
齿形管柱冷锻成形方法及挤齿挤孔模具.pdf

一吃****春晓

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿形管柱冷锻成形方法及挤齿挤孔模具.pdf
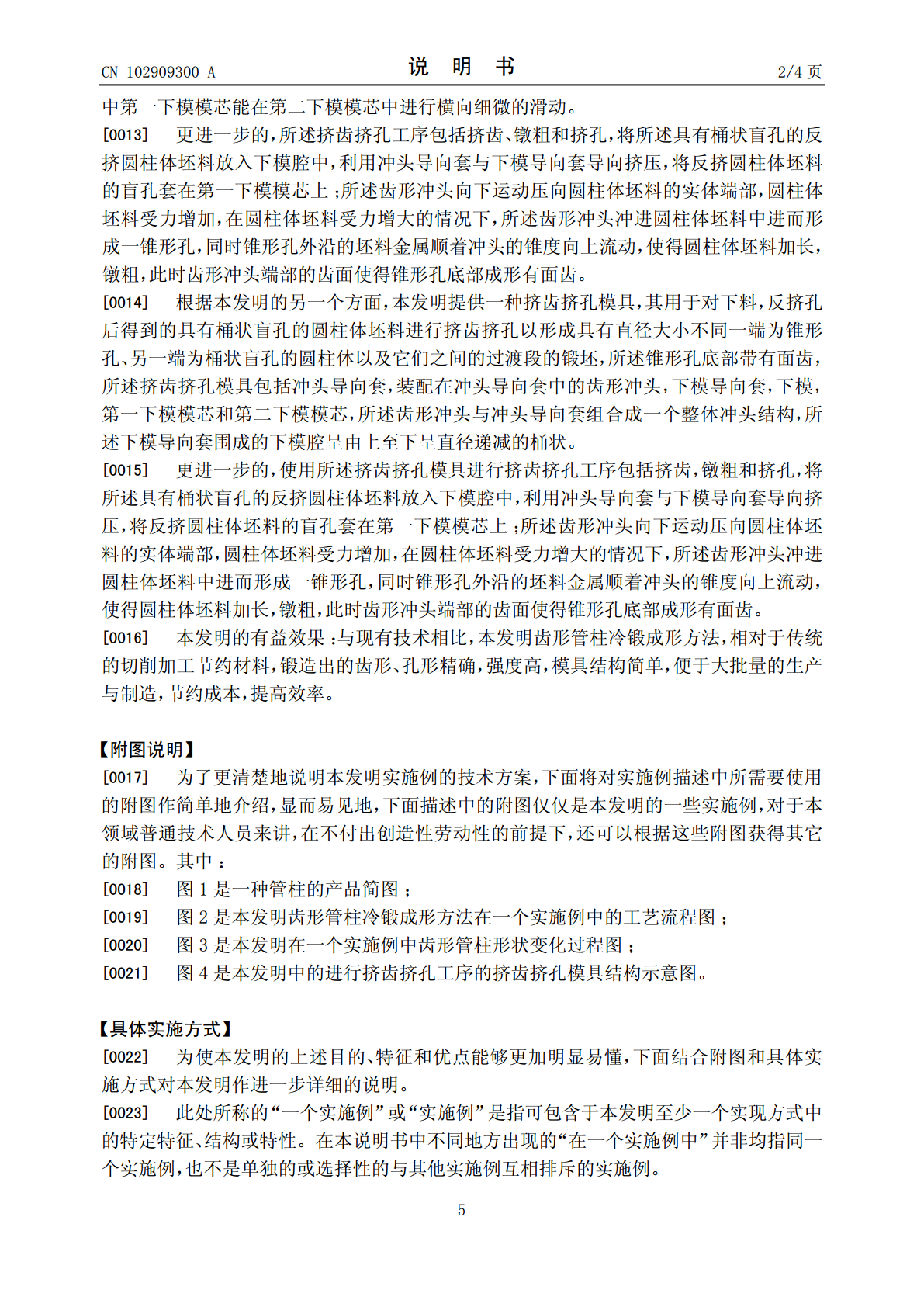
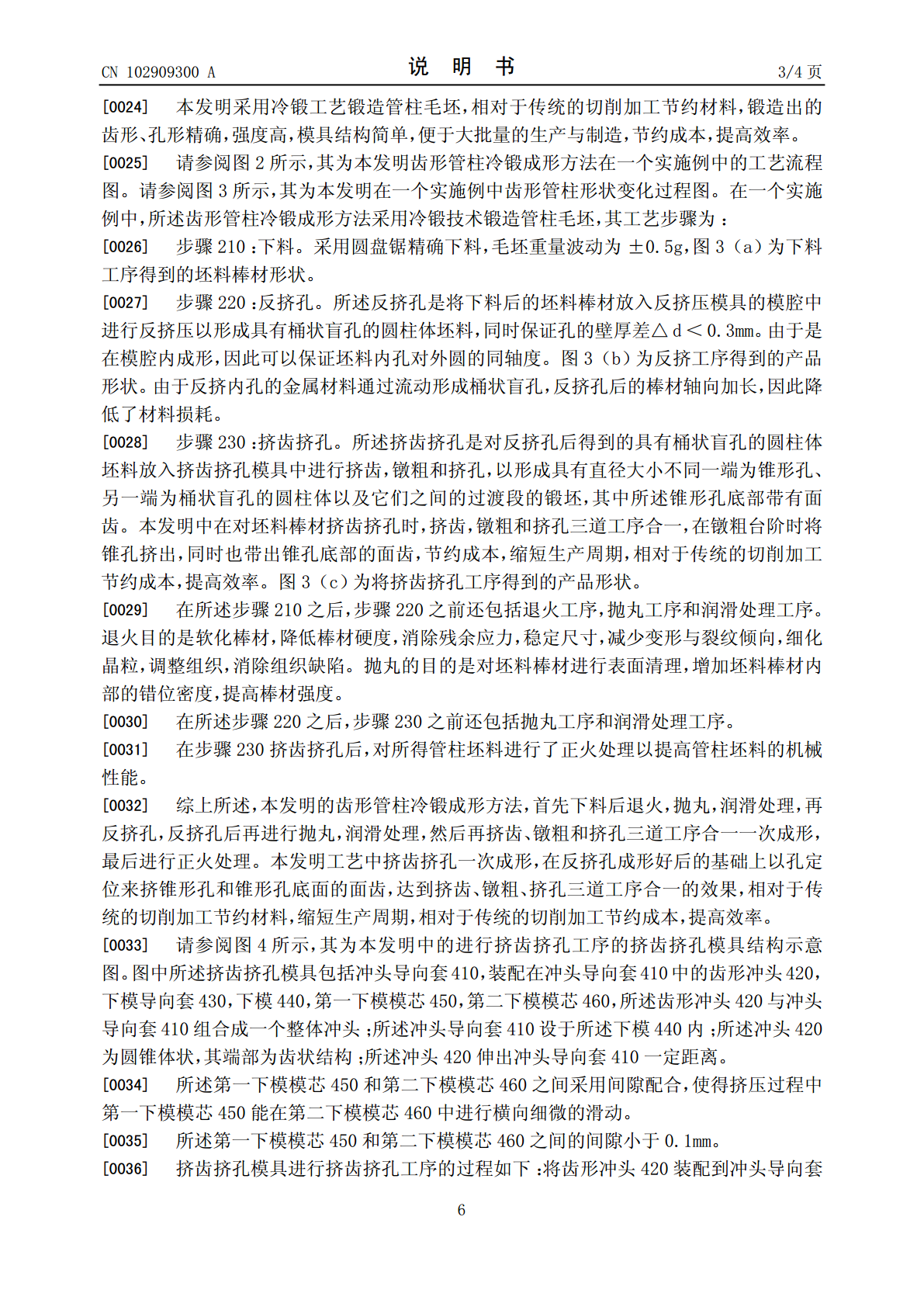
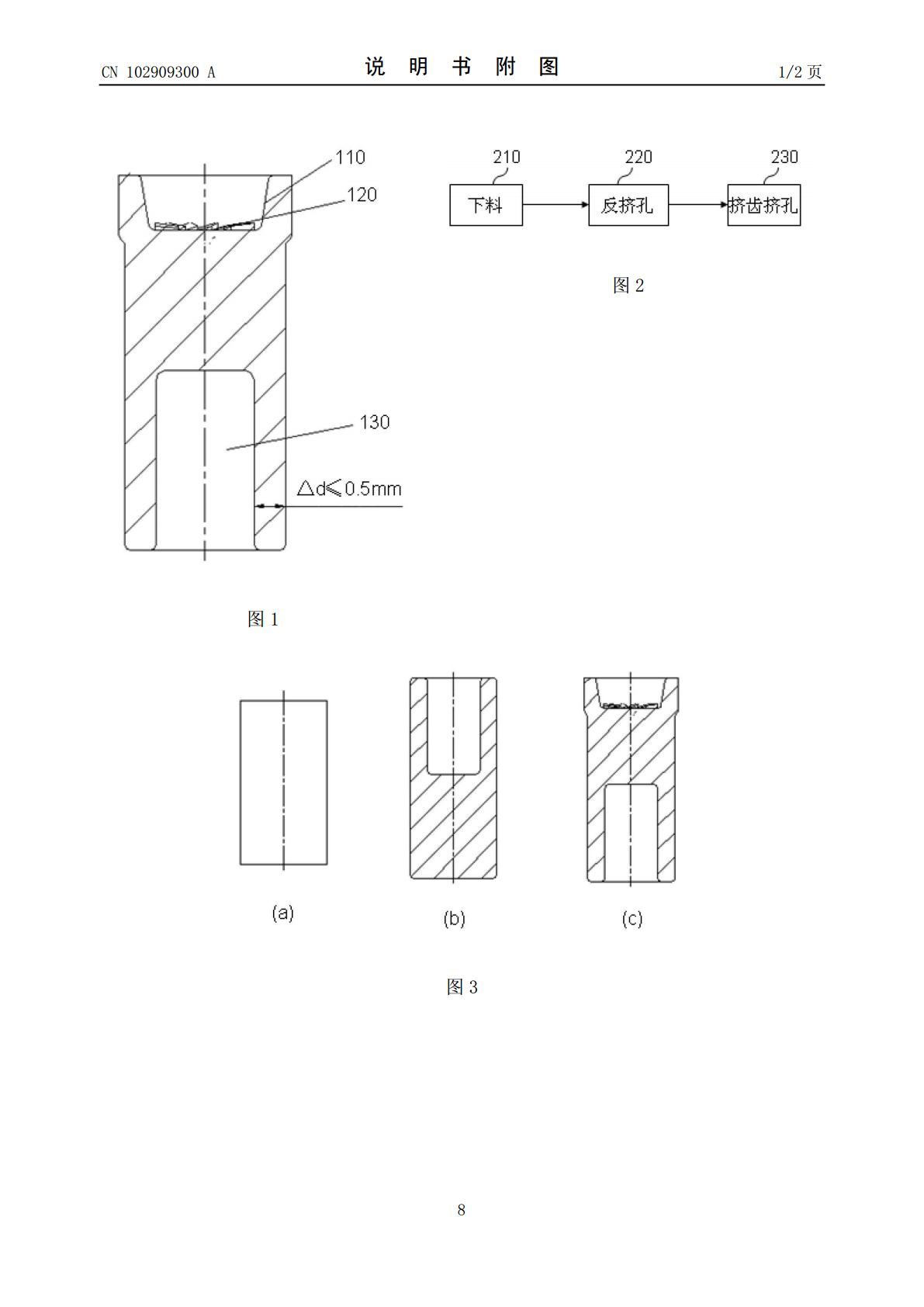
