
连铸中间包热态再利用方法.pdf

佳晨****ng

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连铸中间包热态再利用方法.pdf
连铸中间包热态再利用方法,连铸生产中,浇次结束后,连铸中间包残余钢水停浇液面控制在180~220mm;中间包车到达残余钢水排放位,立即将浸入式水口端面以下部位打断,将浸入式水口和专用渣盆盖上的受钢孔对齐后,立即将塞棒开至最大,快速将中间包内残余钢水排入渣盆中;中间包残余钢水排放过程中,将塞棒移开中间包水口位置,随后对塞棒、中间包水口及其周围区域的残渣、残钢进行清理;在清理浸入式水口过程中,浸入式水口残余部分仍停留在中间包水口位置;水口清理完成后,装入盲板将残余浸入式水口推出;连铸浇次之间生产准备时间控制在
一种将废弃材料放入连铸中间包再利用的方法.pdf
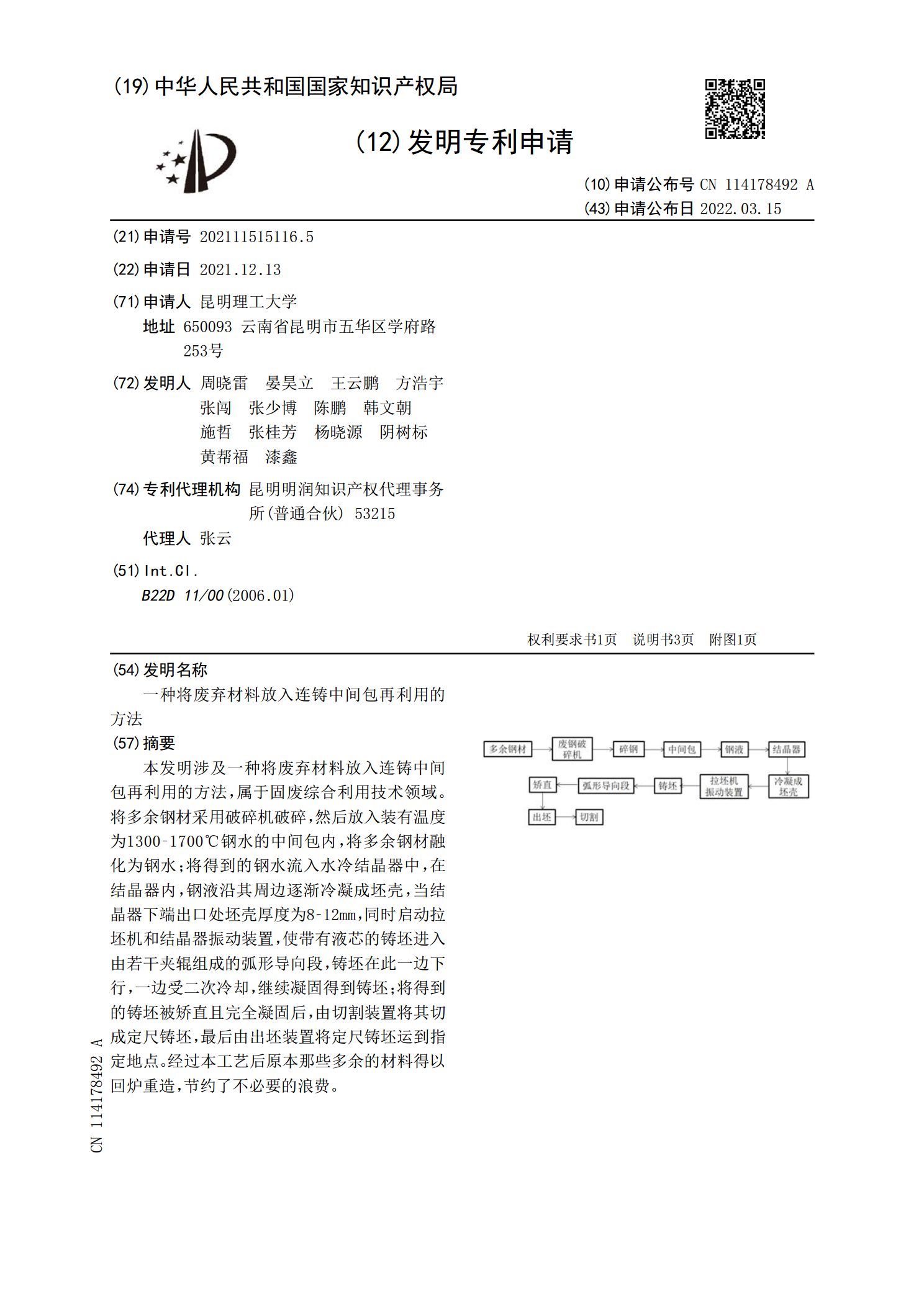
本发明涉及一种将废弃材料放入连铸中间包再利用的方法,属于固废综合利用技术领域。将多余钢材采用破碎机破碎,然后放入装有温度为1300‑1700℃钢水的中间包内,将多余钢材融化为钢水;将得到的钢水流入水冷结晶器中,在结晶器内,钢液沿其周边逐渐冷凝成坯壳,当结晶器下端出口处坯壳厚度为8‑12mm,同时启动拉坯机和结晶器振动装置,使带有液芯的铸坯进入由若干夹辊组成的弧形导向段,铸坯在此一边下行,一边受二次冷却,继续凝固得到铸坯;将得到的铸坯被矫直且完全凝固后,由切割装置将其切成定尺铸坯,最后由出坯装置将定尺铸坯运
一种连铸热态钢渣的处理方法.pdf
本发明公开了一种连铸热态钢渣的处理方法,应用于钢水冶炼工艺,所述的钢水冶炼流程为:电炉→LF炉→VD炉→连铸;该处理方法是将所述的连铸浇钢后剩下的热态精炼钢渣再回收到下一包钢水中,作为精炼渣进行循环利用。采用上述技术方案,在保证精炼钢水的质量的前提下,节约石灰、萤石等造渣物料,减少冶炼时间及电耗,降低电极、耐材等损耗、降低钢铁料消耗,从而降低生产成本;同时促进了精炼快速成渣,缩短了精炼处理周期,减轻了加热时电弧对钢包壁耐火材料的侵蚀,提高了钢包的寿命;减少了大包浇注完后热态钢渣对环境造成污染。

