
加工盲孔状薄壁深孔零件的浮动镗刀.pdf

康平****ng

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

加工盲孔状薄壁深孔零件的浮动镗刀.pdf
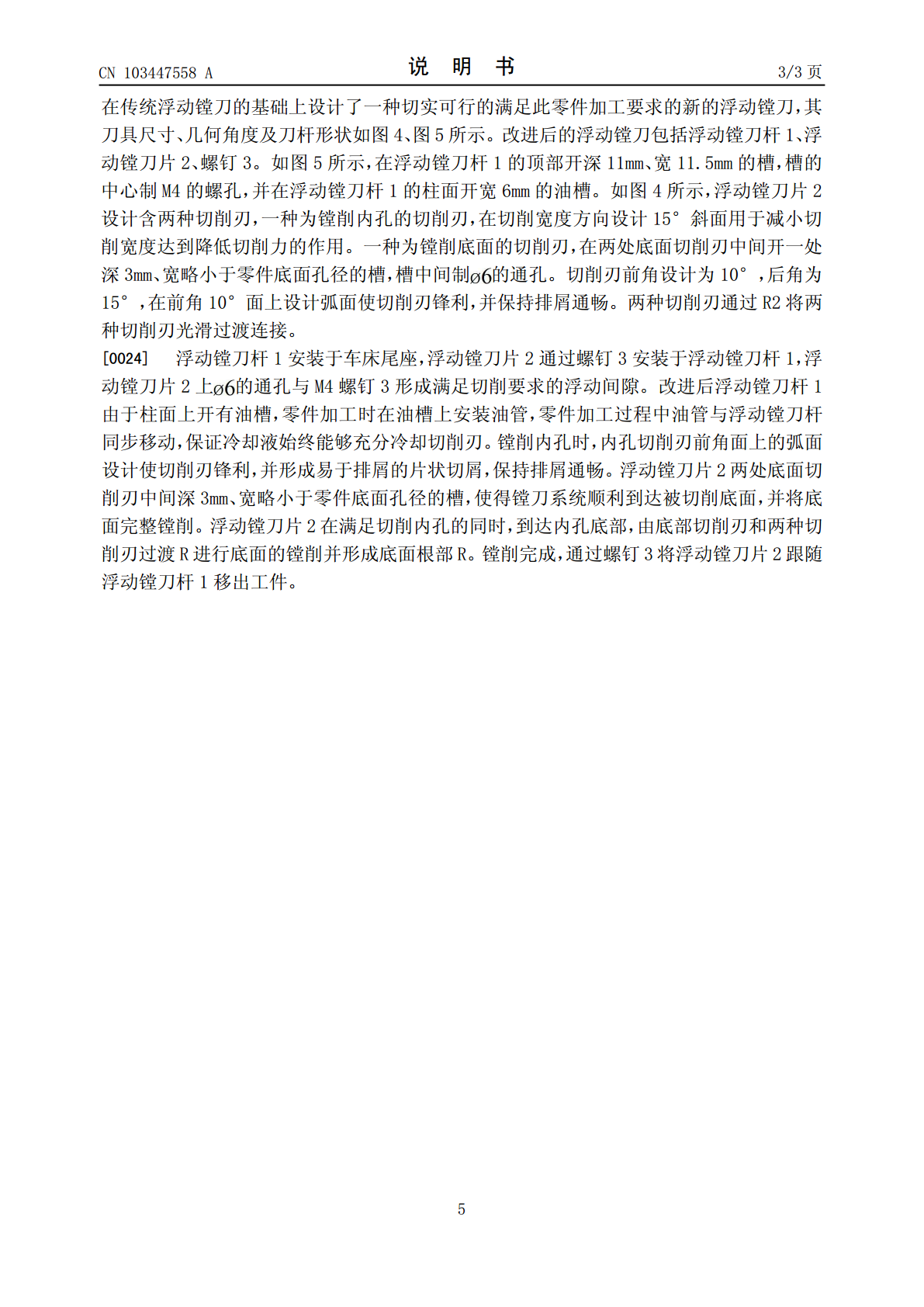
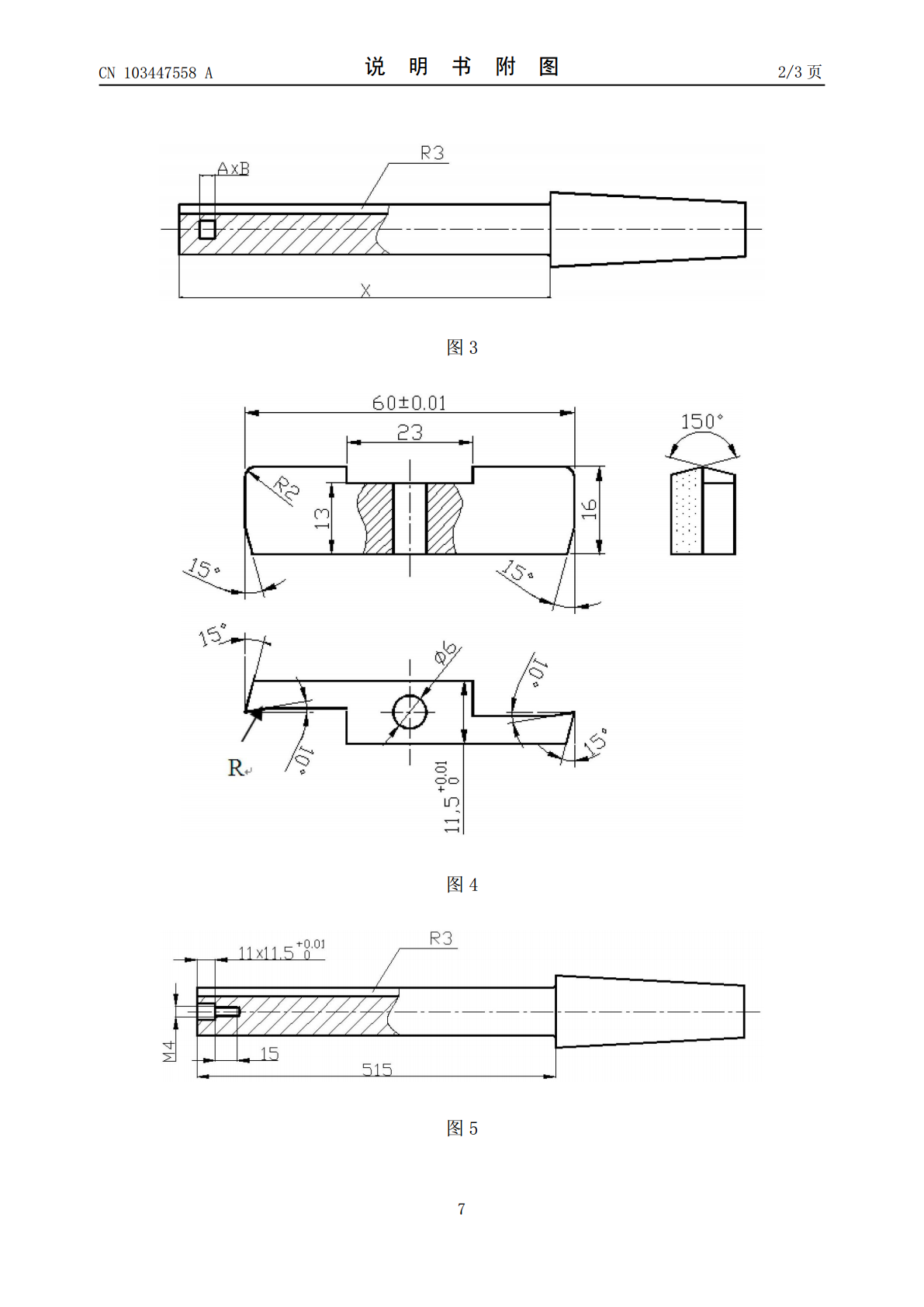
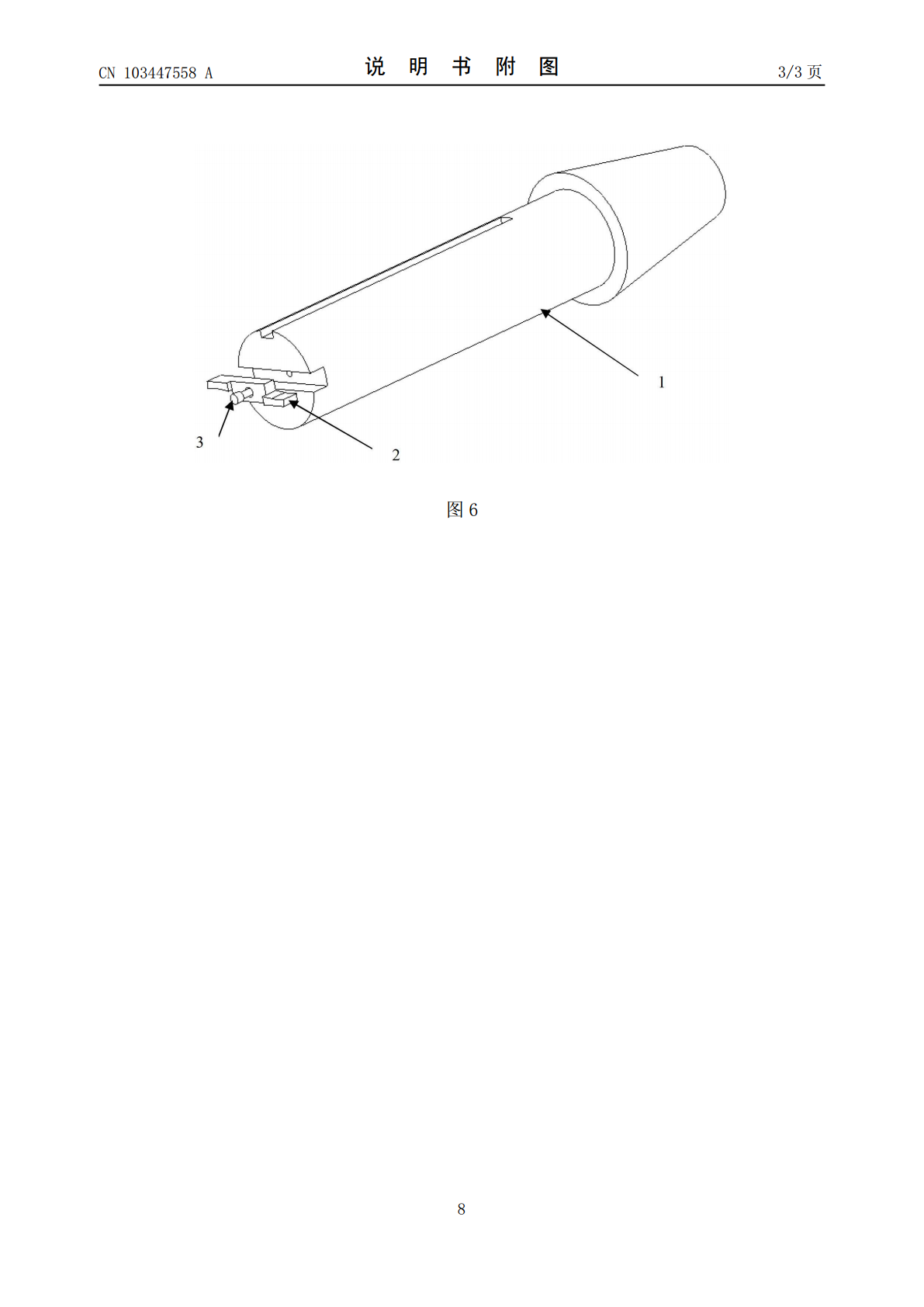
