
一种细长螺杆螺纹专用机床.pdf

一吃****书竹

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种细长螺杆螺纹专用机床.pdf
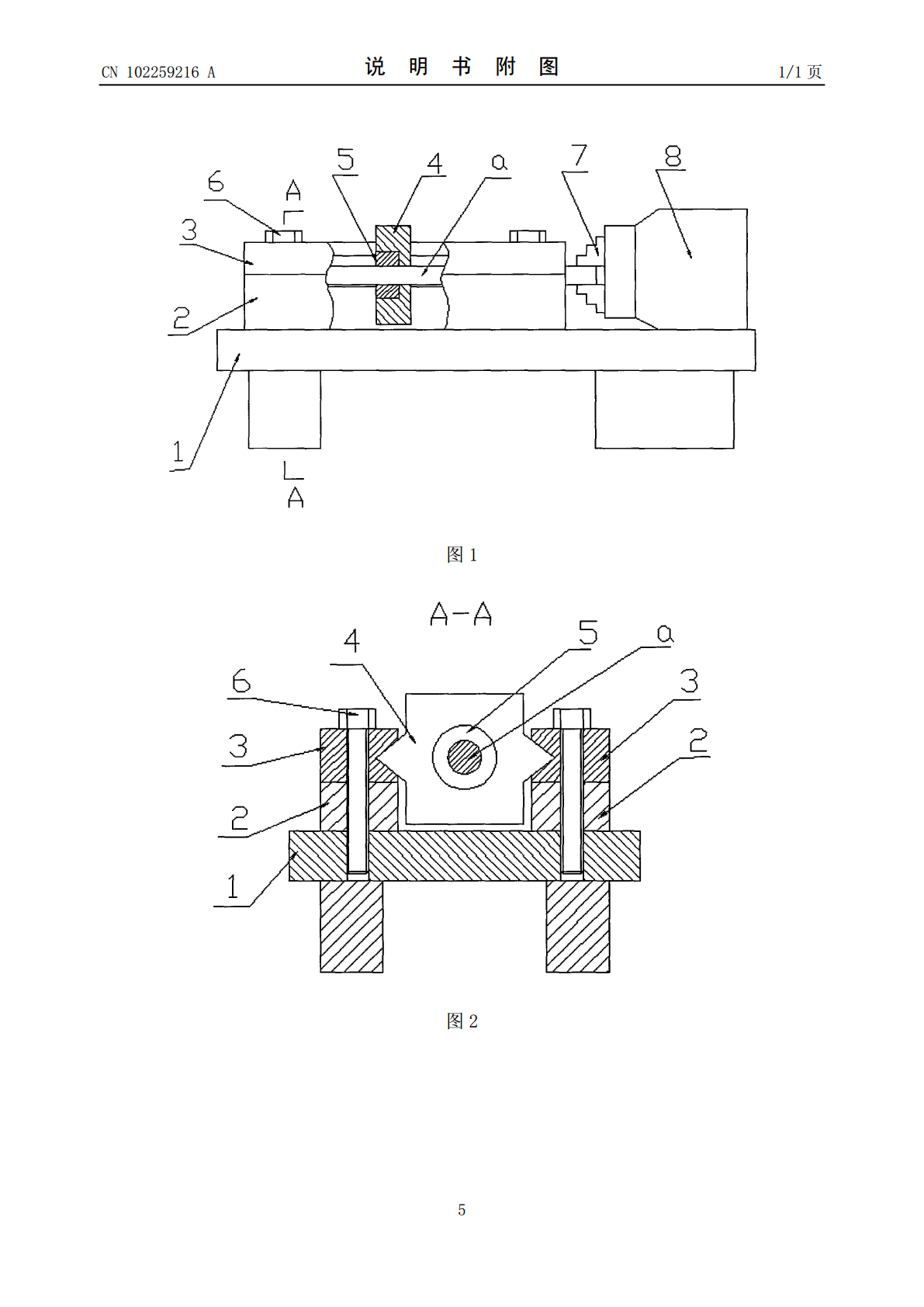
一种细长螺杆螺纹专用机床,它是由专用机床有一垫板,垫板安装在床身上面,垫板上安装有两个导轨,两个导轨上的v型槽相对平行,用紧固螺栓将垫板与导轨一起安装在床身的上面,调速电机安装连接在床身的上面,调速电机的旋转轴线与两个导轨的对称轴线相重合,卡盘与调速电机的输出轴安装连接在一起,导向块通过其突出的v型槽安装在两个导轨之间的v型槽内,螺纹板牙通过导向块上的盲孔与导向块安装在一起。
细长螺杆螺纹加工机床.pdf
本发明公布了一种细长螺杆螺纹加工机床。在床身上部,固定安装有垫板,在垫板上面固定安装导轨,通过紧固螺栓将垫板、导轨分别固定于床身的上面,在床身的上面一侧固定有齿轮箱,电机与齿轮箱固定安装连接,卡盘与齿轮箱的输出轴固定安装在一起,所述导轨间设有一个v型槽内,导向块通过其突出的v型筋安装在螺纹板牙通过导向块上的盲孔与导向块固定安装。开始工作时,首先将工件夹紧在卡盘中,将螺纹板牙的轴线与工件的轴线对正,开动调速电机,推动导向块使螺纹板牙与工件的一端接触,并稍为施压,接着导向块就在导轨的方向向右移动,直至将整个工

