
盲孔研磨用变截面磨具.pdf

一吃****天材


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
盲孔研磨用变截面磨具.pdf
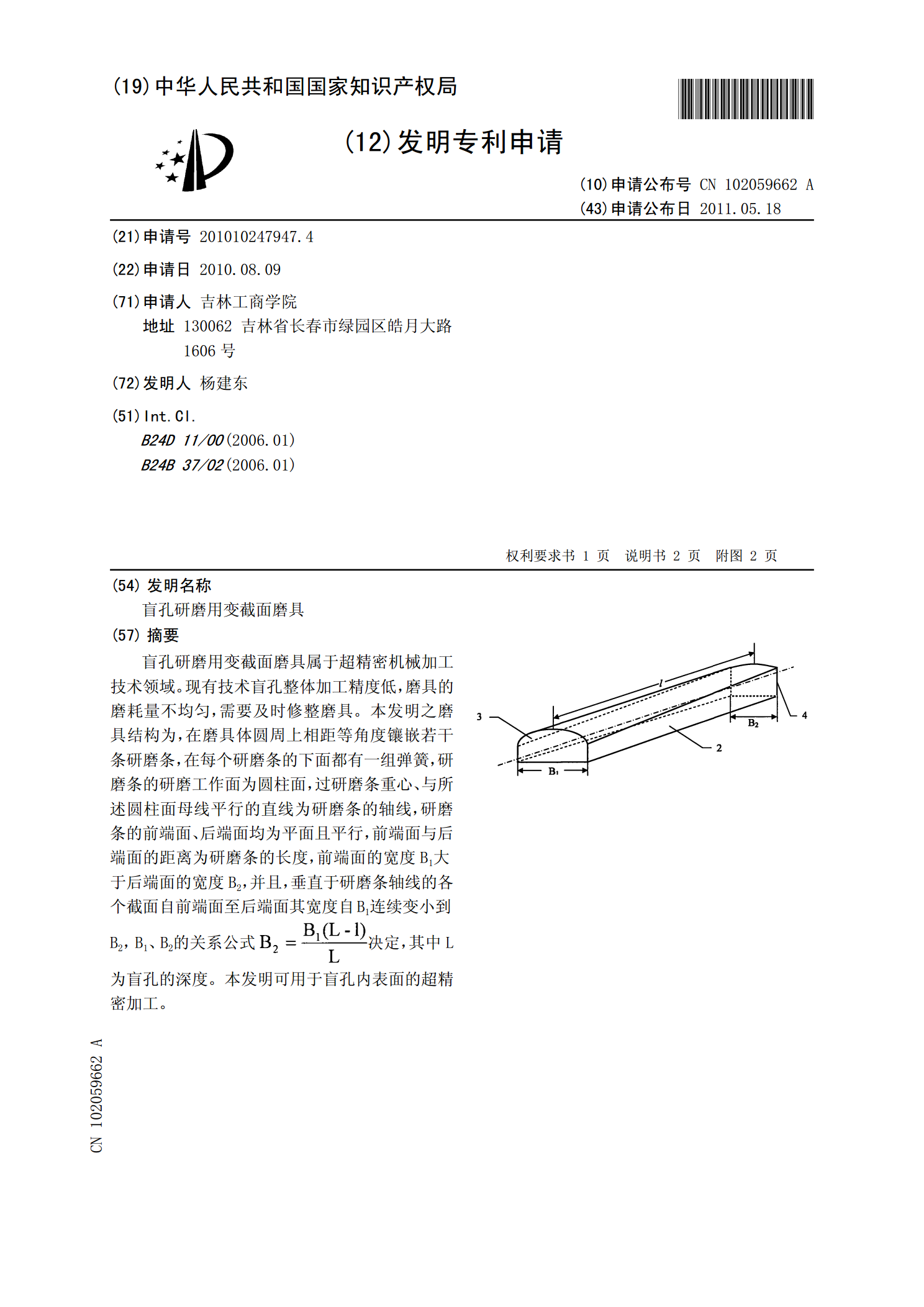
盲孔研磨用变截面磨具属于超精密机械加工技术领域。现有技术盲孔整体加工精度低,磨具的磨耗量不均匀,需要及时修整磨具。本发明之磨具结构为,在磨具体圆周上相距等角度镶嵌若干条研磨条,在每个研磨条的下面都有一组弹簧,研磨条的研磨工作面为圆柱面,过研磨条重心、与所述圆柱面母线平行的直线为研磨条的轴线,研磨条的前端面、后端面均为平面且平行,前端面与后端面的距离为研磨条的长度,前端面的宽度B1大于后端面的宽度B2,并且,垂直于研磨条轴线的各个截面自前端面至后端面其宽度自B1连续变小到B2,B1、B2的关系公式决定,其中

