
一种表面功能改性的型材及其表面功能改性方法.pdf

是翠****ng

1/10
2/10

3/10
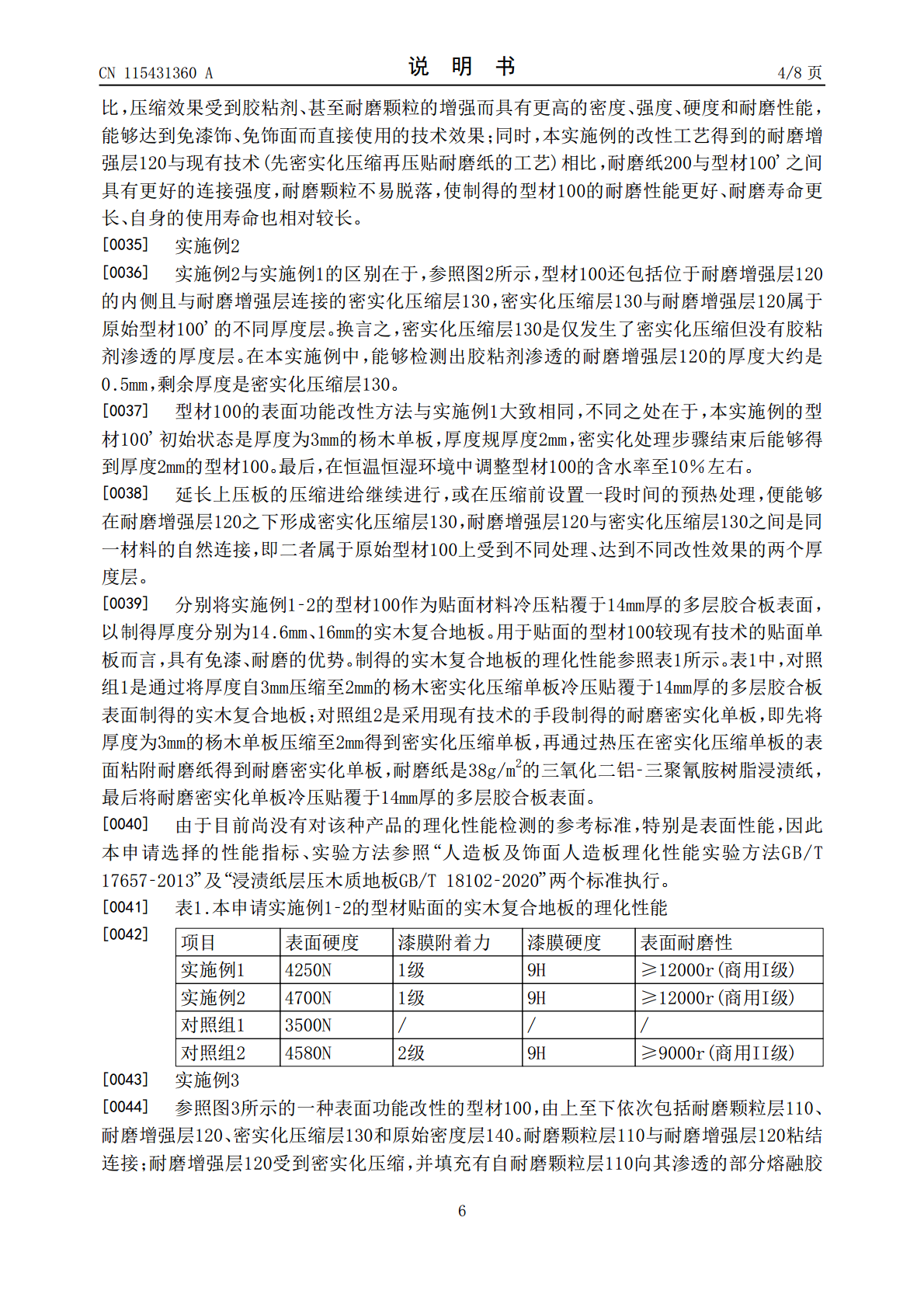
4/10
5/10
6/10
7/10
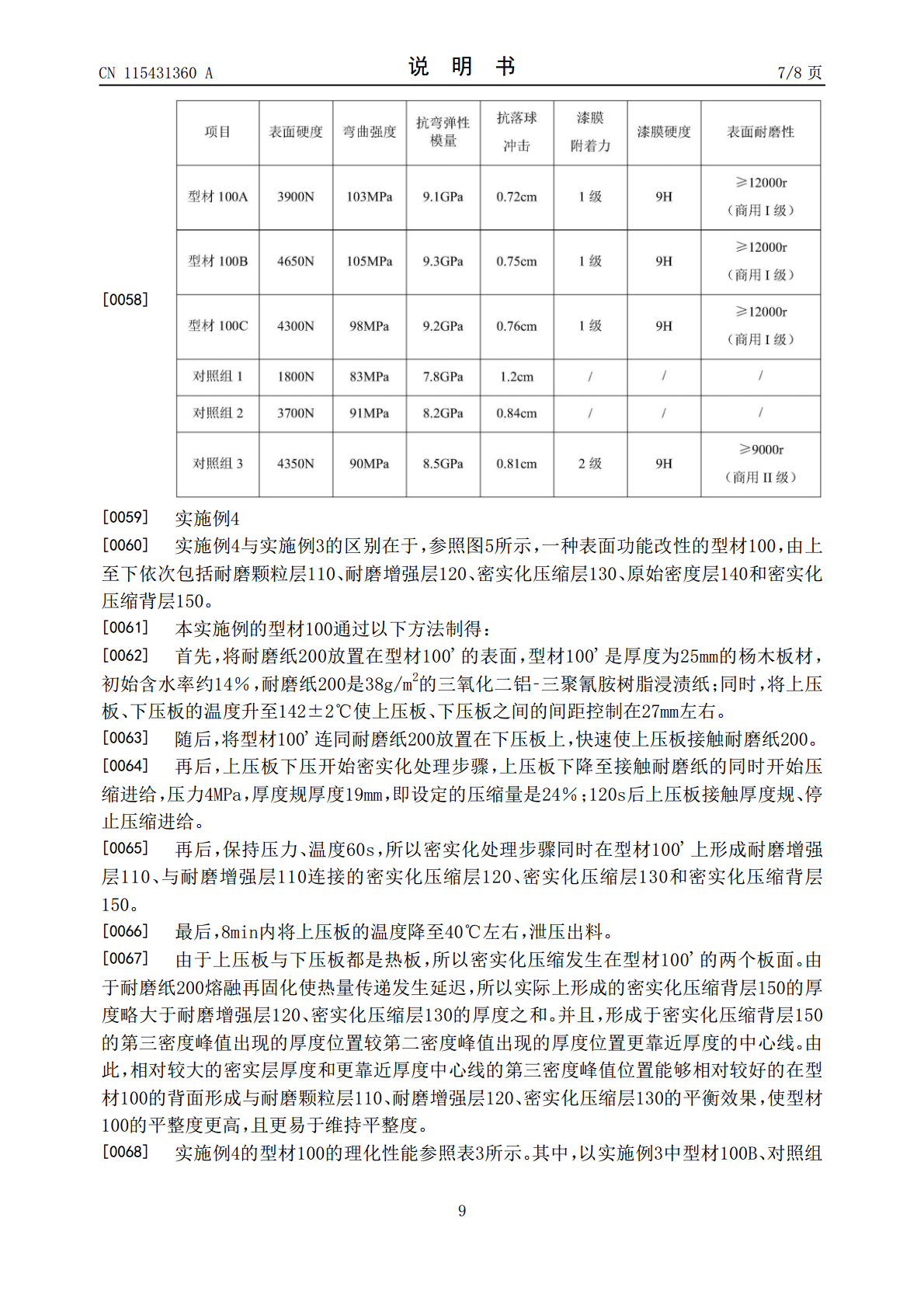
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种表面功能改性的型材及其表面功能改性方法.pdf
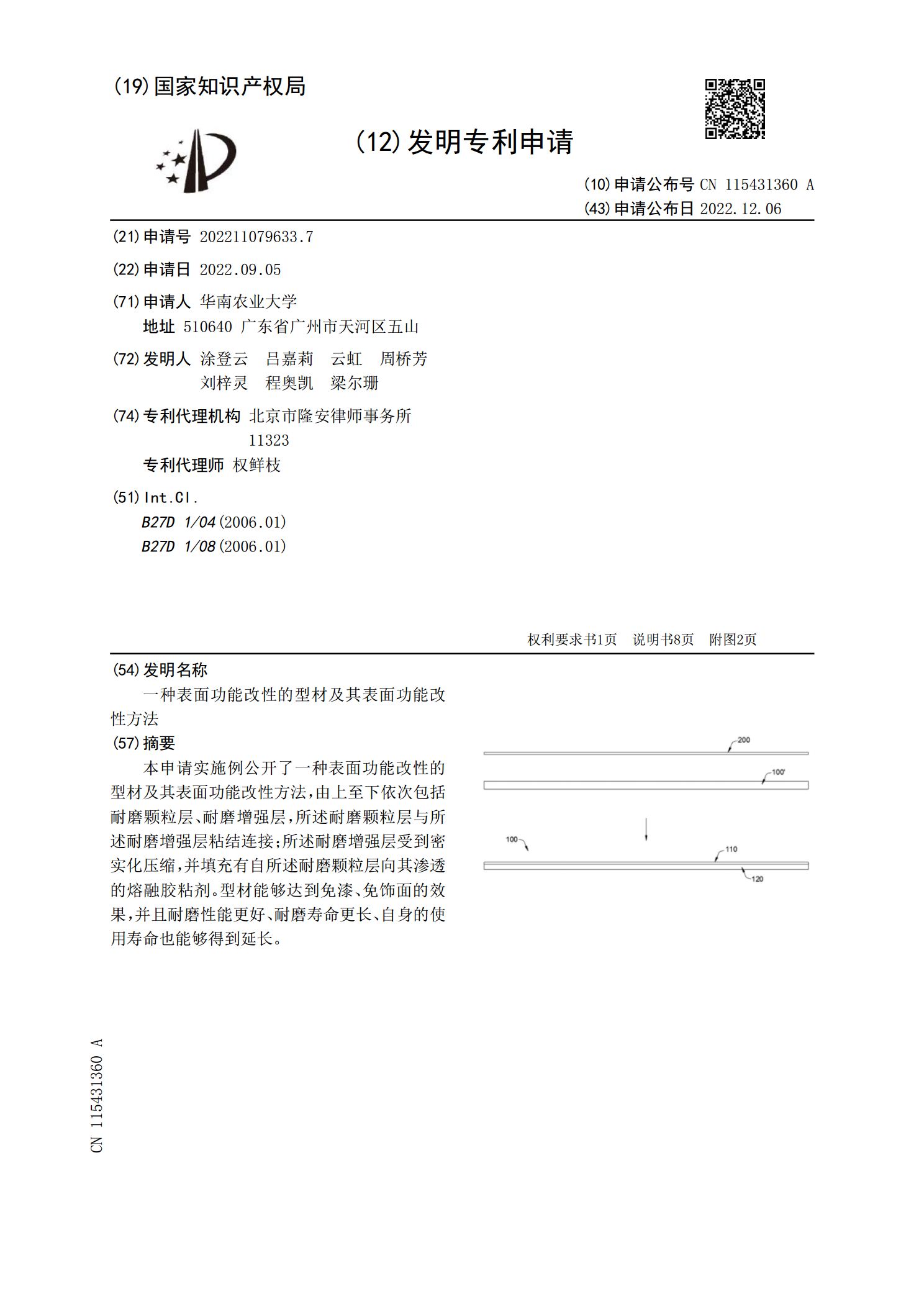
