
药芯焊丝.doc

猫巷****松臣

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

药芯焊丝与实芯焊丝的区别.doc
药芯焊丝的特点生产效率与手工焊条相比由于药芯焊丝采用了连续焊接方式因此生产效率高与实心焊丝相比由于药芯焊丝焊接飞溅少、焊缝成形好所以减少了清除飞溅与修磨焊缝表面的时间。对钢材的适应性与实心焊丝相比由于药芯焊丝一般是通过药芯过渡合金元素因此可以像手工焊条那样方便地从配方中调整合金成分以适应被焊钢材的要求。而实芯焊丝每调整一次合金成分就要重新冶炼其工序多难控制因此难以满足用量少而品种多的要求。而且有的合金钢实芯焊丝拉拔性能差很难拉拔成所需的焊丝。此时药芯焊丝更显其独特之优点。工人操作要求药芯焊丝对工人的操作水

药芯焊丝与实芯焊丝的区别.docx
药芯焊丝的特点生产效率与手工焊条相比,由于药芯焊丝采用了连续焊接方式,因此生产效率高;与实心焊丝相比,由于药芯焊丝焊接飞溅少、焊缝成形好,所以减少了清除飞溅与修磨焊缝表面的时间。对钢材的适应性与实心焊丝相比,由于药芯焊丝一般是通过药芯过渡合金元素,因此可以像手工焊条那样方便地从配方中调整合金成分,以适应被焊钢材的要求。而实芯焊丝每调整一次合金成分,就要重新冶炼,其工序多,难控制,因此难以满足用量少而品种多的要求。而且有的合金钢实芯焊丝拉拔性能差,很难拉拔成所需的焊丝。此时药芯焊丝更显其独特之优点。工人操作
药芯焊丝.pdf
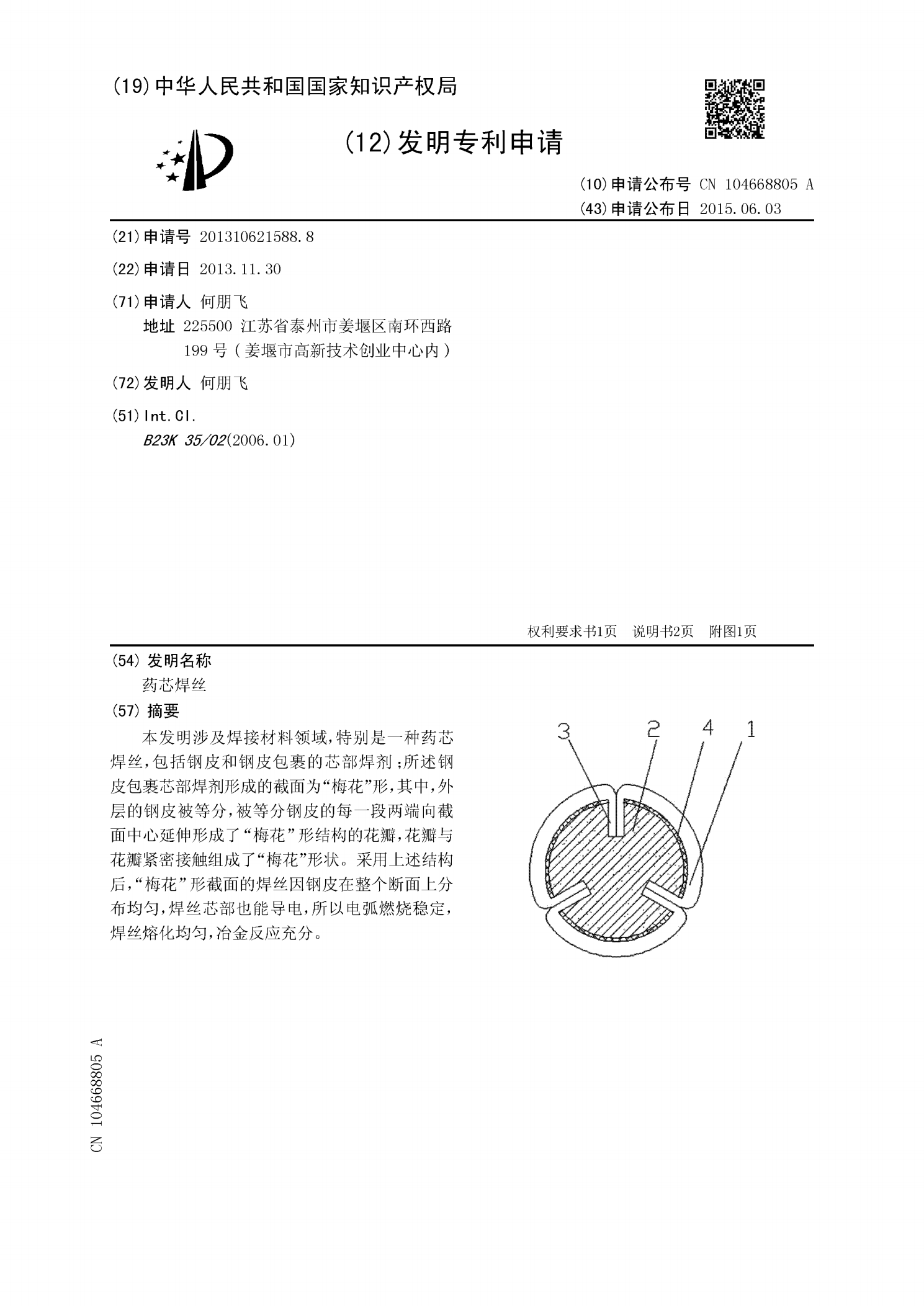
本发明涉及焊接材料领域,特别是一种药芯焊丝,包括钢皮和钢皮包裹的芯部焊剂;所述钢皮包裹芯部焊剂形成的截面为“梅花”形,其中,外层的钢皮被等分,被等分钢皮的每一段两端向截面中心延伸形成了“梅花”形结构的花瓣,花瓣与花瓣紧密接触组成了“梅花”形状。采用上述结构后,“梅花”形截面的焊丝因钢皮在整个断面上分布均匀,焊丝芯部也能导电,所以电弧燃烧稳定,焊丝熔化均匀,冶金反应充分。

