
一种轮胎的氮气硫化方法.pdf

景福****90


1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮胎的氮气硫化方法.pdf
本发明涉及轮胎硫化技术领域,提供了一种轮胎的氮气硫化方法。本发明针对整个轮胎的硫化提出了多元化的硫化温度,轮胎内部温度、外温冠部温度、外温胎侧温度各自不同,从而实现并使胎坯的不同部位在合适的温度下进行硫化,使得整个轮胎在硫化过程中温升速度接近,实现了轮胎的硫化均匀性;尤其外温温度的设定,与传统的硫化方法中外温的温度相比明显降低,因此节约了大量能源。采用本发明提供的氮气硫化方法制造轮胎,可以极大地降低农业子午线轮胎胎侧过硫化程度,提高轮胎硫化均匀性,提高农业子午线轮胎胎侧胎体帘布性能,增加轮胎的使用寿命。
轮胎全氮气硫化系统及其控制方法.pdf
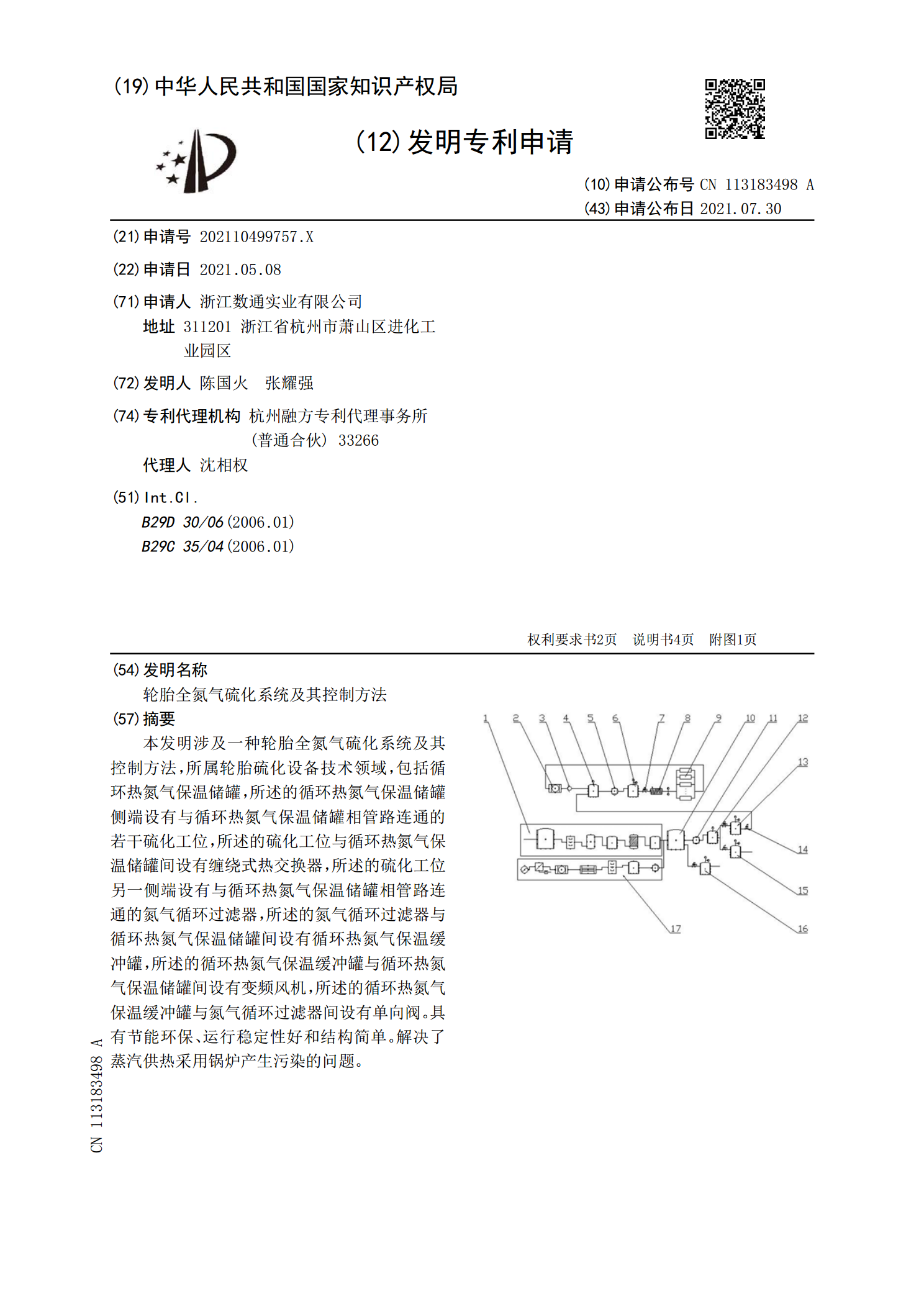
本发明涉及一种轮胎全氮气硫化系统及其控制方法,所属轮胎硫化设备技术领域,包括循环热氮气保温储罐,所述的循环热氮气保温储罐侧端设有与循环热氮气保温储罐相管路连通的若干硫化工位,所述的硫化工位与循