
一种高效的阀门的检修方法.pdf

长春****主a


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高效的阀门的检修方法.pdf
本发明涉及阀门检修领域,具体涉及一种高效的阀门的检修方法。本发明提出了一种高效的阀门的检修方法,工艺成熟,可以有效地对阀门所产生的裂纹、吹损、气蚀、拉伤、压痕等缺陷进行有效的修复。本发明的优点是工艺成熟,通过一套完善的工艺流程,操作方案,可以对阀门所产生的裂纹、吹损、气蚀、拉伤、压痕等缺陷进行有效的修复,减少阀门成本。

通用阀门的检修步骤方法.pdf
通用阀门的检修步骤方法1.1闸板阀1.2简介用于汽水油管道,以开启和关闭道路,不允许作节流用。闸阀按门杆螺纹位置分为明杆闸阀和暗杆闸阀,按闸板结构,分为平行式闸阀,楔式闸阀。楔式闸阀分为单闸板,双闸板阀,闸阀结构图如图6所示。图1闸板阀结构图1.3闸板阀检修(以楔式双闸阀为例)1.3.1.1.1闸阀解体1.3.1.1.2把阀门上保温层和各种杂物清理吹扫干净,适当开启阀门。1.3.1.1.3在各连接法兰部位做好相对位置和开度方向拆装记号。1.3.1.1.4拆盘根压兰螺栓,清除盘根,拆除阀盖连接螺栓,用起吊工