本发明提供一种加工盲孔状薄壁深孔零件的浮动镗刀,包括浮动镗刀杆、浮动镗刀片、以及螺钉,其中,所述浮动镗刀片设置有通孔,所述螺钉位于所述通孔内将所述浮动镗刀片安装于所述浮动镗刀杆,所述通孔与所述螺钉之间形成浮动间隙,所述浮动镗刀杆的柱面设置有油槽,所述油槽用于安装冷却液管。本发明灵活运用浮动镗削技术和原理,大大提高了产品的加工工艺性,稳定了零件加工质量和提高生产效率。
一种深盲孔镗刀.pdf
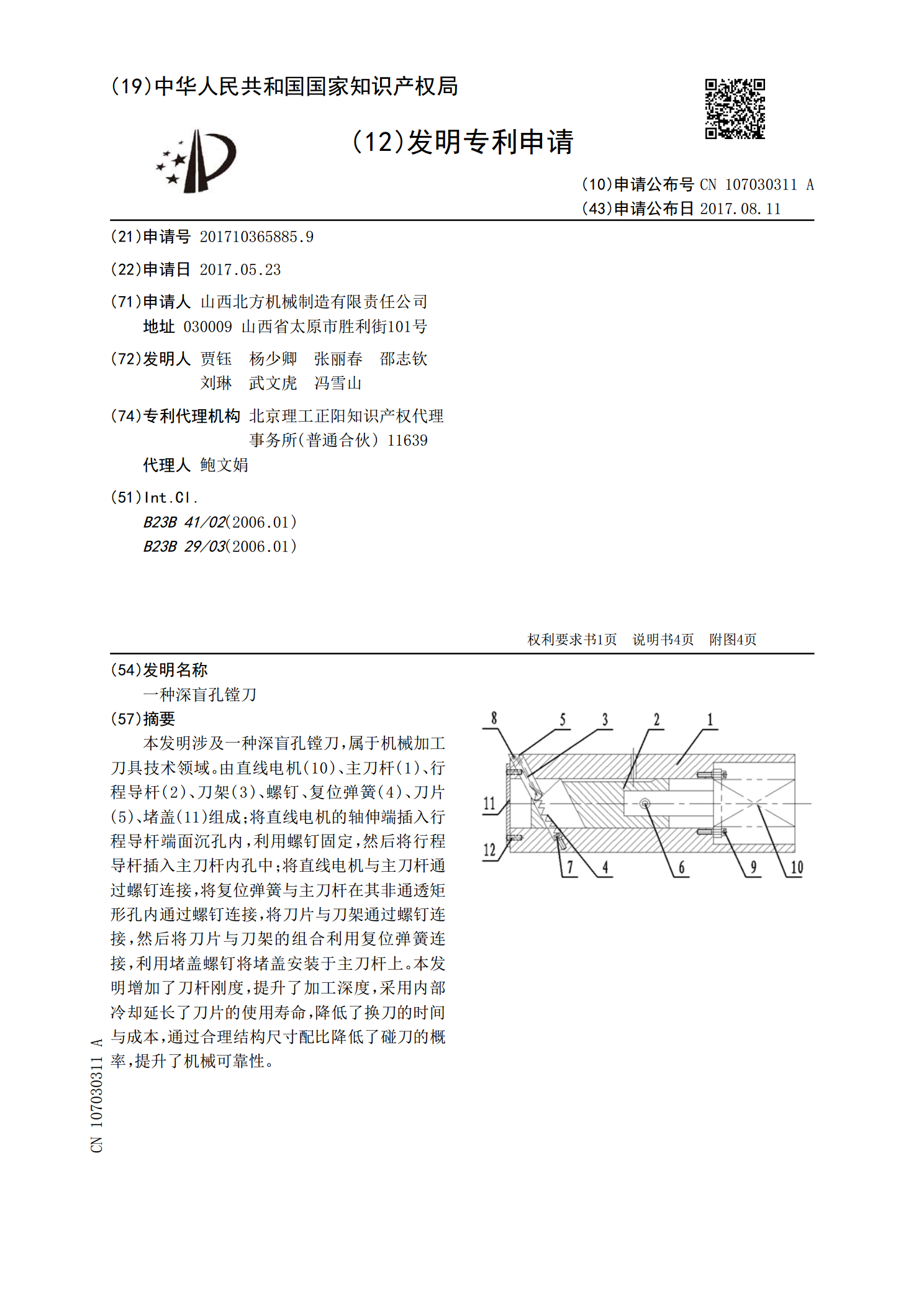
本发明涉及一种深盲孔镗刀,属于机械加工刀具技术领域。