
冲压成型模具简介.ppt

邻家****曼玉

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共42页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压成型模具简介.ppt
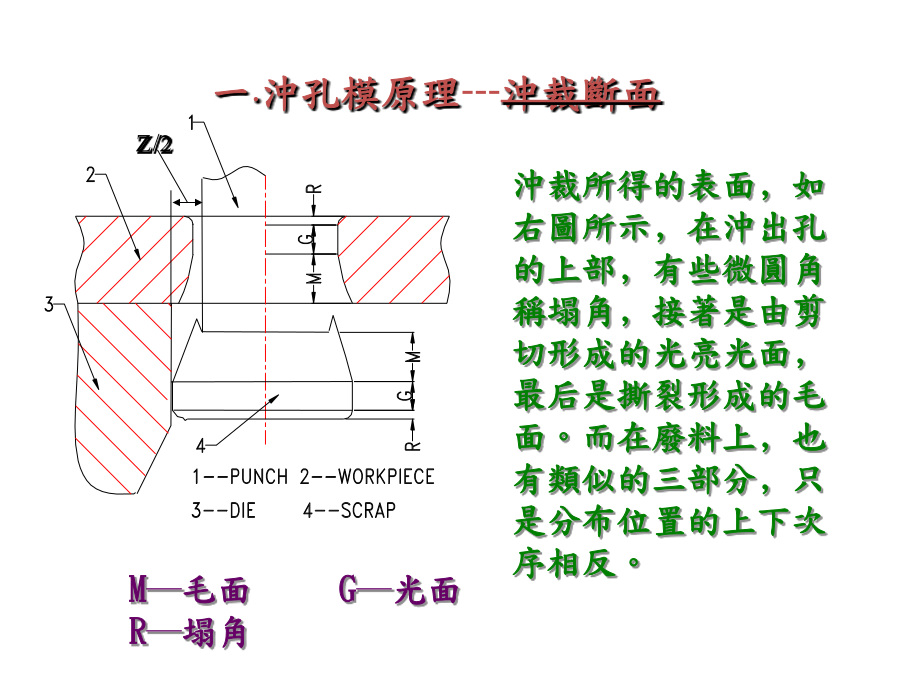
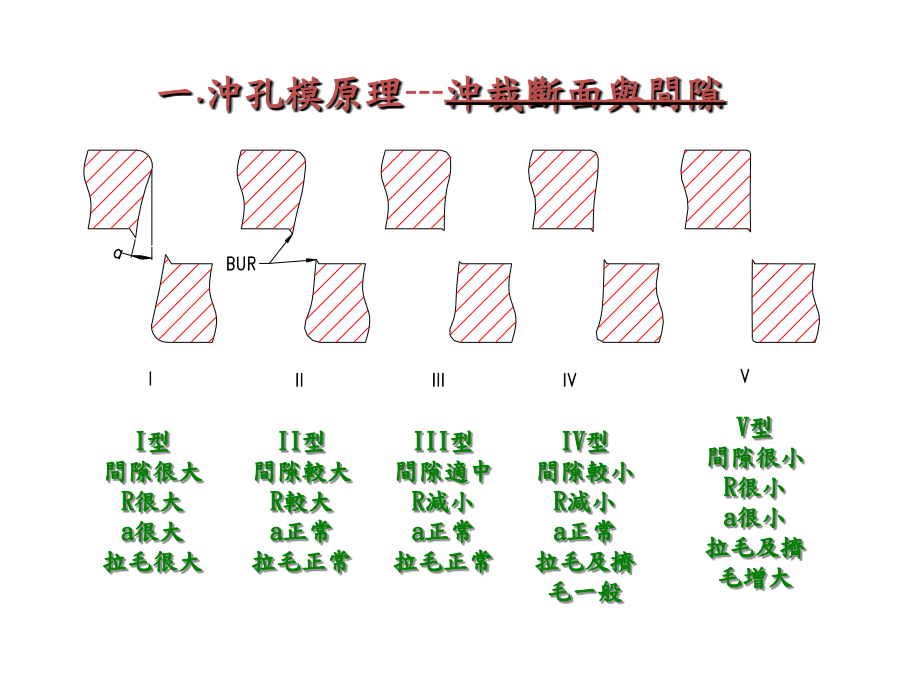
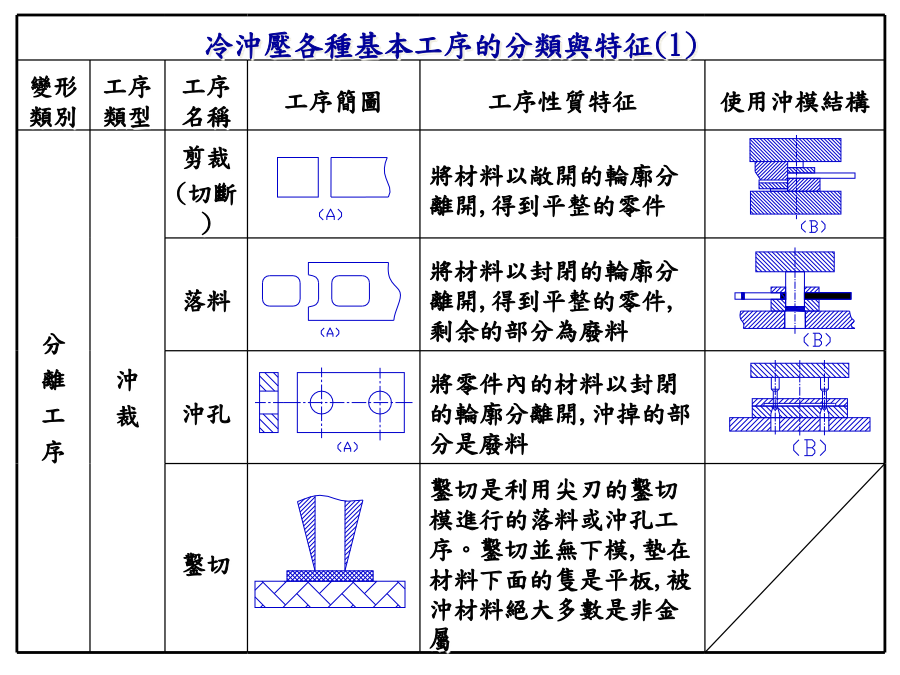
一.沖裁原理二.沖裁工序分類三.沖模類型四.沖模基本結構五.衝床一.沖裁原理1.沖裁斷面2.沖裁間隙一.沖裁原理M—毛面G—光面R—塌角I型間隙很大R很大a很大拉毛很大斷面分類在沖裁過程中﹐模具刃口處所受的壓力非常大﹐使模具刃口與材料接觸面間出現局部附著現象﹐產生附著磨損。其磨損量與接觸壓力﹐相對滑動距離成正比﹐與材料的屈服強度成反比﹐是模具磨損的主要形式。當間隙較小時﹐接觸壓力會增大﹐摩擦距離增長﹐摩擦發熱嚴重﹐導致模具加劇磨損﹐使模具與材料間產生粘結現象﹐還會引起刃口的壓縮疲勞破壞﹐使之崩刃。而間隙較
