
圆柱形轴上加工径向通孔或径向盲孔的方法.pdf

兴朝****45

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
圆柱形轴上加工径向通孔或径向盲孔的方法.pdf
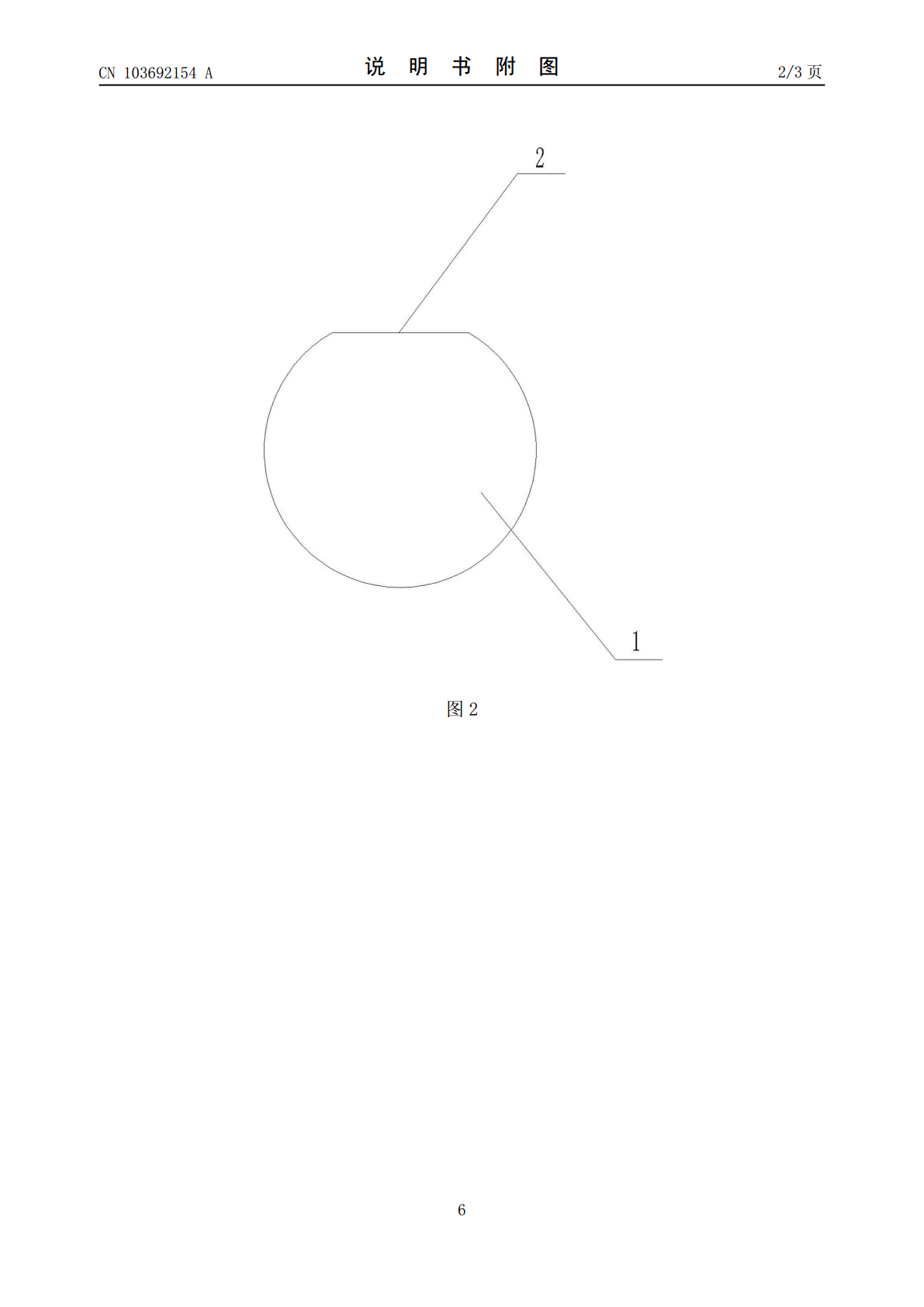