通用阀门的检修步骤方法.pdf
通用阀门的检修步骤方法--通用阀门的检修步骤方法1.1闸板阀1.2简介用于汽水油管道,以开启和关闭道路,不允许作节流用。闸阀按门杆螺纹位置分为明杆闸阀和暗杆闸阀,按闸板结构,分为平行式闸阀,楔式闸阀。楔式闸阀分为单闸板,双闸板阀,闸阀结构图如图6所示。图1闸板阀结构图1.3闸板阀检修(以楔式双闸阀为例)1.3.1.1.1闸阀解体1.3.1.1.2把阀门上保温层和各种杂物清理吹扫干净,适当开启阀门。1.3.1.1.3在各连接法兰部位做好相对位置和开度方向拆装记号。通用阀门的检修步骤方法--通用阀门的检修步骤
一种带检修功能的阀门.pdf
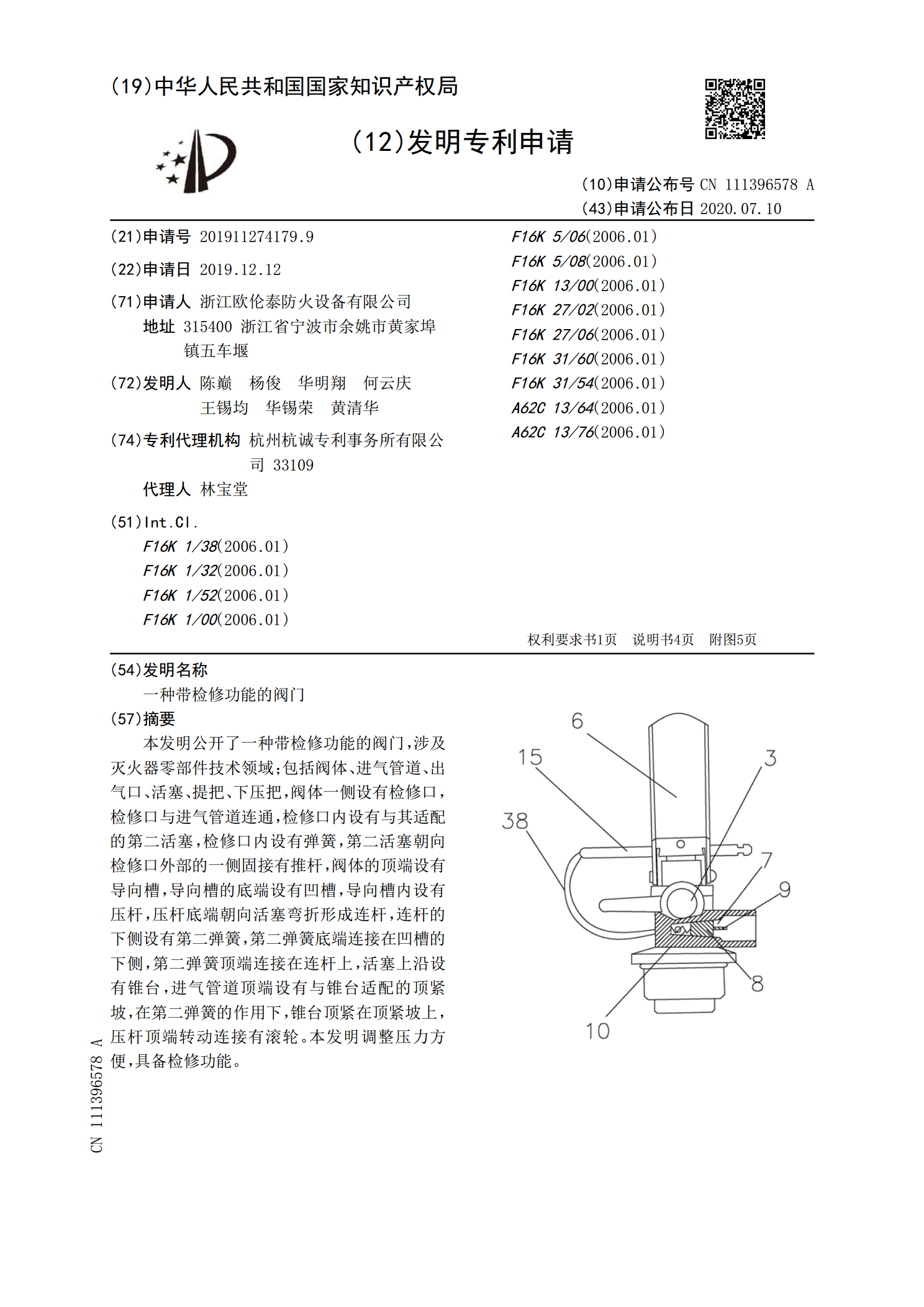
本发明公开了一种带检修功能的阀门,涉及灭火器零部件技术领域;包括阀体、进气管道、出气口、活塞、提把、下压把,阀体一侧设有检修口,检修口与进气管道连通,检修口内设有与其适配的第二活塞,检修口内设