由直线电机(10)、主刀杆(1)、行程导杆(2)、刀架(3)、螺钉、复位弹簧(4)、刀片(5)、堵盖(11)组成;将直线电机的轴伸端插入行程导杆端面沉孔内,利用螺钉固定,然后将行程导杆插入主刀杆内孔中;将直线电机与主刀杆通过螺钉连接,将复位弹簧与主刀杆在其非通透矩形孔内通过螺钉连接,将刀片与刀架通过螺钉连接,然后将刀片与刀架的组合利用复位弹簧连接,利用堵盖螺钉将堵盖安装于主刀杆上。本发明增加了刀杆刚度,提升了加工深度,采用内部冷却延长了刀片的使用寿命,降

一种深孔加工镗刀.pdf
本发明公开了一种深孔加工镗刀,包括插入机床的锥柄、阶梯轴、镗杆和刀片;所述锥柄的下端设有阶梯轴;所述阶梯轴的下端设有镗杆;所述镗杆的下部装有刀片;所述阶梯轴的下端左右对称设有气缸;所述气缸下端连接有稳定块;所述气缸可以控制稳定块上下移动;所述阶梯轴上设有限位盘,用于托住气缸打开时的稳定块;所述限位盘的半径小于刀片的半径;本发明的深孔加工镗刀,由于镗杆上装有稳定块,通过气缸来控制稳定块的上下移动,在加工过程中能够减少镗杆发生的偏移,使得加工出来的孔的精度较好,提高了加工产品的质量。

单体液压支柱油缸加工工艺、夹具及深孔浮动镗刀设计.doc