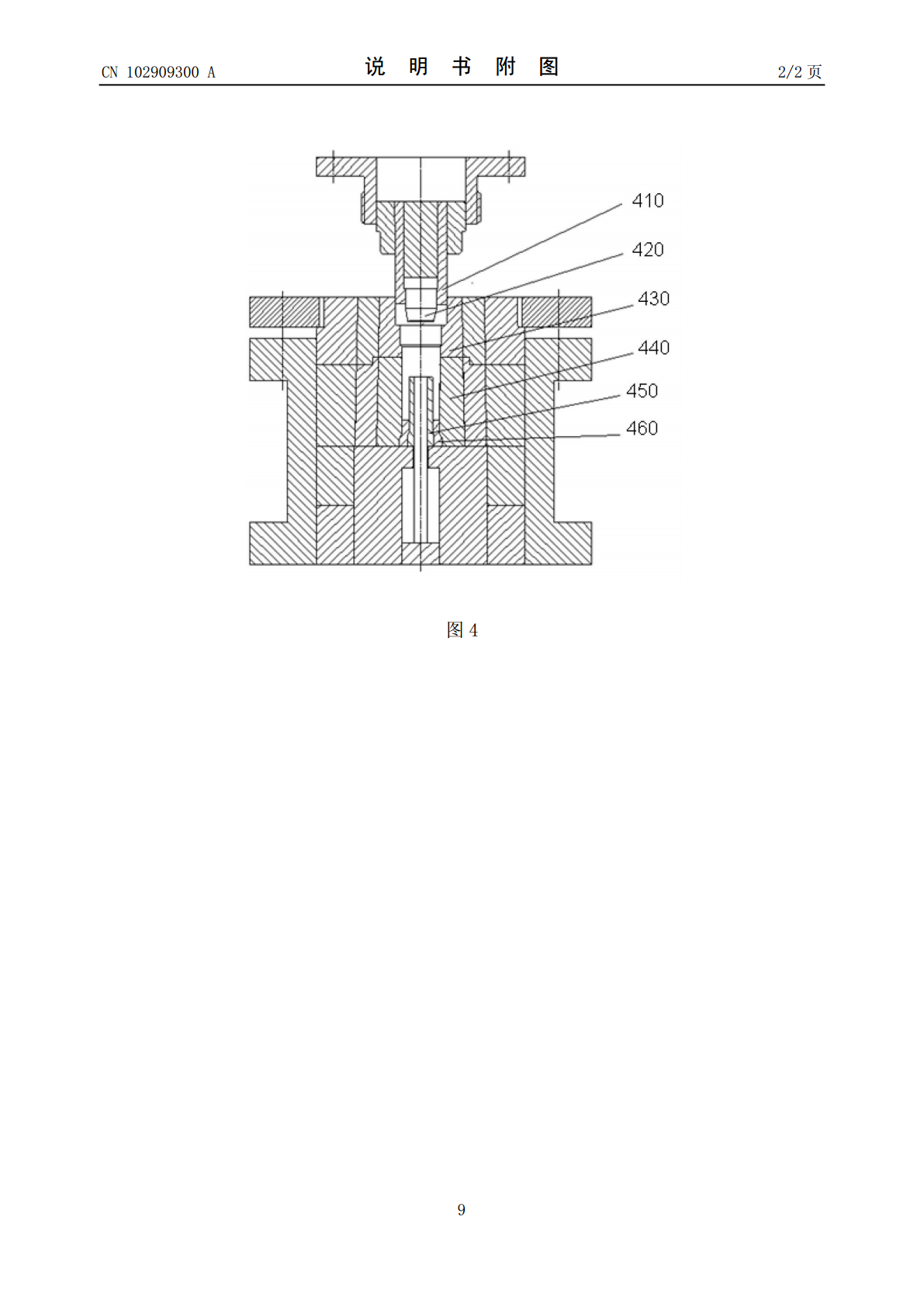
本发明提供一种齿形管柱冷锻成形方法,其包括下料,反挤孔,挤齿挤孔和正火处理,所述反挤孔是对下料后的毛坯进行反挤压以形成具有桶状盲孔的圆柱体坯料;所述挤齿挤孔将所述具有桶状盲孔的圆柱体坯料放入挤齿成形模具中,通过对所述具有桶状盲孔的圆柱体坯料的实体端进行挤齿、镦粗和挤孔一次成形以形成具有直径大小不同一端为锥形孔、另一端为桶状盲孔的圆柱体以及它们之间的过渡段的锻坯,所述锥形孔底部带有面齿。