本申请实施例公开了一种表面功能改性的型材及其表面功能改性方法,由上至下依次包括耐磨颗粒层、耐磨增强层,所述耐磨颗粒层与所述耐磨增强层粘结连接;所述耐磨增强层受到密实化压缩,并填充有自所述耐磨颗粒层向其渗透的熔融胶粘剂。型材能够达到免漆、免饰面的效果,并且耐磨性能更好、耐磨寿命更长、自身的使用寿命也能够得到延长。
铝合金型材表面改性方法及表面改性铝合金型材.pdf
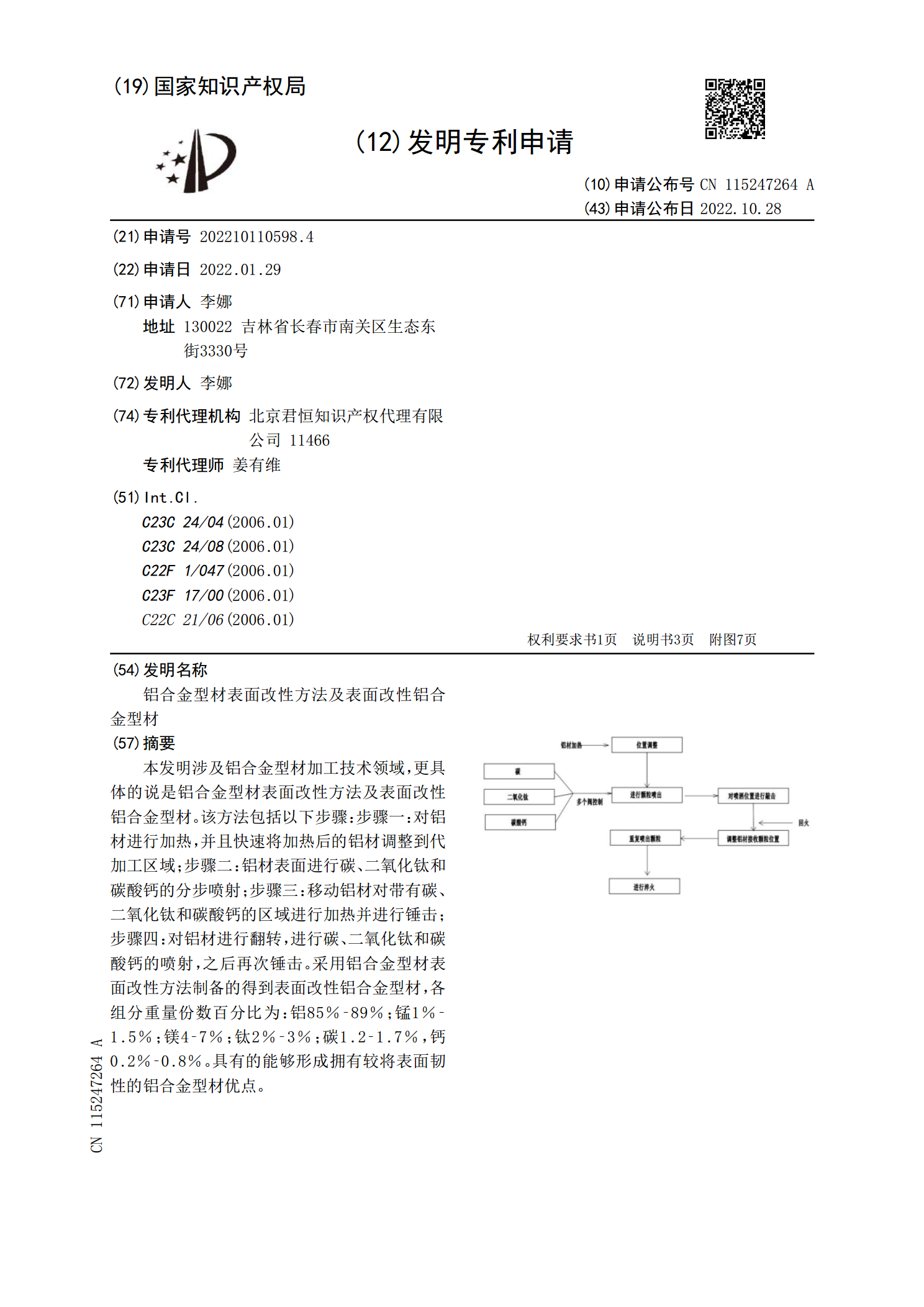
本发明涉及铝合金型材加工技术领域,更具体的说是铝合金型材表面改性方法及表面改性铝合金型材。该方法包括以下步骤:步骤一:对铝材进行加热,并且快速将加热后的铝材调整到代加工区域;步骤二:铝材表面进行碳、二氧化钛和碳酸钙的分步喷射;步骤三:移动铝材对带有碳、二氧化钛和碳酸钙的区域进行加热并进行锤击;步骤四:对铝材进行翻转,进行碳、二氧化钛和碳酸钙的喷射,之后再次锤击。采用铝合金型材表面改性方法制备的得到表面改性铝合金型材,各组分重量份数百分比为:铝85%?89%;锰1%?1.5%;镁4?7%;钛2%?3%;碳1

羟基磷灰石表面改性、功能化及其应用研究.docx
羟基磷灰石表面改性、功能化及其应用研究一、绪论羟基磷灰石(hydroxyapatite,HA)是一种广泛用于人工骨和牙科修复的生物陶瓷材料,因其与人体组织有很好的生物相容性、生物可降解性和生物活性而备受青睐。然而,由于其生物活性相对较低,需要改性和功能化才能更好地满足临床应用的需要。近年来,HA材料的表面改性和功能化得到了广泛的研究和应用,涉及到材料的表面修饰、药物载体、生物传感器、细胞培养基质、组织工程和骨修复等领域。本文主要介绍HA表面改性、功能化与其应用的研究进展。二、羟基磷灰石表面改性HA材料的表

热作模具及其表面的复合改性层和表面改性方法.pdf
本发明涉及金属材料的表面改性领域,公开了一种热作模具及其表面的复合改性层和表面改性方法。本发明的复合改性层包括位于热作模具次外层的塑性变形层和与塑性变形层连接的位于热作模具最外层的马氏体层。本发明在保留了塑性变形层的高抗热疲劳性能的同时,能够通过马氏体层有效避免热作模具表面热裂纹沿细晶晶界快速扩散的缺陷。
一种人造草丝纤维表面改性功能凝胶的合成方法.pdf
