
谈加料捣炉机液压油泵与油马达的使用与维护.docx

康佳****文库


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

谈加料捣炉机液压油泵与油马达的使用与维护.docx
谈加料捣炉机液压油泵与油马达的使用与维护加料捣炉机液压油泵与油马达在使用过程中不可避免地会发生故障,这些故障可分为突发性故障和磨损性故障。其中,磨损性故障多发生在机器工作的后期,而突发性故障常发生于系统工作过程中,主要是由于在使用与维护时未按操作要求及规程进行所引起的,其对系统造成的损坏大多表现为油泵配油盘磨损,系统压力降低,运动速度减慢甚至无力,油马达出现爬行现象、液压元件损坏、液压管路破裂等恶性事故,影响极大。为了能使其长期保持良好的工作状态和较长的使用寿命,除应建立和健全必要的日常维护保养制度,以减

谈加料捣炉机液压油泵与油马达的使用与维护.docx
谈加料捣炉机液压油泵与油马达的使用与维护加料捣炉机液压油泵与油马达在使用过程中不可避免地会发生故障,这些故障可分为突发性故障和磨损性故障。其中,磨损性故障多发生在机器工作的后期,而突发性故障常发生于系统工作过程中,主要是由于在使用与维护时未按操作要求及规程进行所引起的,其对系统造成的损坏大多表现为油泵配油盘磨损,系统压力降低,运动速度减慢甚至无力,油马达出现爬行现象、液压元件损坏、液压管路破裂等恶性事故,影响极大。为了能使其长期保持良好的工作状态和较长的使用寿命,除应建立和健全必要的日常维护保养制度,以减
谈加料捣炉机液压油泵与油马达的使用与维护.docx
谈加料捣炉机液压油泵与油马达的使用与维护摘要:加料捣炉机液压油泵与油马达在使用过程中会发生故障,这些故障的发生频率与日常使用维护和保养的好坏有着密切的关系。为了能使其长期保持良好的工作状态和较长的使用寿命,除应建立和健全必要的日常维护保养制度,还应当防止使用过程中突发性事故的发生。关键词:加料捣炉机液压油泵油马达加料捣炉机液压油泵与油马达在使用过程中不可避免地会发生故障,这些故障可分为突发性故障和磨损性故障。其中,磨损性故障多发生在机器工作的后期,而突发性故障常发生于系统工作过程中,主要是由于在使用与维护
车式加料拨料捣炉机.pdf
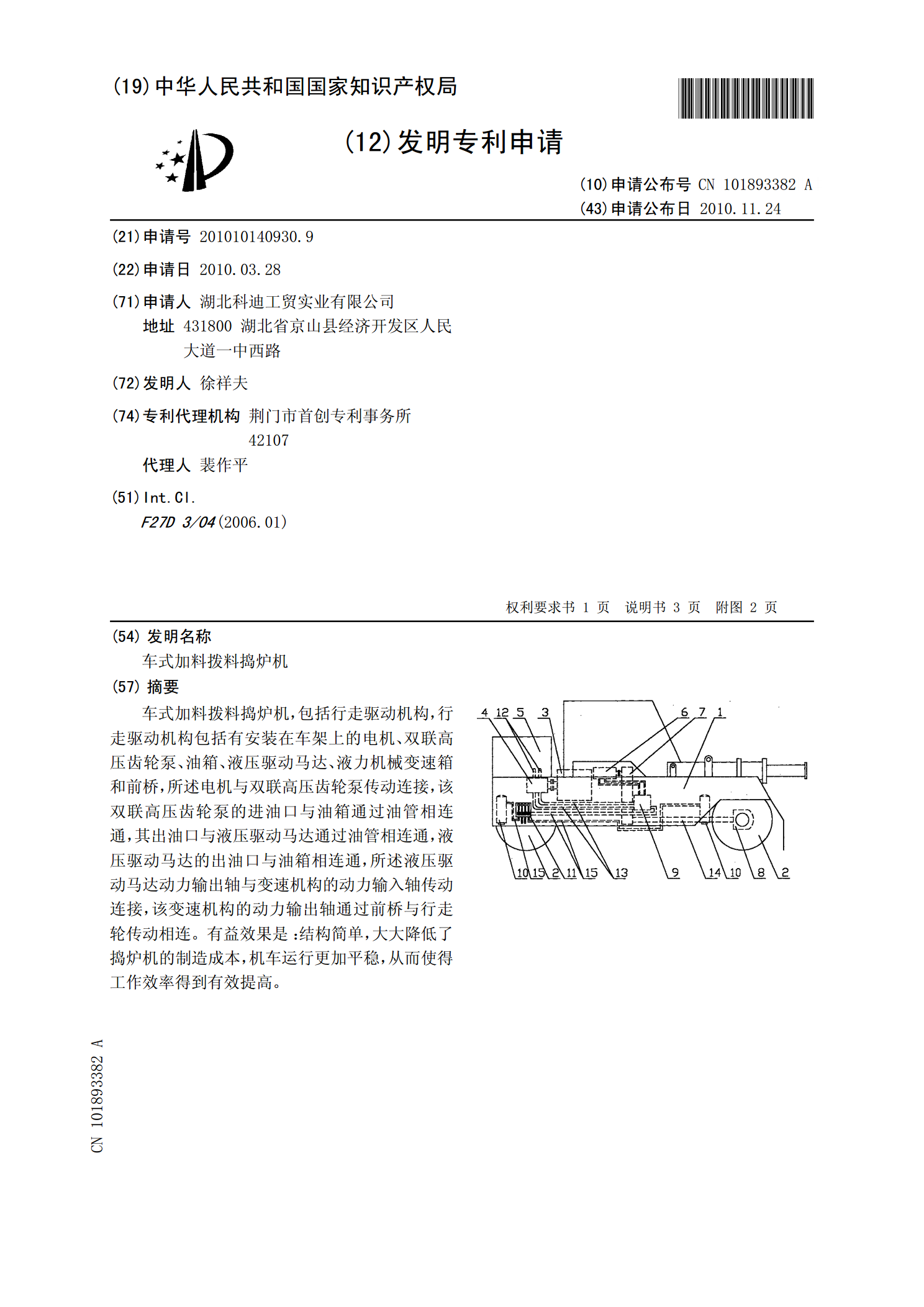
车式加料拨料捣炉机,包括行走驱动机构,行走驱动机构包括有安装在车架上的电机、双联高压齿轮泵、油箱、液压驱动马达、液力机械变速箱和前桥,所述电机与双联高压齿轮泵传动连接,该双联高压齿轮泵的进油口与油箱通过油管相连通,其出油口与液压驱动马达通过油管相连通,液压驱动马达的出油口与油箱相连通,所述液压驱动马达动力输出轴与变速机构的动力输入轴传动连接,该变速机构的动力输出轴通过前桥与行走轮传动相连。有益效果是:结构简单,大大降低了捣炉机的制造成本,机车运行更加平稳,从而使得工作效率得到有效提高。

全液压自由行走式捣炉机.pdf
本发明提供了一种全液压自由行走式捣炉机,涉及捣炉机技术领域。所述全液压自由行走式捣炉机采用四轮胎自由行走式的行走机构,且上下机架之间设置有回转支承,捣炉机的上部机构可相对行走机构旋转,使得捣炉机灵活性高,捣炉死角小,工作范围广。同时,所述捣炉机还采用了齿轮齿条变幅机构,克服了捣杆变幅工作范围小和死角大的不足。另外,捣杆伸出时,与捣杆铰接的液压缸的活塞杆承受拉力,并能够保持直线稳定性,不易弯曲。