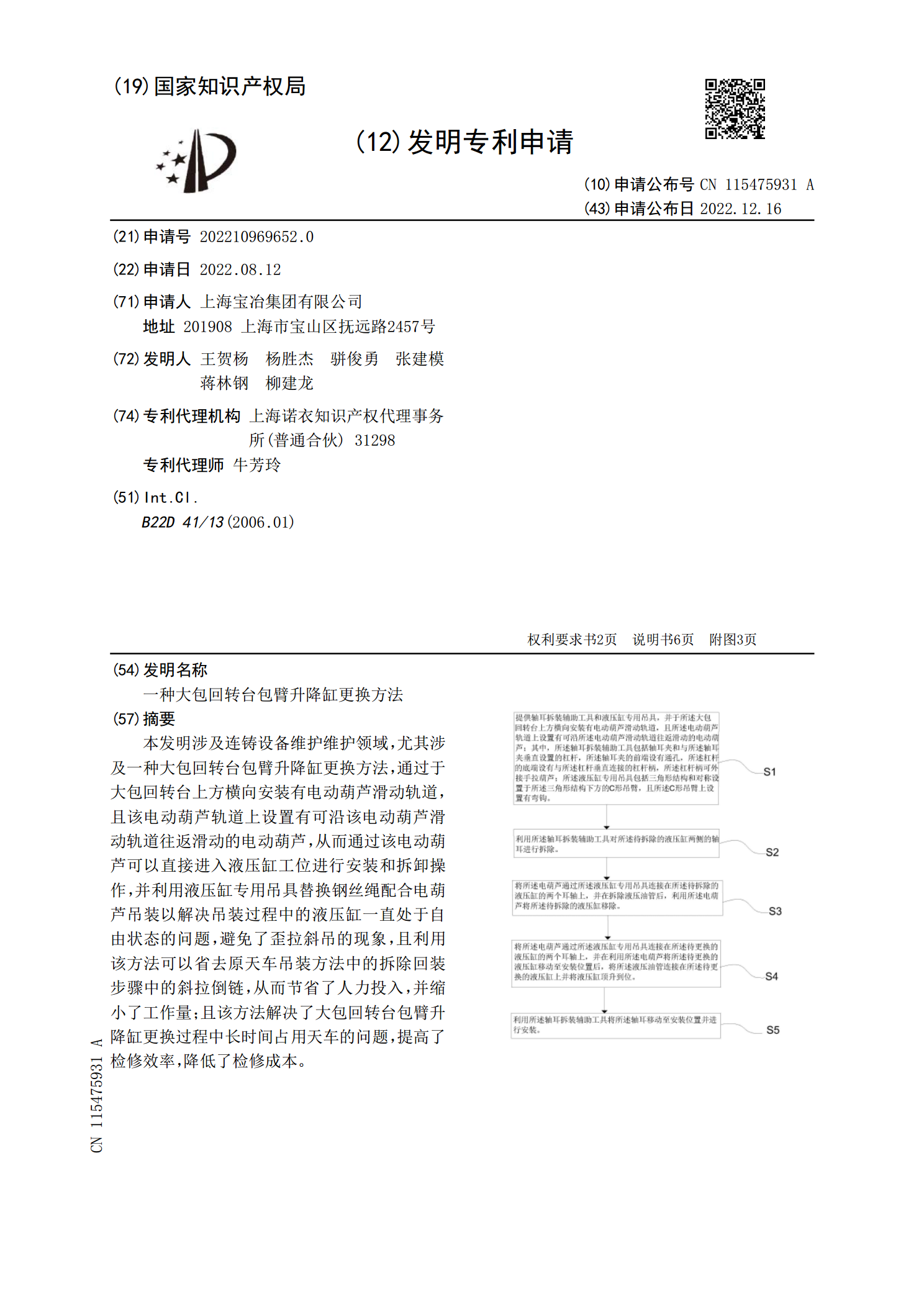
本发明涉及连铸设备维护维护领域,尤其涉及一种大包回转台包臂升降缸更换方法,通过于大包回转台上方横向安装有电动葫芦滑动轨道,且该电动葫芦轨道上设置有可沿该电动葫芦滑动轨道往返滑动的电动葫芦,从而通过该电动葫芦可以直接进入液压缸工位进行安装和拆卸操作,并利用液压缸专用吊具替换钢丝绳配合电葫芦吊装以解决吊装过程中的液压缸一直处于自由状态的问题,避免了歪拉斜吊的现象,且利用该方法可以省去原天车吊装方法中的拆除回装步骤中的斜拉倒链,从而节省了人力投入,并缩小了工作量;且该方法解决了大包回转台包臂升降缸更换过程中长时
大包回转台安装施工方案-secret.doc
11大包回转台吊装施工方案批准:时间:审核:时间:编制:时间:ﻬ目录目录ﻩ21、编制依据ﻩ32、编制说明ﻩ3第四章大包回转台设备安装方法及步骤ﻩ41、设备基础检查验收ﻩ42、基础铲麻面及垫铁安装6第五章工程质量管理ﻩ131、质量管理方针ﻩ132、工程质量目标ﻩ133、质量保证措施134、质量管理体系ﻩ141、安全管理方针ﻩ142、安全管理目标ﻩ143、安全措施144、安全管理体系ﻩ151、主要检测工具ﻩ15第一章编制依据与说明1、编制依据1.1******公司提供的相关图纸1。2现行的国家和冶金的施工规范