与现有技术相比,本发明采用冷锻工艺锻造管柱毛坯,相对于传统的切削加工节约材料,锻造出的齿形、孔形精确,强度高,模具结构简单
一种蓄能器罐体锻件冷锻成形工艺及反挤模具.pdf
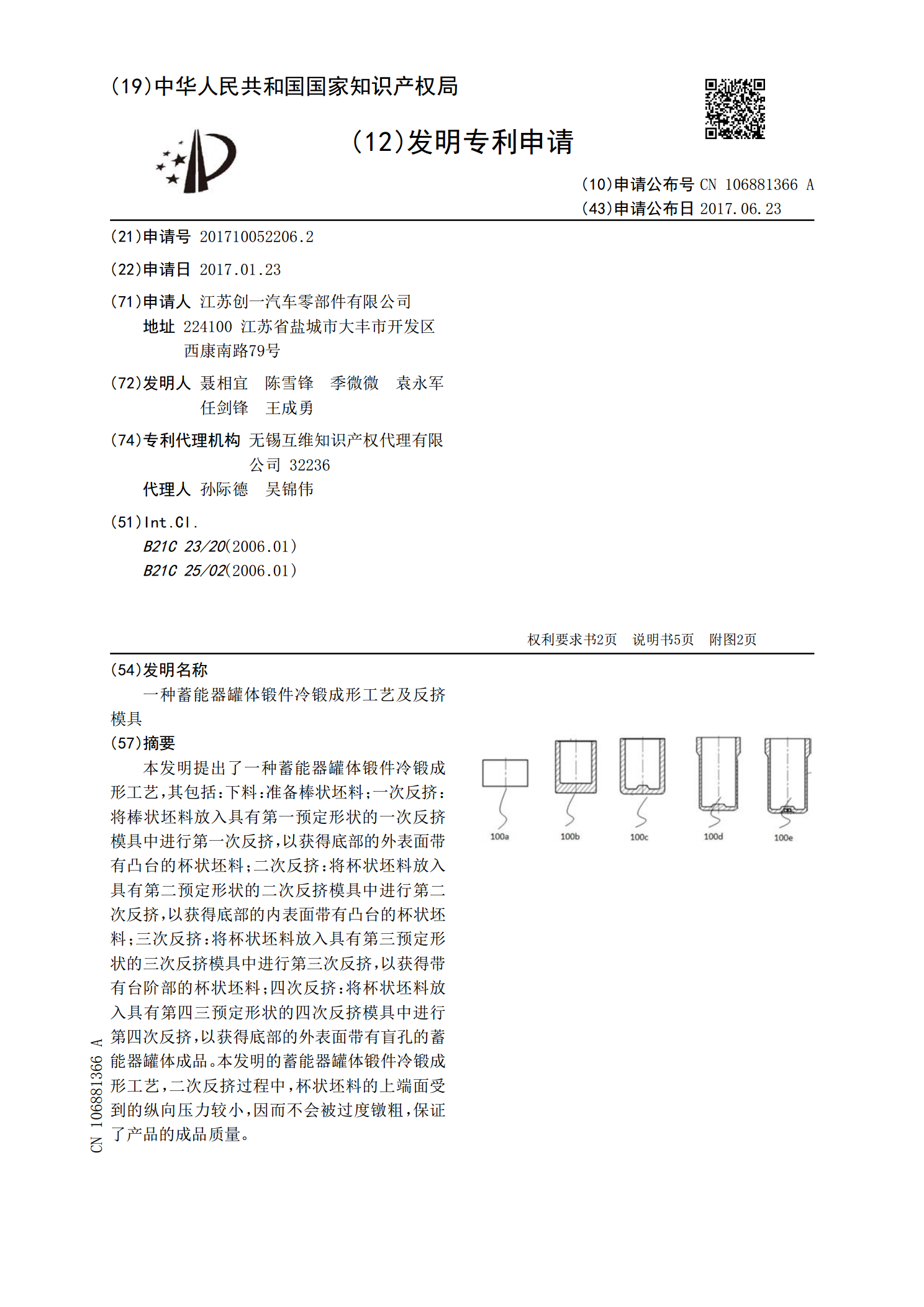
本发明提出了一种蓄能器罐体锻件冷锻成形工艺,其包括:下料:准备棒状坯料;一次反挤:将棒状坯料放入具有第一预定形状的一次反挤模具中进行第一次反挤,以获得底部的外表面带有凸台的杯状坯料;二次反挤:将杯状坯料放入具有第二预定形状的二次反挤模具中进行第二次反挤,以获得底部的内