
切削加工工艺.ppt

猫巷****雪凝

1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共46页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
切削加工工艺.ppt
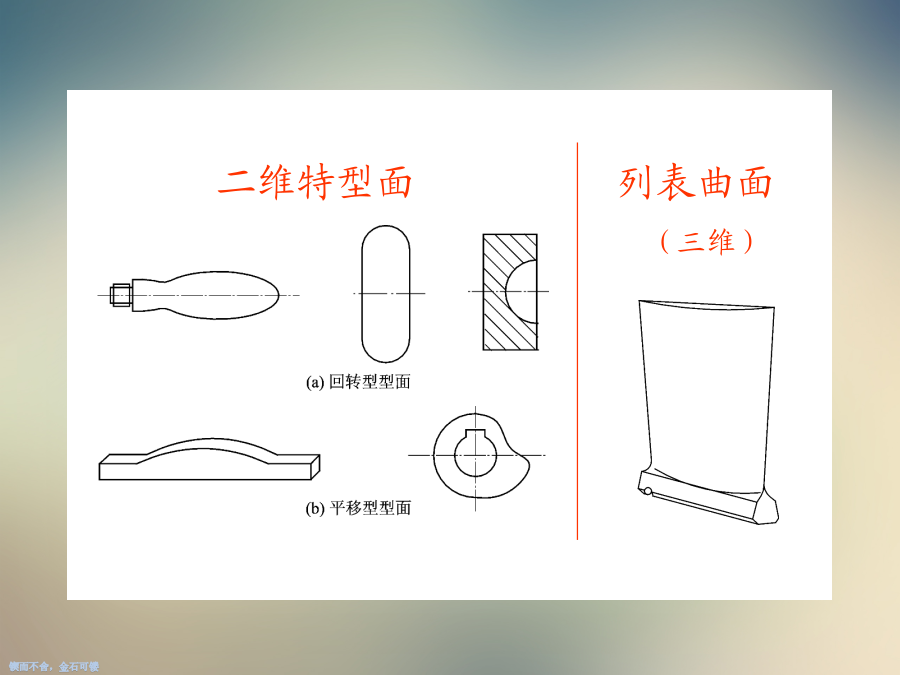
第三章切削加工工艺3.1.2零件表面的分类与成形原理1.零件表面的分类基本表面零件的表面型面(各种沟槽、螺纹、齿轮及特型面)回转型二维特型面特型面

切削加工工艺.ppt
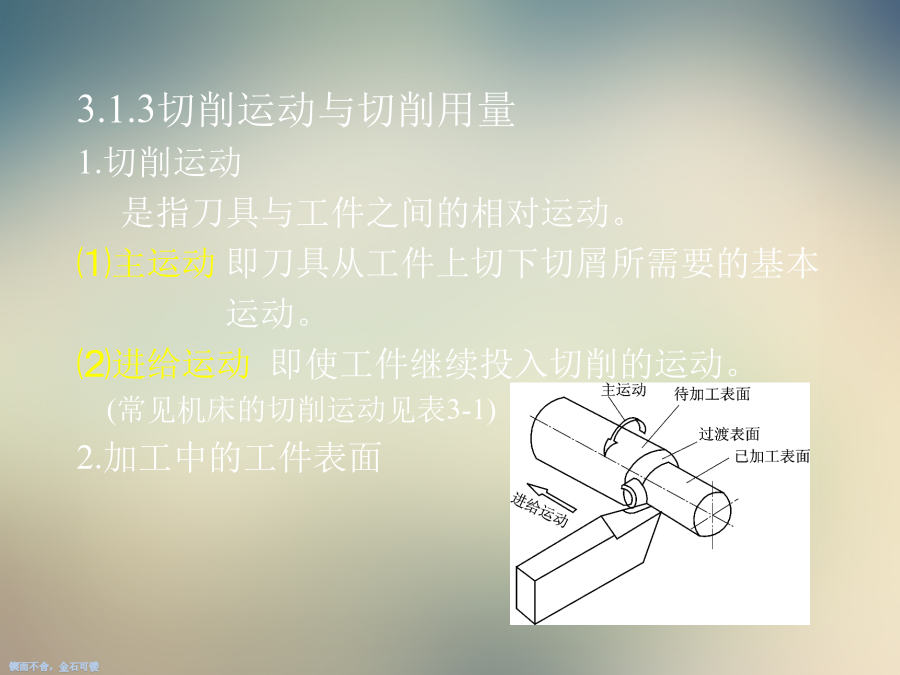
2024/6/303.1.2零件表面的分类与成形原理1.零件表面的分类基本表面零件的表面型面(各种沟槽、螺纹、齿轮及特型面)回转型二维特型面特型面平移型列表曲面三维特型面函数曲面仿生曲面二维特型面列表曲面(三维)2.零件表面的成形原理⑴成形法以切削刃的形状来保证工件表面形状的成形原理。特点:刀具切削刃的几何形状复杂,而刀具相对工件的进给运动极为简单。⑵包络法以切削刃相对于工件表面的运动轨迹而形成的包络面即成为工件表面的成形原理。特点:一般刀具相对简单而切削运动较为复杂。(动画)3.1.3切削运动与切削用量

切削加工工艺.doc
第一章切削加工基础知识一、本章的教学目的与要求本章主要介绍了机械加工基础知识。重点应掌握切削运动及切削用量概念;切削刀具及其材料基本知识;切削过程的物理现象及控制;砂轮及磨削过程基本知识;材料切削加工性概念;机械加工工艺过程基本概念;机械加工质量的概念等。掌握本章内容为后续内容的学习打基础,为初步具备分析、解决工艺问题的能力打基础,为学生了解现代机械制造技术和模式及其发展打基础。学生学习本章要注意理论联系生产实践,才能更好体会,加深理解。可通过课堂讨论、作业练习、实验、校内外参观等及采用多媒体、网络等现代

切削加工工艺.pptx
第三章切削加工工艺3.1.2零件表面的分类与成形原理1.零件表面的分类基本表面零件的表面型面(各种沟槽、螺纹、齿轮及特型面)回转型二维特型面特型面平移型列表曲面三维特型面函数曲面仿生曲面二维特型面列表曲面(三维)2.零件表面的成形原理⑴成形法以切削刃的形状来保证工件表面形状的成形原理。特点:刀具切削刃的几何形状复杂,而刀具相对工件的进给运动极为简单。⑵包络法以切削刃相对于工件表面的运动轨迹而形成的包络面即成为工件表面的成形原理。特点:一般刀具相对简单而切削运动较为复杂。(动画)3.1.3切削运动与切削用量
切削加工工艺基础.ppt
机械制造工艺基础(金属工艺学冷加工部分)《机械制造工艺基础》(金属工艺学冷加工部分)讲课思路讲课思路教学要求参考书目授课内容第六讲其他新技术新工艺第七讲零件的结构工艺性第八讲零件的制造工艺过程第九讲专题报告、复习与测验第十讲总结第一讲切削加工工艺基础1.工艺内涵contentsofmanufacturingprocess(1)毛坯制造方法:趋势:尽可能节约材料(资源有限性)毛坯(Pi)制造方法(2)零件制造方法(3)工艺水平leveloftechnology零件加工的技术要求2零件加工的技术要求(2)加工