理工科类本科生毕业设计(论文)开题报告论文(设计)题目单体液压支柱油缸加工工艺、夹具及深孔浮动镗刀设计作者所在系别机械工程作者所在专业机械设计制造及其自动化作者所在班级作者姓名作者学号3指导教师姓名指导教师职称教授完成时间2年月毕业设计(论文)开题报告学生姓名专业机械设计制造及其自动化班级指导教师姓名职称教授工作单位课题来源教师自拟课题课题性质应用设计课题名称单体液压支柱油缸加工工艺、夹具及深孔浮动镗刀设计本设计的科学依据(科学意义和应用前景,国内外研究概况,目前技术现状、水平和发展趋势等)
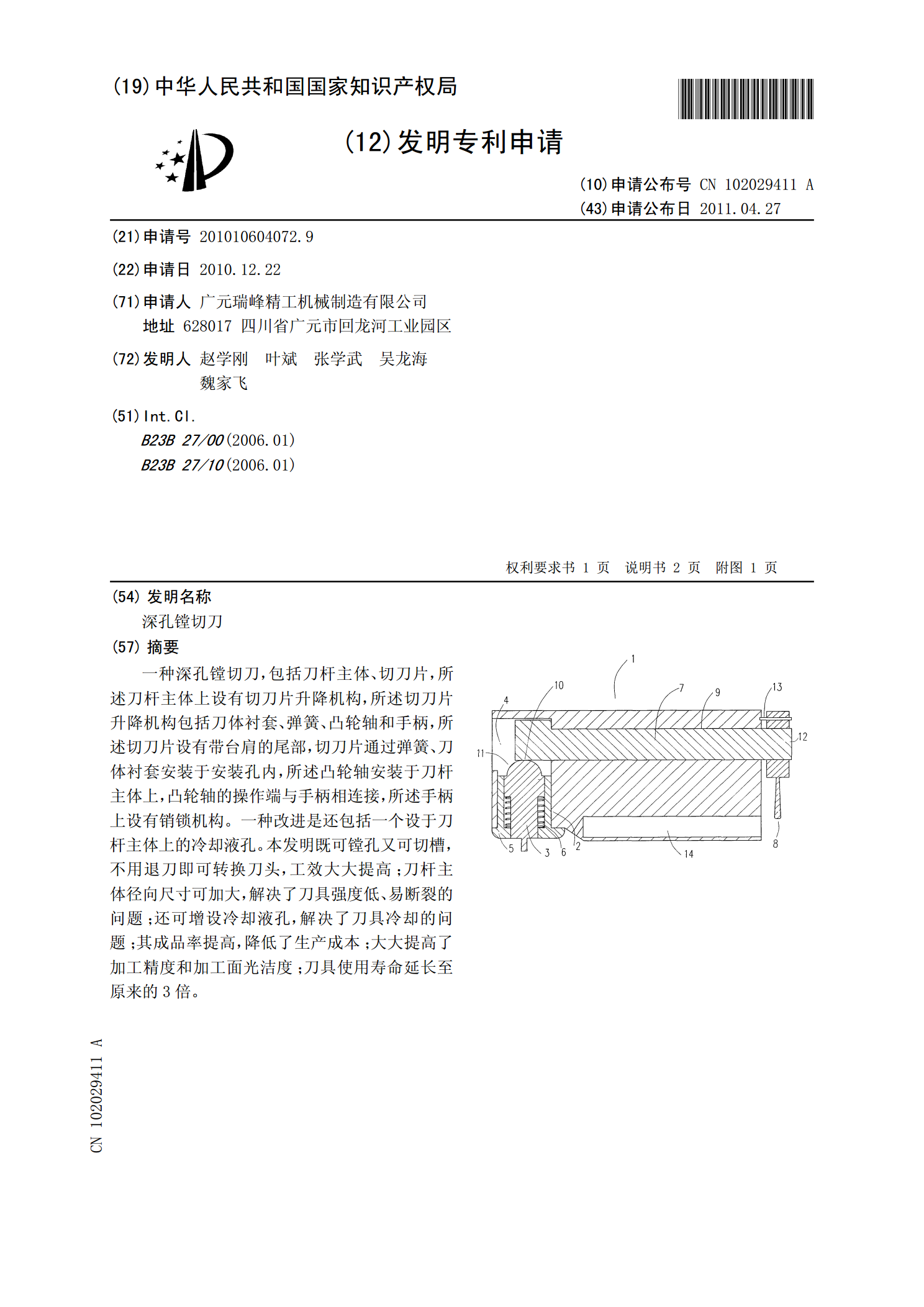
深孔镗切刀.pdf
一种深孔镗切刀,包括刀杆主体、切刀片,所述刀杆主体上设有切刀片升降机构,所述切刀片升降机构包括刀体衬套、弹簧、凸轮轴和手柄,所述切刀片设有带台肩的尾部,切刀片通过弹簧、刀体衬套安装于安装孔内,所述凸轮轴安装于刀杆主体上,凸轮轴的操作端与手柄相连接,所述手柄上设有销锁机构。一种改进是还包括一个设于刀杆主体上的冷却液孔。本发明既可镗孔又可切槽,不用退刀即可转换刀头,工效大大提高;刀杆主体径向尺寸可加大,解决了刀具强度低、易断裂的问题;还可增设冷却液孔,解决了刀具冷却的问题;其成品率提高,降低了生产成本;大大提