一种螺杆螺纹机床装置.pdf
一种螺杆螺纹机床装置,它是由机床有一垫板,垫板安装在床身上面,垫板上安装有两个导轨,两个导轨上的v型槽相对平行,用紧固螺栓将垫板与导轨一起安装在床身的上面,调速电机安装连接在床身的上面,调速电机的旋转轴线与两个导轨的对称轴线相重合,卡盘与调速电机的输出轴安装连接在一起,导向块通过其突出的v型槽安装在两个导轨之间的v型槽内,螺纹板牙通过导向块上的盲孔与导向块安装在一起。
一种清洗螺杆螺纹的机床.pdf
本发明涉及清洗设备技术领域,尤其是一种清洗螺杆螺纹的机床,包括机床本体,所述机床本体上从左到右依次固定有电机、清洗装置和螺杆位置调节装置,所述清洗装置包括钢丝毛刷和喷淋装置,所述钢丝毛刷可转动的安装在毛刷架上,所述电机通过皮带轮组合驱动所述钢丝毛刷转动,所述喷淋装置包括架设在钢丝毛刷上方的喷淋杆和喷淋头,所述喷淋装置通过软管与水泵连接;所述螺杆位置调节装置包括滑轨、滑块和安装支架,所述安装支架底部与滑块固定连接,所述滑块在第一手轮驱动装置的驱动下与滑轨滑动配合,待清洗的螺杆通过螺杆固定装置安装在安装支架的
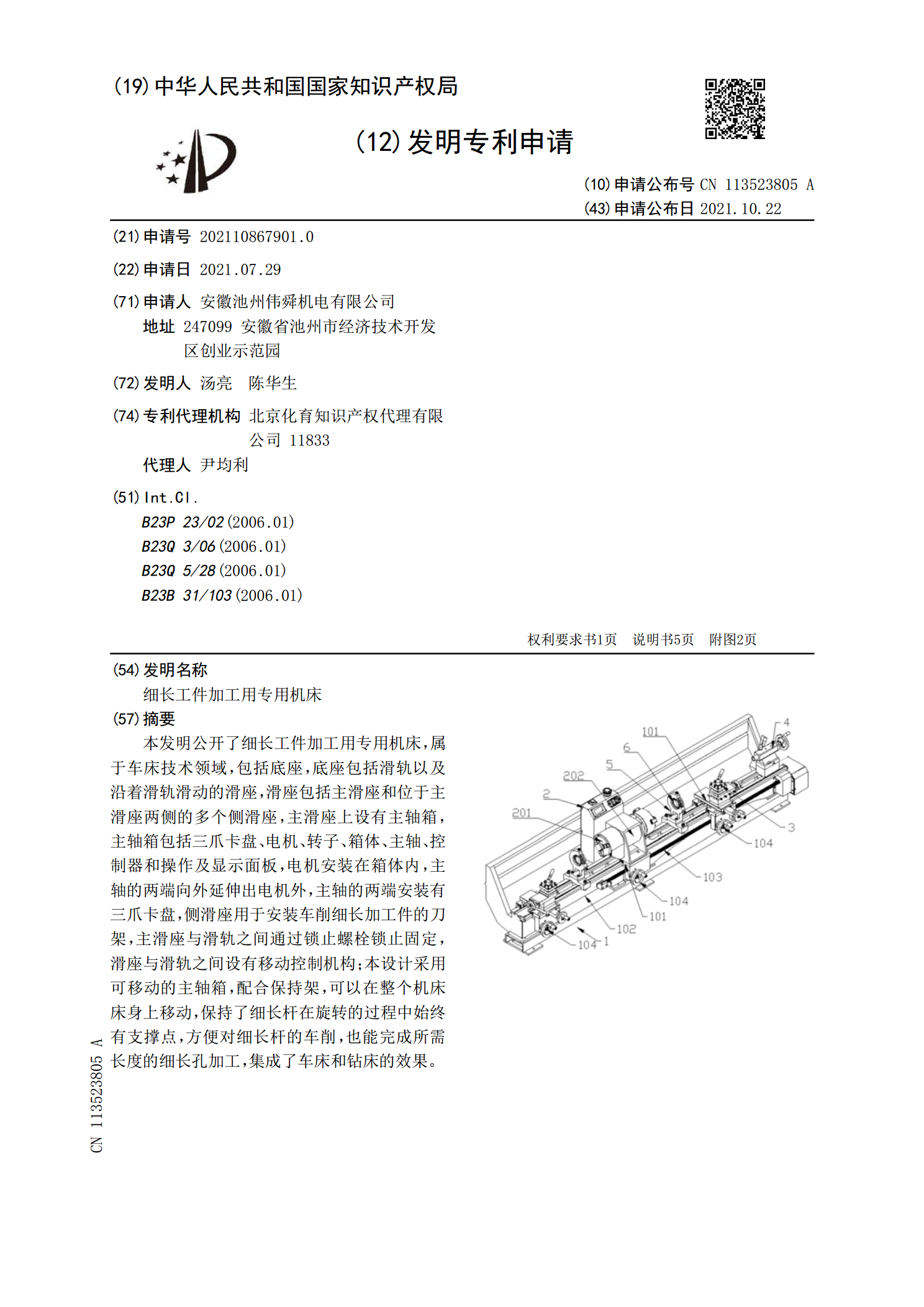
细长工件加工用专用机床.pdf
本发明公开了细长工件加工用专用机床,属于车床技术领域,包括底座,底座包括滑轨以及沿着滑轨滑动的滑座,滑座包括主滑座和位于主滑座两侧的多个侧滑座,主滑座上设有主轴箱,主轴箱包括三爪卡盘、电机、转子、箱体、主轴、控制器和操作及显示面板,电机安装在箱体内,主轴的两端向外延伸出电机外,主轴的两端安装有三爪卡盘,侧滑座用于安装车削细长加工件的刀架,主滑座与滑轨之间通过锁止螺栓锁止固定,滑座与滑轨之间设有移动控制机构;本设计采用可移动的主轴箱,配合保持架,可以在整个机床床身上移动,保持了细长杆在旋转的过程中始终有支撑