
热作模具及其表面的复合改性层和表面改性方法.pdf

俊英****22


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

热作模具及其表面的复合改性层和表面改性方法.pdf
本发明涉及金属材料的表面改性领域,公开了一种热作模具及其表面的复合改性层和表面改性方法。本发明的复合改性层包括位于热作模具次外层的塑性变形层和与塑性变形层连接的位于热作模具最外层的马氏体层。本发明在保留了塑性变形层的高抗热疲劳性能的同时,能够通过马氏体层有效避免热作模具表面热裂纹沿细晶晶界快速扩散的缺陷。

热作模具钢激光表面改性研究现状.docx
热作模具钢激光表面改性研究现状热作模具钢激光表面改性研究现状摘要:随着工业技术的不断进步,热作模具钢在模具制造领域中得到了广泛应用。然而,由于其工作环境的特殊性,热作模具钢表面容易受到磨损、腐蚀等问题的影响,从而影响模具的寿命和性能。激光表面改性作为一种高效、精确的表面处理技术,已被广泛应用于模具钢的表面改性领域。本文通过对热作模具钢激光表面改性的研究现状进行综述,探讨了激光表面改性技术在热作模具钢中的应用及其改性效果,为进一步推动热作模具钢激光表面改性的研究提供参考。关键词:热作模具钢;激光表面改性;研

一种提高H13热作模具热疲劳性离子渗氮表面改性方法.pdf
本发明涉及一种提高H13热作模具热疲劳性离子渗氮表面改性方法,包括步骤:将原始态H13钢加工成试样,对试样进行调质处理;将试样进行打磨处理,在无水乙醇中进行超声清洗、烘干;将试样放入离子氮化炉内,抽真空至18Pa以下,通入氢气溅射30min,炉内压力保持300Pa,起辉升温,待温度达到540℃,通入氮气,调节氮气和氢气的流量比为1:4~1:6,炉内压力300Pa,进行离子渗氮表面处理,保温时间为6h;渗氮结束后,试样随炉冷却至室温。本发明的有益效果是:经过不同气氛离子渗氮处理后的H13钢模具热疲劳性能随着
表面改性胶粉和改性沥青及其制备方法.pdf
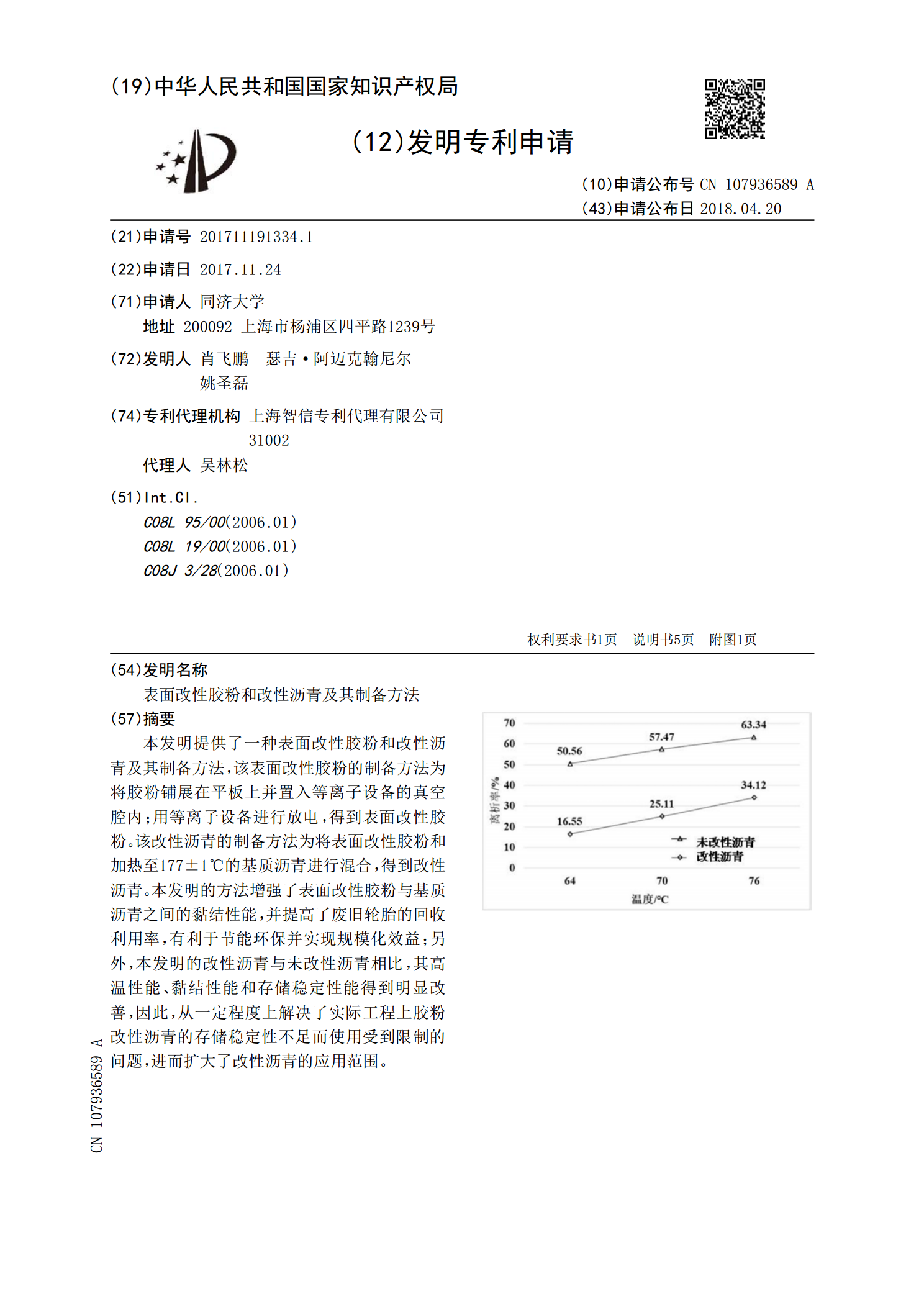
本发明提供了一种表面改性胶粉和改性沥青及其制备方法,该表面改性胶粉的制备方法为将胶粉铺展在平板上并置入等离子设备的真空腔内;用等离子设备进行放电,得到表面改性胶粉。该改性沥青的制备方法为将表面改性胶粉和加热至177±1℃的基质沥青进行混合,得到改性沥青。本发明的方法增强了表面改性胶粉与基质沥青之间的黏结性能,并提高了废旧轮胎的回收利用率,有利于节能环保并实现规模化效益;另外,本发明的改性沥青与未改性沥青相比,其高温性能、黏结性能和存储稳定性能得到明显改善,因此,从一定程度上解决了实际工程上胶粉改性沥青的存

热作模具钢表面TiAlN渗渡复合层的性能研究.docx
热作模具钢表面TiAlN渗渡复合层的性能研究热作模具钢表面TiAlN渗透复合层的性能研究引言:热作模具钢是用于生产高温或高压的金属或塑料制品的模具,具有高耐磨性、高耐腐蚀性和高温强度。但在使用过程中,模具表面容易受到氧化、磨损和腐蚀的影响,降低了模具的使用寿命和效率。因此,针对热作模具钢表面的腐蚀和磨损,需要进行表面处理,以提高模具的使用寿命和效率。TiAlN薄膜是一种高性能的镀层,具有很高的硬度、耐磨性、耐腐蚀性、热稳定性和化学稳定性,非常适合用于表面处理。同时,TiAlN渗透复合层是一种通过渗透将Ti