药芯焊丝.doc
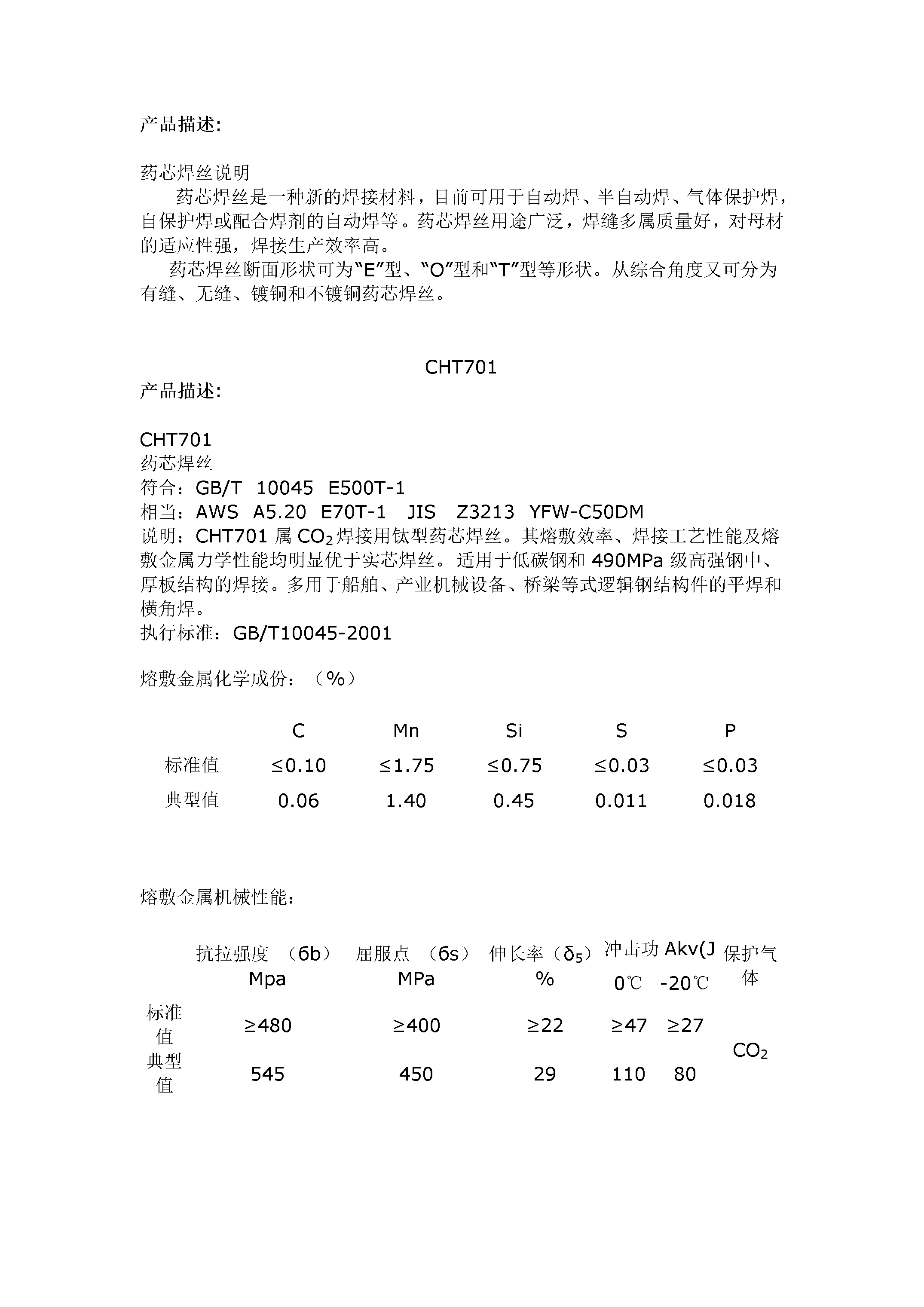
药芯焊丝产品描述:药芯焊丝说明药芯焊丝是一种新的焊接材料目前可用于自动焊、半自动焊、气体保护焊自保护焊或配合焊剂的自动焊等。药芯焊丝用途广泛焊缝多属质量好对母材的适应性强焊接生产效率高。药芯焊丝断面形状可为“E”型、“O”型和“T”型等形状。从综合角度又可分为有缝、无缝、镀铜和不镀铜药芯焊丝。CHT701产品描述:CHT701药芯焊丝符合:GB/T10045E500T-1相当:AWSA5.20E70T-1JISZ3213YFW-C
药芯焊丝.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:药芯焊丝产品描述:药芯焊丝说明药芯焊丝是一种新的焊接材料目前可用于自动焊、半自动焊、气体保护焊自保护焊或配合焊剂的自动焊等。药芯焊丝用途广泛焊缝多属质量好对母材的适应性强焊接生产效率高。药芯焊丝断面形状可为“E”型、“O”型和“T”型等形状。从综合角度又可分为有缝、无缝、镀铜和不镀铜药芯焊丝。CHT701产品描述:CHT701药芯焊丝符合:GB/T10045E