
提高带钢热连轧卷取温度控制质量的措施.pdf

as****16

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
提高带钢热连轧卷取温度控制质量的措施.pdf
系统与装■提高带钢热连轧卷取温度控制质量的措施裴红平,王京(北京科技大学高效轧制国家工程研究中心,北京looos3)[摘要】以莱芜钢铁公司1500n'in热连轧机层流冷却系统为对象,对如何提高带钢卷取温度控制质量进行了研究。在基于非线性函数分段线性化的预设定模型的基础上,加入了如下措施来改善控制质量:考虑模型中所用变量的波动,对预设定模型进行实时动态补偿;考虑模型中没有涉及到的因素及慢时变参数对卷取温度的影响,对带钢头部进行自学习。运行结果证明所采用的这些措施大大提高了控温精度,能够很好地满足产品质量的要

带钢热连轧卷取温度控制与系统实现的任务书.docx
带钢热连轧卷取温度控制与系统实现的任务书任务书题目:带钢热连轧卷取温度控制与系统实现一、任务背景随着经济快速发展,带钢在建筑、制造和汽车工业等领域的需求不断增加。热连轧卷取过程是带钢生产过程中不可或缺的一环,其中温度控制是关键技术之一。合理地控制带钢热连轧卷取温度,可以保证带钢的品质和稳定性,提高产品质量和生产效率。因此,开发一套带钢热连轧卷取温度自动控制系统至关重要。二、任务要求1.研究带钢热连轧卷取过程的工艺流程和温度变化规律,建立带钢热连轧卷取温度控制模型。2.根据研究结果,设计并实现带钢热连轧卷取

带钢热连轧卷取温度控制系统与模型的研究的任务书.docx
带钢热连轧卷取温度控制系统与模型的研究的任务书任务书一、课题背景随着钢铁工业的不断发展,带钢生产的重要性也日益凸显。带钢热连轧是目前最常用的生产工艺之一,其工艺稳定性和产品质量的稳定性对带钢的性质和用途具有重要影响。带钢热连轧,其卷取温度是涉及到其表面质量的一项重要参数,因此对其进行良好的控制和监测至关重要。随着计算机技术和信息化技术的发展,自动控制技术已经成为钢铁行业中不可或缺的一部分,如何利用自动化技术来实现带钢热连轧卷取温度的精准控制和有效监测成为了当前关注的热点问题。二、课题任务1.研究带钢热连轧

