
细长螺杆螺纹加工机床.pdf

如灵****姐姐

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
细长螺杆螺纹加工机床.pdf
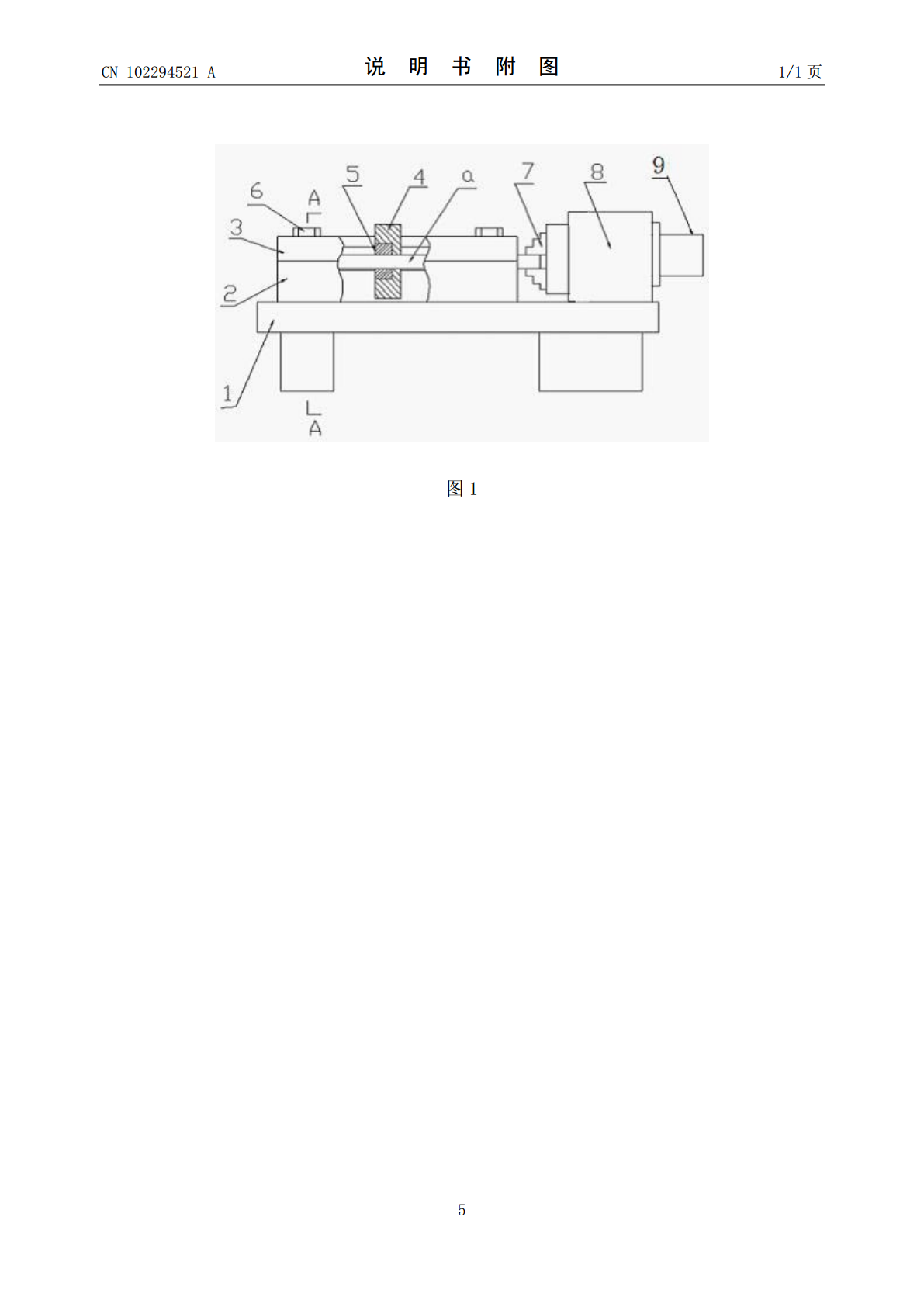
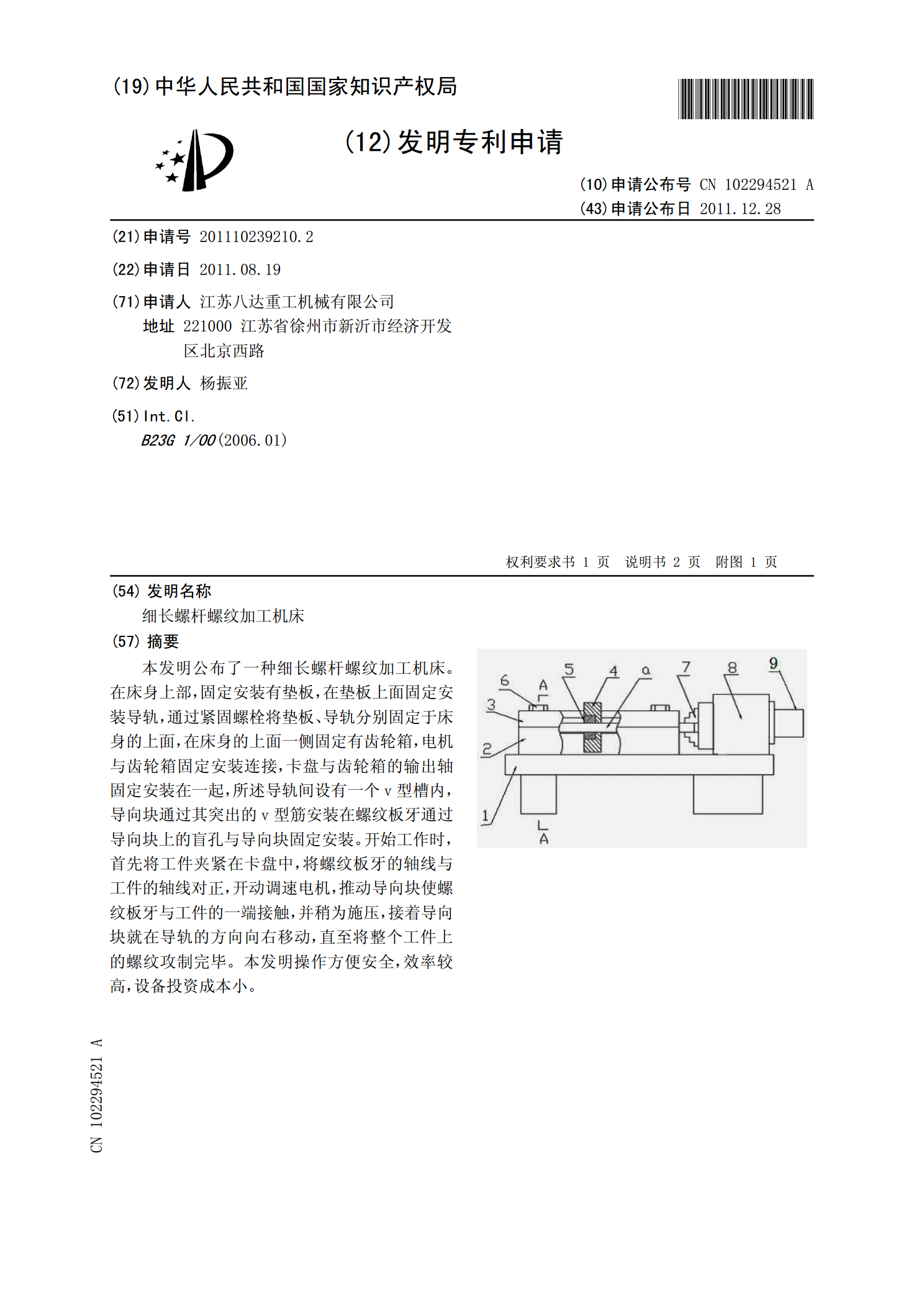
本发明公布了一种细长螺杆螺纹加工机床。在床身上部,固定安装有垫板,在垫板上面固定安装导轨,通过紧固螺栓将垫板、导轨分别固定于床身的上面,在床身的上面一侧固定有齿轮箱,电机与齿轮箱固定安装连接,卡盘与齿轮箱的输出轴固定安装在一起,所述导轨间设有一个v型槽内,导向块通过其突出的v型筋安装在螺纹板牙通过导向块上的盲孔与导向块固定安装。