环热氮气保温储罐间设有缠绕式热交换器,所述的硫化工位另一侧端设有与循环热氮气保温储罐相管路连通的氮气循环过滤器,所述的氮气循环过滤器与循环热氮气保温储罐间设有循环热氮气保温缓冲罐,所述的循环热氮气保温缓冲罐与循环热氮气保温储罐间设有变频风机,所述的循环热氮气保温缓冲罐与氮气循环过滤器间设有单向阀。具有节能环保、运行稳

斜交轮胎氮气硫化工艺的研究.docx
斜交轮胎氮气硫化工艺的研究标题:斜交轮胎氮气硫化工艺的研究摘要:随着汽车行业的发展,轮胎的质量和性能要求越来越高。氮气硫化工艺作为一种新型的轮胎硫化工艺,具有节能、环保和提高轮胎性能的优势。本文对斜交轮胎氮气硫化工艺的研究进行了探讨,主要包括工艺原理、工艺参数优化、硫化过程控制以及对轮胎性能的影响等方面的内容。一、引言斜交轮胎是目前常用的轮胎类型之一,具有较好的舒适性和操控性能。传统的斜交轮胎硫化工艺使用空气进行硫化,但其存在能耗高、污染环境等问题。氮气硫化工艺作为一种新型的工艺方法,正逐渐引起研究人员的
一种轮胎硫化方法.pdf