带钢热连轧精轧温度模型与终轧温度控制的研究.docx
带钢热连轧精轧温度模型与终轧温度控制的研究随着冶金工业的发展,带钢的生产在全球范围内逐渐普及。然而,在带钢的生产过程中,精准控制温度是关键因素之一,这不仅关乎带钢厚度与形状的稳定性,还关系到带钢的物理性能和化学组成。因此,带钢热连轧精轧温度模型与终轧温度控制的研究就显得尤为重要和迫切。热连轧和精轧是带钢生产过程中最关键的环节之一。在热连轧过程中,温度的精准控制能够有效地提高带钢的成型质量和品质。对于精轧过程,温度控制对于提升带钢的机械性能和表面质量也是非常关键的。现代带钢生产中,不同生产工艺和细节会对温度
一种带钢热连轧温度控制方法及装置.pdf
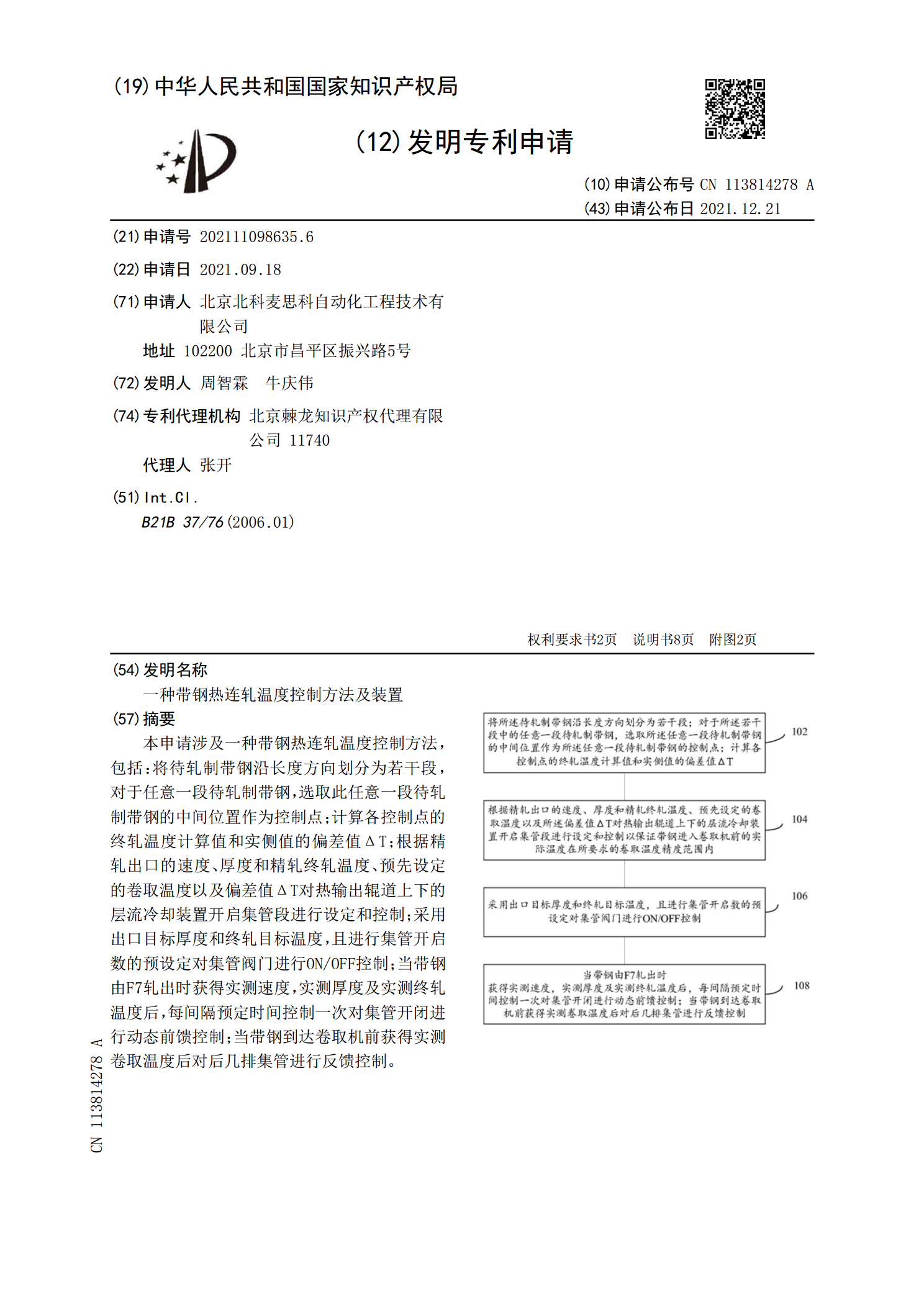
本申请涉及一种带钢热连轧温度控制方法,包括:将待轧制带钢沿长度方向划分为若干段,对于任意一段待轧制带钢,选取此任意一段待轧制带钢的中间位置作为控制点;计算各控制点的终轧温度计算值和实侧值的偏差值ΔT;根据精轧出口的速度、厚度和精轧终轧温度、预先设定的卷取温度以及偏差值ΔT对热输出辊道上下的层流冷却装置开启集管段进行设定和控制;采用出口目标厚度和终轧目标温度,且进行集管开启数的预设定对集管阀门进行ON/OFF控制;当带钢由F7轧出时获得实测速度,实测厚度及实测终轧温度后,每间隔预定时间控制一次对集管开闭进行