开始工作时,首先将工件夹紧在卡盘中,将螺纹板牙的轴线与工件的轴线对正,开动调速电机,推动导向块使螺纹板牙与工件的一端接触,并稍为施压,接着导向块就在导轨的方向向右移动,直至将整个工
一种细长螺杆螺纹专用机床.pdf
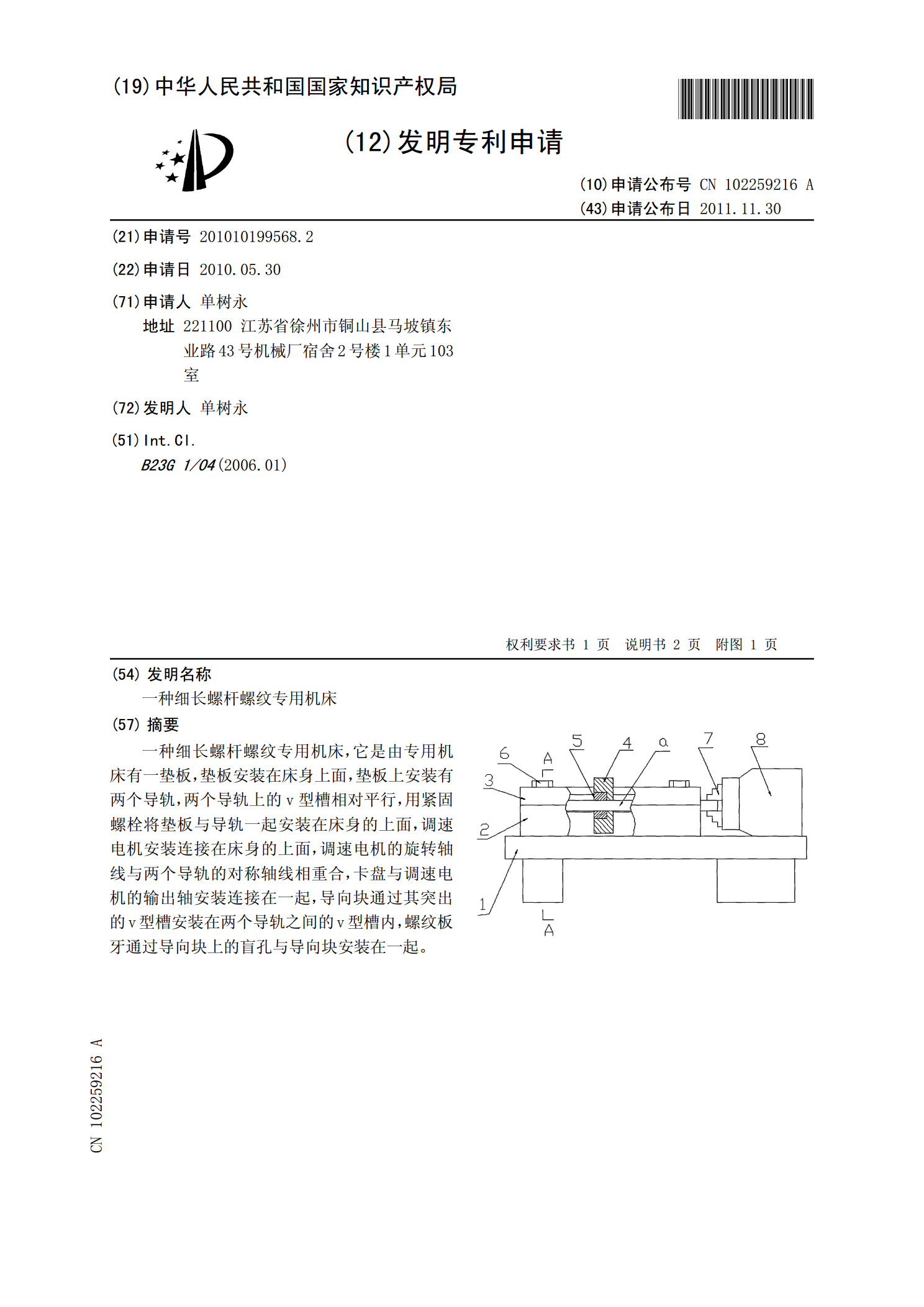
一种细长螺杆螺纹专用机床,它是由专用机床有一垫板,垫板安装在床身上面,垫板上安装有两个导轨,两个导轨上的v型槽相对平行,用紧固螺栓将垫板与导轨一起安装在床身的上面,调速电机安装连接在床身的上面,调速电机的旋转轴线与两个导轨的对称轴线相重合,卡盘与调速电机的输出轴安装连接在一起,导向块通过其突出的v型槽安装在两个导轨之间的v型槽内,螺纹板牙通过导向块上的盲孔与导向块安装在一起。