一种连铸中间包及其制造方法.pdf
本发明提供了一种连铸中间包及其制造方法。所述连铸中间包包括杯状包体和金属液出口,包体由外到内包括包壳、永久衬和工作衬,其中,金属液出口包括:水口座砖,中部设置有呈内径上小下大的上水口安装孔;上水口,其与水口座砖相配合,以确保将上水口安装在水口座砖中时,上水口的上表面与水口座砖的上表面平齐或水口座砖的上表面稍高于上水口的上表面;耐火密封圈,填充于上水口与包壳之间;耐火捣打料,设置在耐火密封圈和/或包壳的上方并填充在水口座砖与包体的间隙中。本发明能够解决上水口座砖渗钢等问题,且提高了上水口寿命,使得连铸中间包
一种连铸中间包砌筑方法.pdf
本发明涉及冶金领域,公开了一种连铸中间包砌筑方法,所述方法包括如下步骤:(1)检查中间包永久层是否完好,并对中间包永久层进行清理;(2)对清理后的中间永久层内壁进行测温;(3)对涂抹料进行检查,加水对涂抹料进行搅拌;(4)采用涂抹料涂抹中间包,涂抹时间不大于1.5小时;(5)对步骤(4)涂抹完成的中间包安装档渣墙、档渣坝、稳流器、浸入水口后涂抹包壁、冲击区、包底,自然养生后使用。本发明有效解决了现有技术中中间包掉料、裂纹、疏松缺陷,影响浇注钢水的纯净度的问题。