表面带有凸台的杯状坯料;三次反挤:将杯状坯料放入具有第三预定形状的三次反挤模具中进行第三次反挤,以获得带有台阶部的杯状坯料;四次反挤:将杯状坯料放入具有第四三预定形状的四次反挤模具中进行第四次反挤,以获得底部的外表面带有盲孔的蓄能器罐体成品。

内螺旋花键冷挤模具.pdf
本发明涉及一种内螺旋花键冷挤模具,包括上模及下模,所述上模包括上模座及安装在所述上模座内的花键凸模,所述下模包括下模座及固定在所述下模座内的下凹模,所述下凹模的下面设置有顶出机构;所述上模座内固定有凸模外套,所述凸模外套内可转动地安装有所述花键凸模。本发明中的凸模可作自由旋转运动,在挤压过程中凸模可随凸模螺旋线方向旋转从而挤压成型内螺旋线花键;本发明充分发挥冷挤技术完成对盲孔、半盲孔工艺结构的内螺旋花键工件的挤压成形,解决了切削加工无法完成的工艺结构,工艺简单,加工精度高。
180°冷挤弯头辊轮模具.pdf
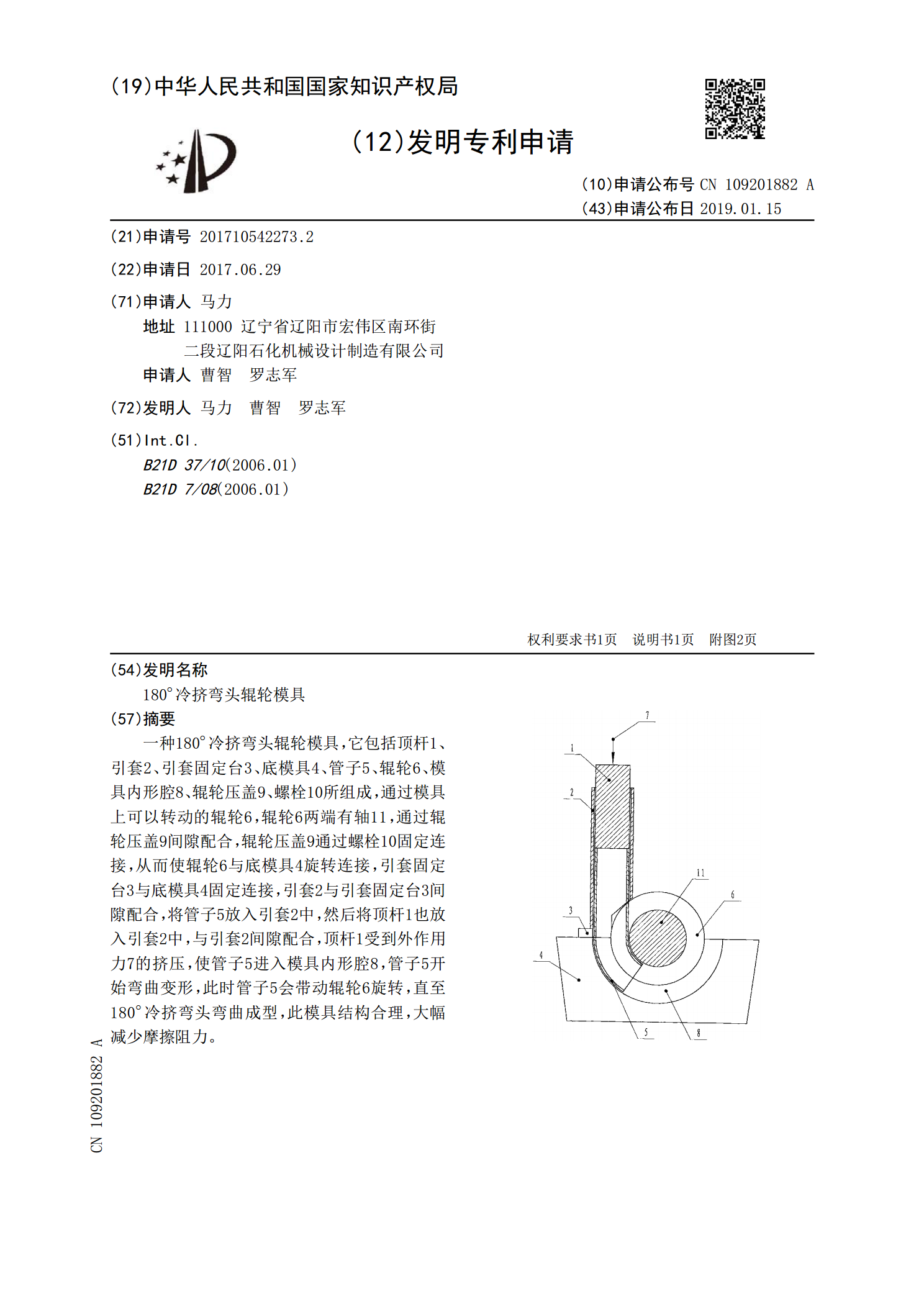
一种180°冷挤弯头辊轮模具,它包括顶杆1、引套2、引套固定台3、底模具4、管子5、辊轮6、模具内形