一种螺杆螺纹机床装置.pdf
一种螺杆螺纹机床装置,它是由机床有一垫板,垫板安装在床身上面,垫板上安装有两个导轨,两个导轨上的v型槽相对平行,用紧固螺栓将垫板与导轨一起安装在床身的上面,调速电机安装连接在床身的上面,调速电机的旋转轴线与两个导轨的对称轴线相重合,卡盘与调速电机的输出轴安装连接在一起,导向块通过其突出的v型槽安装在两个导轨之间的v型槽内,螺纹板牙通过导向块上的盲孔与导向块安装在一起。

超细长螺杆的放电加工工艺研究.docx
超细长螺杆的放电加工工艺研究超细长螺杆的放电加工工艺研究摘要:近年来,随着微电子、光电子等领域的不断发展,对超细长螺杆的需求日益增长。而超细长螺杆的制造过程中,放电加工技术起着重要的作用。本文以超细长螺杆的放电加工工艺为研究对象,探讨了放电加工过程中的主要问题以及优化方法,为超细长螺杆的制造提供了理论依据和工艺指导。关键词:超细长螺杆,放电加工,工艺研究1.引言超细长螺杆是一种在微电子、光电子等高科技领域中得到广泛应用的零部件。其制造过程中面临着许多挑战,其中之一就是放电加工工艺的研究。放电加工是以电蚀原

一种细长螺纹轴加工方法.pdf
本发明提供一种细长螺纹轴加工方法,包括以下步骤:a1、选料:材质为20Cr钢;a2、装夹;a3、选定位基准:车削两端面,打端面中心孔;a4、加工参数:选用YT15硬质合金,粗车保留2~3mm余量,转速600r/mim,吃刀量1.5mm,进给量0.35mm/r,半精车保留1~1.5mm余量,转速1000~2000r/mim,吃刀量1mm,进给量0.15mm/r,精车转速3000r/mim,吃刀量0.6mm,进给量0.08mm/r;a5、加工:根据加工参数和图纸进行粗车,半精车,搓丝;a6、热处理:车端面钻中