冲压成型方法、冲压模具及冲压系统.pdf
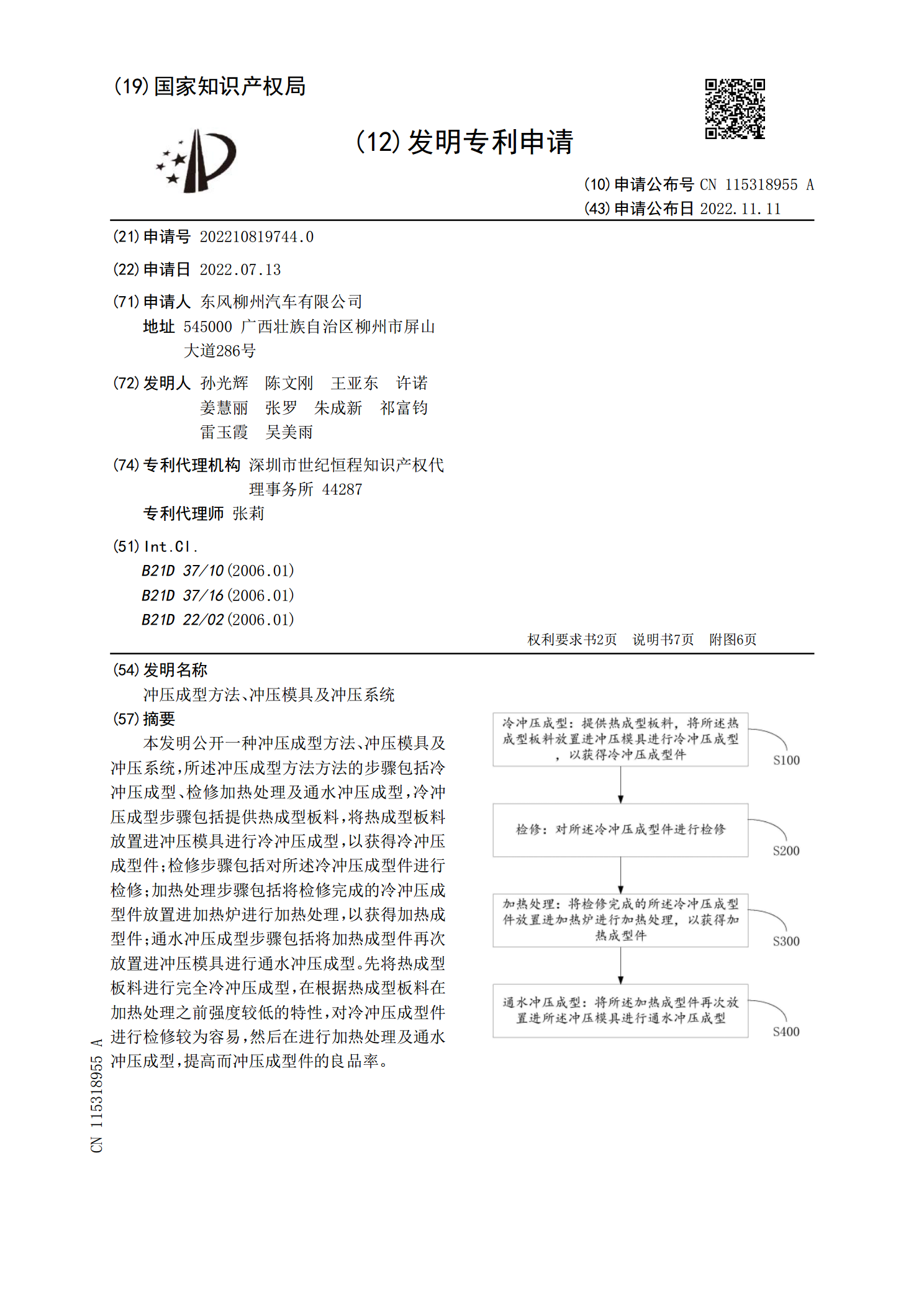
本发明公开一种冲压成型方法、冲压模具及冲压系统,所述冲压成型方法方法的步骤包括冷冲压成型、检修加热处理及通水冲压成型,冷冲压成型步骤包括提供热成型板料,将热成型板料放置进冲压模具进行冷冲压成型,以获得冷冲压成型件;检修步骤包括对所述冷冲压成型件进行检修;加热处理步骤包括将检修完成的冷冲压成型件放置进加热炉进行加热处理,以获得加热成型件;通水冲压成型步骤包括将加热成型件再次放置进冲压模具进行通水冲压成型。先将热成型板料进行完全冷冲压成型,在根据热成型板料在加热处理之前强度较低的特性,对冷冲压成型件进行检修较

冲压成型用模具.pdf
本发明提供一种冲压成型用模具。为了提供使转动凸轮的复位结构简易化而实现了降低成本的冲压成型用模具,本发明的冲压成型用模具包括:垫片,其固定安装于上模而升降自如;加工用滑动凸轮,其沿凸轮面横向滑动自如,且在一端部具有横向弯曲刀;旋转自如的转动凸轮,其具有形成工件的负角部的横向弯曲部;往返驱动装置,其使该转动凸轮向工件加工位置转动,该往返驱动装置包括:滑块,其在前端侧具有使该转动凸轮沿规定方向旋转的凸轮面,并且在后端侧具有使该转动凸轮旋转以返回到原来的位置的旋转作用面;复位用工作块,其在该滑块后退时与该滑块的
冲压模具简介.pptx
冲压模具简介目錄加工範疇工作零件沖子刀口導向零件導柱導套定位零件導正銷導料板側刃壓料卸料零件脫料板壓邊圈頂桿固定及其他零件螺絲彈簧定位銷沖模構成沖模分類沖模分類沖模分類標準TYPE模具材料模具材料模具加工加工方式:模具加工模具組立(一)模具組立(二)模具組立(三)模具組立(四)模具組立(五)模具組立(六)模具組立(七)敬請指正

冲压模具简介.pptx
冲压模具(mújù)简介目錄加工(jiāgōng)範疇工作(gōngzuò)零件沖子刀口導向零件導柱導套定位零件導正銷導料板側刃壓料卸料零件脫料板壓邊圈頂桿固定及其他零件螺絲彈簧定位銷沖模構成沖模分類沖模分類沖模分類標準TYPE模具(mújù)材料模具(mújù)材料模具(mújù)加工加工(jiāgōng)方式:模具(mújù)加工模具(mújù)組立(一)模具(mújù)組立(二)模具(mújù)組立(三)模具(mújù)組立(四)模具(mújù)組立(五)模具(mújù)組立(六)模具(mújù)組