本发明公开了一种轮胎硫化方法,将轮胎胚胎装入带有水胎的轮胎硫化模具中,经过排气、合模后锁紧,向轮胎硫化模具充入外压蒸汽,并向水胎中充入过热水,过热水提供轮胎硫化时内部的温度和压力,待硫化时间达到胶料的正硫化时间,停止供应外压蒸汽和过热水,开模取胎即可;在轮胎胚胎经过硫化时间占正硫化时间80%时,关闭外压蒸汽,但不能将蒸汽排空;在轮胎胚胎经过硫化时间占正硫化时间90%时,关闭水胎中过热水的供应,切换为冷却水。本发明轮胎硫化方法,既可以提高外压蒸汽的利用率,减少能源的浪费;同时提前关闭水胎过热水的供应,改为冷
轮胎硫化方法及轮胎硫化机.pdf
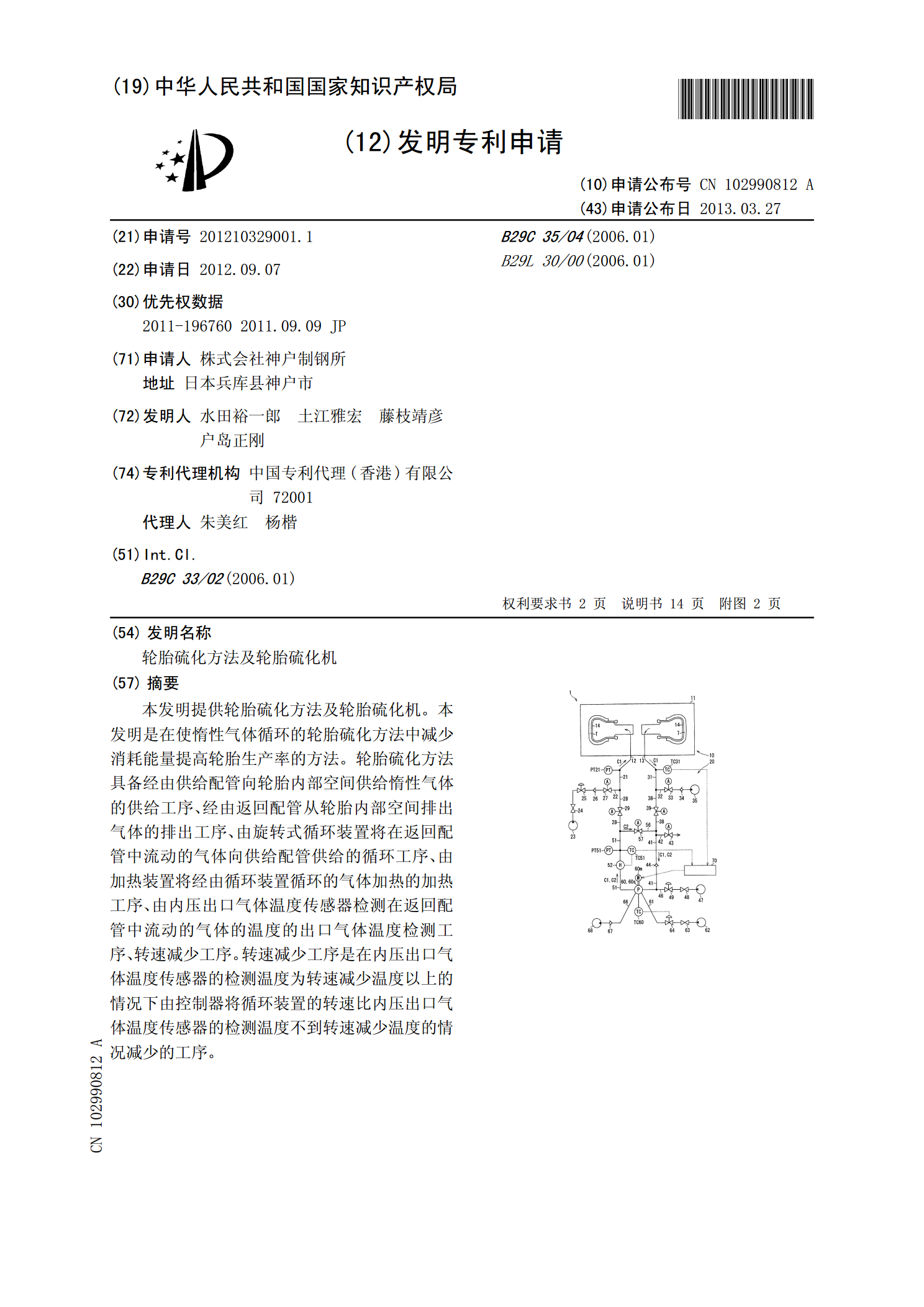
本发明提供轮胎硫化方法及轮胎硫化机。本发明是在使惰性气体循环的轮胎硫化方法中减少消耗能量提高轮胎生产率的方法。轮胎硫化方法具备经由供给配管向轮胎内部空间供给惰性气体的供给工序、经由返回配管从轮胎内部空间排出气体的排出工序、由旋转式循环装置将在返回配管中流动的气体向供给配管供给的循环工序、由加热装置将经由循环装置循环的气体加热的加热工序、由内压出口气体温度传感器检测在返回配管中流动的气体的温度的出口气体温度检测工序、转速减少工序。转速减少工序是在内压出口气体温度传感器的检测温度为转速减少温度以上的情况下由控