有弹簧,第二活塞朝向检修口外部的一侧固接有推杆,阀体的顶端设有导向槽,导向槽的底端设有凹槽,导向槽内设有压杆,压杆底端朝向活塞弯折形成连杆,连杆的下侧设有第二弹簧,第二弹簧底端连接在凹槽的下侧,第二弹簧顶端连接在连杆上,活塞上沿设有锥台,进气管道顶端设有与锥台适配的顶紧坡,在第二弹簧的作用下,锥台顶紧在顶紧坡上,压杆
一种具有夹持功能的阀门用高效打磨方法.pdf
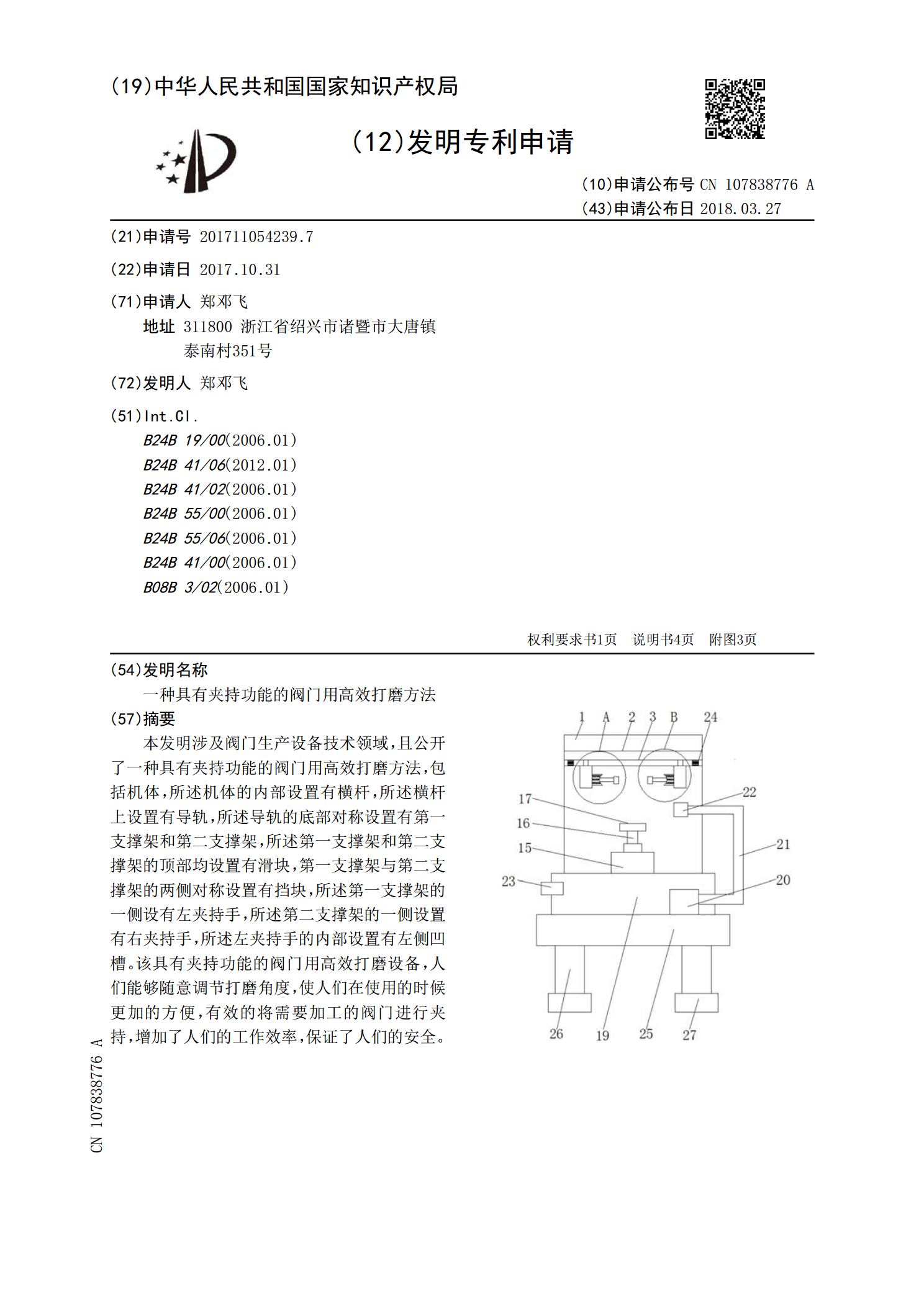
本发明涉及阀门生产设备技术领域,且公开了一种具有夹持功能的阀门用高效打磨方法,包括机体,所述机体的内部设置有横杆,所述横杆上设置有导轨,所述导轨的底部对称设置有第一支撑架和第二支撑架,所述第一支撑架和第二支撑架的顶部均设置有滑块,第一支撑架与第二支撑架的两侧对称设置有挡块,所述第一支撑架的一侧设有左夹持手,所述第二支撑架的一侧设置有右夹持手,所述左夹持手的内部设置有左侧凹槽。该具有夹持功能的阀门用高效打磨设备,人们能够随意调节打磨角度,使人们在使用的时候更加的方便,有效的将需要加工的阀门进行夹持,增加了人