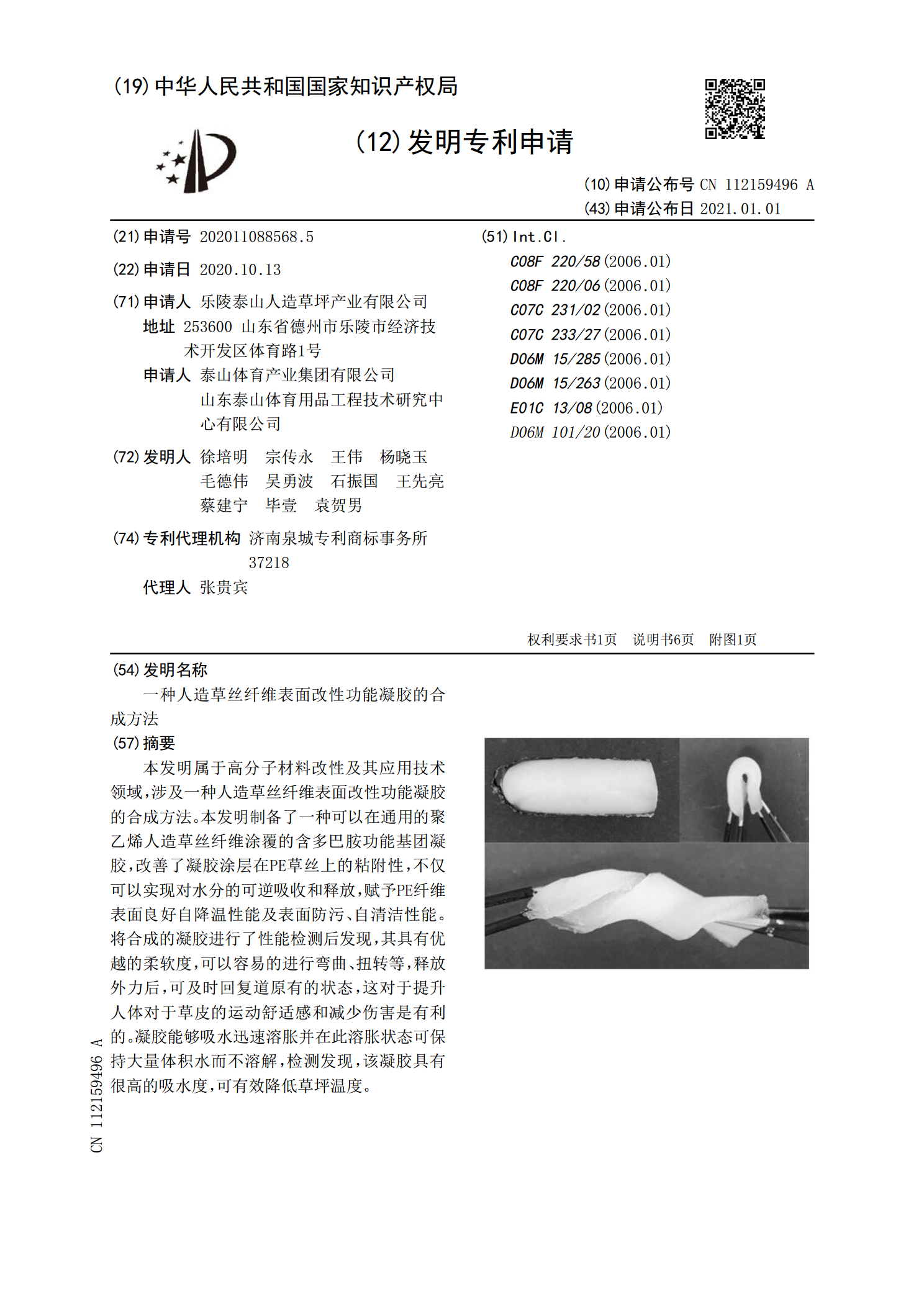
本发明属于高分子材料改性及其应用技术领域,涉及一种人造草丝纤维表面改性功能凝胶的合成方法。本发明制备了一种可以在通用的聚乙烯人造草丝纤维涂覆的含多巴胺功能基团凝胶,改善了凝胶涂层在PE草丝上的粘附性,不仅可以实现对水分的可逆吸收和释放,赋予PE纤维表面良好自降温性能及表面防污、自清洁性能。将合成的凝胶进行了性能检测后发现,其具有优越的柔软度,可以容易的进行弯曲、扭转等,释放外力后,可及时回复道原有的状态,这对于提升人体对于草皮的运动舒适感和减少伤害是有利的。凝胶能够吸水迅速溶胀并在此溶胀状态可保持大量体积