盲孔法测量热轧角钢截面残余应力及方差分析.docx
盲孔法测量热轧角钢截面残余应力及方差分析盲孔法测量热轧角钢截面残余应力及方差分析摘要:热轧角钢是一种常见的结构材料,用于建筑、机械制造等领域。在使用过程中,角钢可能因为受到外力的作用而导致应力集中,从而影响其性能和安全。为了准确测量角钢的截面残余应力,本研究采用盲孔法。通过在角钢上钻取不同数量的盲孔,并测量钻孔部位的纵向残余应力,来分析它们之间的关系。文章还对不同个数的盲孔位置测量结果进行方差分析,找出影响测量结果的主要因素。1.引言热轧角钢是一种常用的结构材料,其常常用于建筑、工程、机械制造等领域。在使
一种变截面多层断续深孔加工方法.pdf
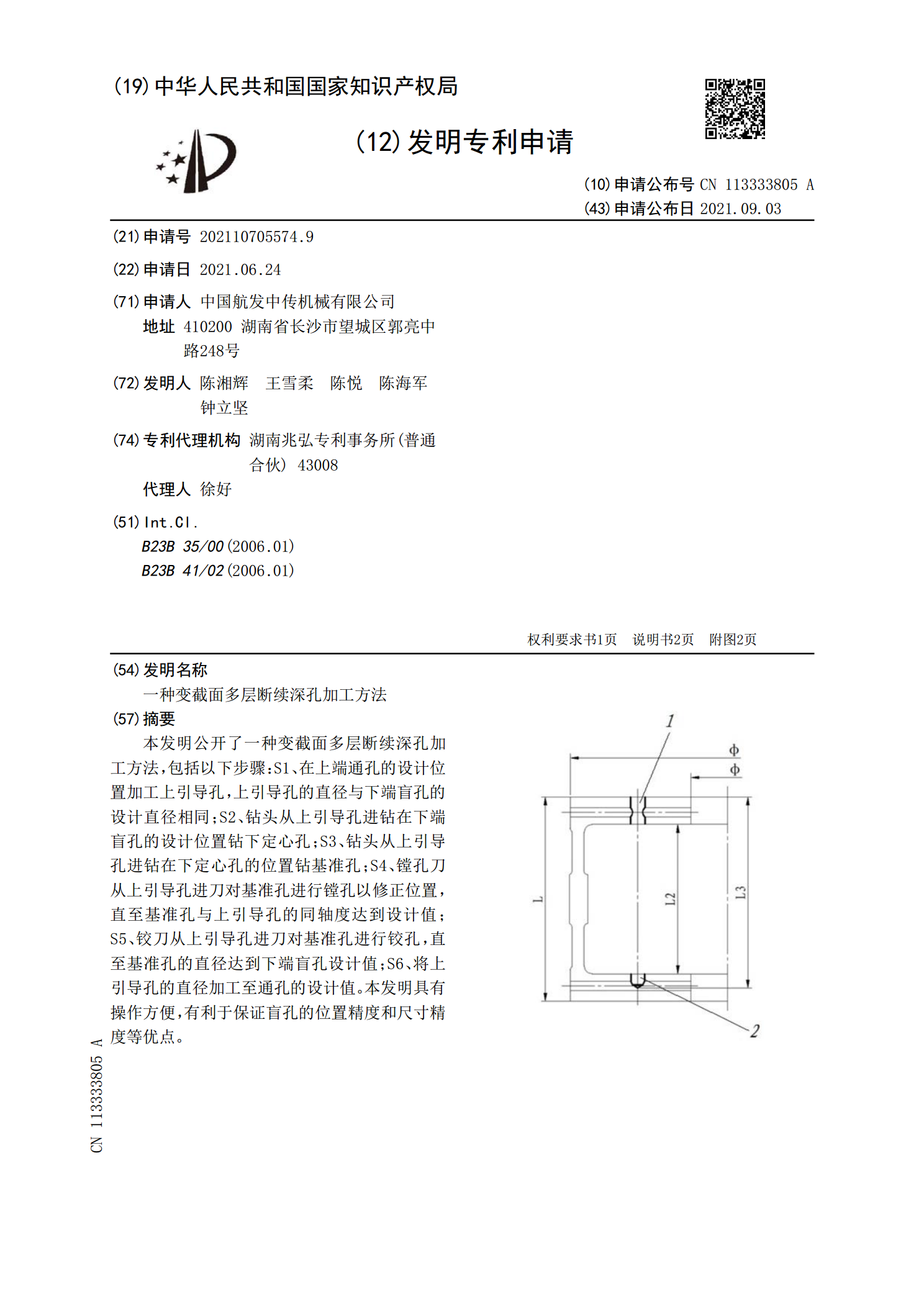
本发明公开了一种变截面多层断续深孔加工方法,包括以下步骤:S1、在上端通孔的设计位置加工上引导孔,上引导孔的直径与下端盲孔的设计直径相同;S2、钻头从上引导孔进钻在下端盲孔的设计位置钻下定心孔;S3、钻头从上引导孔进钻在下定心孔的位置钻基准孔;S4、镗孔刀从上引导孔进刀对基准孔进行镗孔以修正位置,直至基准孔与上引导孔的同轴度达到设计值;S5、铰刀从上引导孔进刀对基准孔进行铰孔,直至基准孔的直径达到下端盲孔设计值;S6、将上引导孔的直径加工至通孔的设计值。本发明具有操作方便,有利于保证盲孔的位置精度和尺寸精