腔8、辊轮压盖9、螺栓10所组成,通过模具上可以转动的辊轮6,辊轮6两端有轴11,通过辊轮压盖9间隙配合,辊轮压盖9通过螺栓10固定连接,从而使辊轮6与底模具4旋转连接,引套固定台3与底模具4固定连接,引套2与引套固定台3间隙配合,将管子5放入引套2中,然后将顶杆1也放入引套2中,与引套2间隙配合,顶杆1受到外作用力7的挤压,使管子5进入模具内形腔8,管子5开始弯曲变形,此时管子5会带动辊轮6旋转,直至18

螺旋锥齿轮精锻齿形模具高效铣齿加工方法.pdf
本发明提供一种螺旋锥齿轮精锻齿形模具高效铣齿加工方法,在加工方法所使用的机床中,刀盘驱动箱可在Y向滑台上绕X轴转动,刀盘驱动箱上的刀盘主轴轴线随刀盘驱动箱绕X轴相对于Y向滑台转动设定α角以形成刀倾角,使刀盘驱动箱上的刀盘在加工精锻模具齿形时避免切削非加工区域,刀盘主轴轴线在刀盘铣削加工精锻模具齿形时保持固定。通过计算设定刀盘驱动箱中刀盘主轴轴线绕X轴相对于Y向转动的角度可以在加工精锻模具齿形时避免切削非加工区域,这样就可以用铣齿加工螺旋锥齿轮的方法加工具有“内锥”的精锻齿形模具,能大幅度提高精锻齿形模具的