一种复合材料变截面燕尾盲槽加工方法.pdf
本发明提供一种复合材料变截面燕尾盲槽加工方法,属于机械加工技术领域,所述方法包括:制作粗加工刀具、半精加工刀具和嵌块;使用所述粗加工刀具去除大余量,形成矩形截面凹槽;使用所述半精加工刀具从所述矩形截面凹槽的截面外侧横向进刀,使刀具最大回转圆的切线位于所述变截面燕尾盲槽的槽底面轮廓线上,去除所述矩形截面凹槽盲端面及两侧面余量,形成盲端夹角处具有余量的变截面燕尾盲槽毛坯;将所述嵌块嵌入变截面燕尾盲槽毛坯内,去除所述变截面燕尾盲槽盲端夹角处余量,得到具有变截面燕尾盲槽的工件。本发明提供的加工方法,避免了对盲端的

盲孔检测结构及盲孔检测方法.pdf
本申请公开了一种盲孔检测结构及盲孔检测方法,该盲孔检测结构包括基板、第一检测点、第二检测点和孔偏检测部,基板设有串联连接的第一盲孔、第二盲孔和第三盲孔,第三盲孔设有若干个,且第一盲孔经第三盲孔电连接于第二盲孔,第一检测点经电阻电连接于第一盲孔,第二检测点电连接于第二盲孔,孔偏检测部电连接于第一检测点和第二检测点。本申请在检测设于基板的盲孔质量时,检测第一检测点、第二检测点间的阻值,若该阻值大于电阻的阻值,则确定盲孔的孔底、孔肩或侧壁出现异常,若该阻值小于电阻的阻值,则确定盲孔产生偏位,该盲孔检测结构能够同