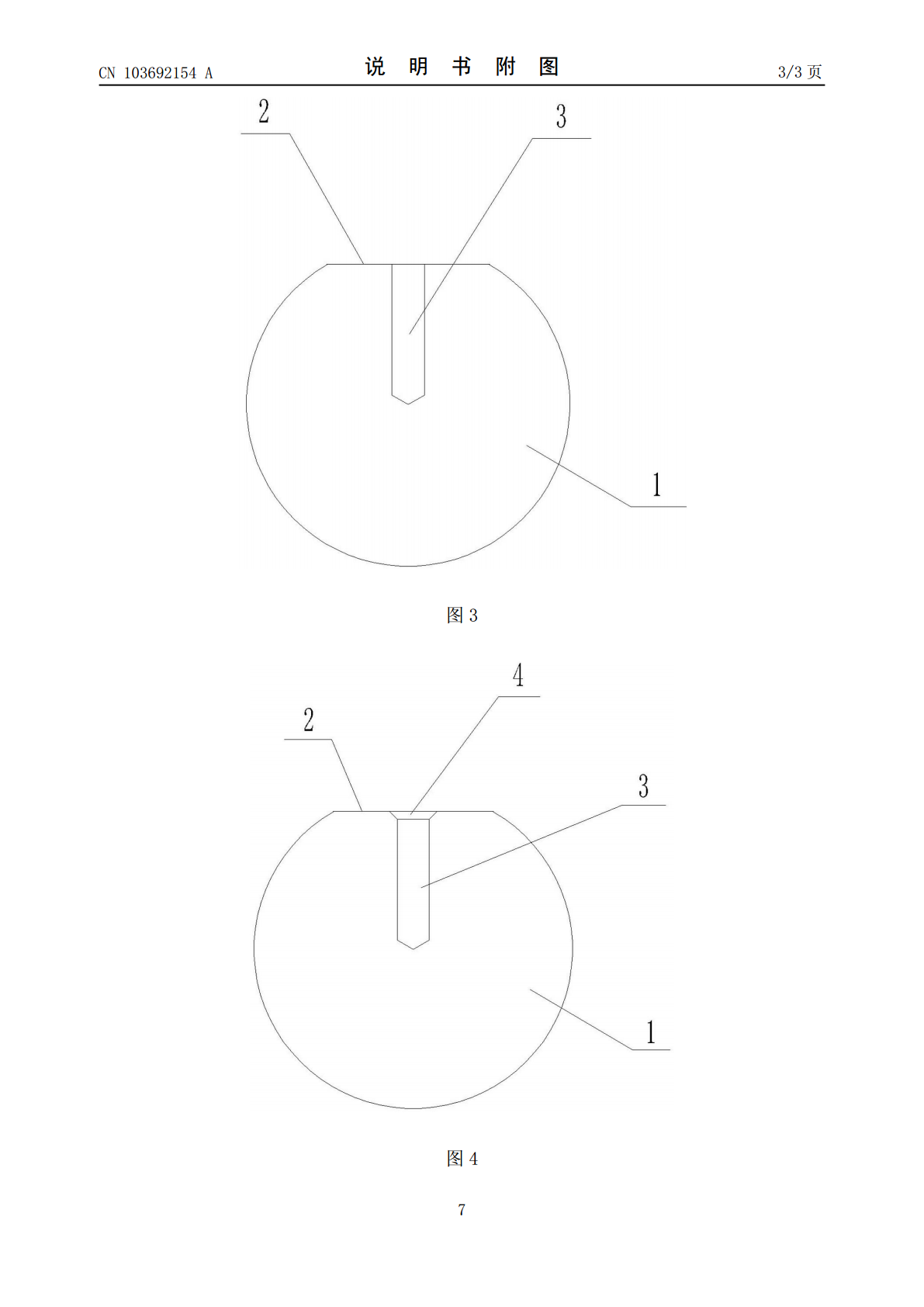
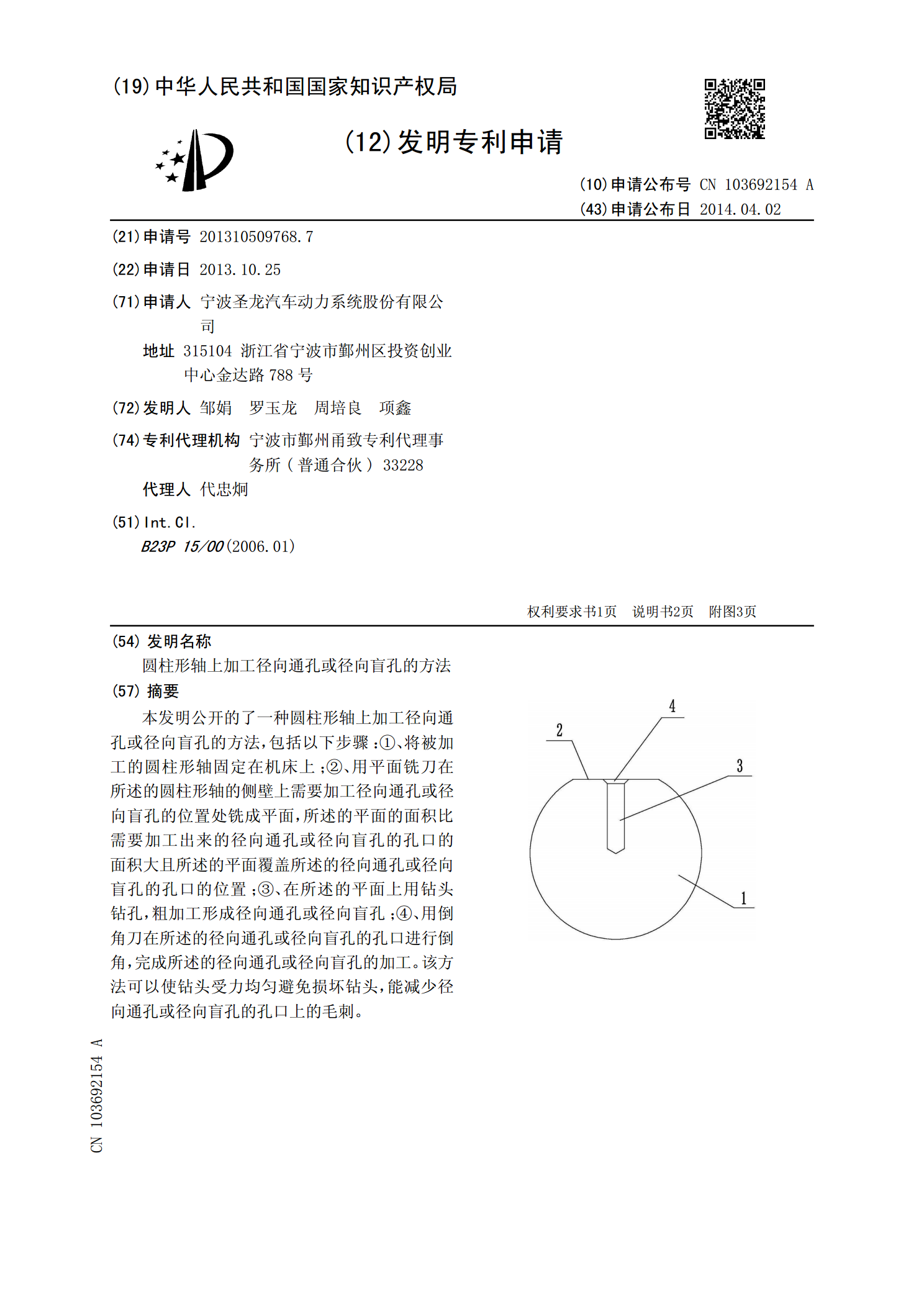
本发明公开的了一种圆柱形轴上加工径向通孔或径向盲孔的方法,包括以下步骤:①、将被加工的圆柱形轴固定在机床上;②、用平面铣刀在所述的圆柱形轴的侧壁上需要加工径向通孔或径向盲孔的位置处铣成平面,所述的平面的面积比需要加工出来的径向通孔或径向盲孔的孔口的面积大且所述的平面覆盖所述的径向通孔或径向盲孔的孔口的位置;③、在所述的平面上用钻头钻孔,粗加工形成径向通孔或径向盲孔;④、用倒角刀在所述的径向通孔或径向盲孔的孔口进行倒角,完成所述的径向通孔或径向盲孔的加工。该方法可以使钻头受力均匀避免损坏钻头,能减少径向通孔
一种轴承径向盲孔加工工艺.pdf
本发明公开了一种轴承径向盲孔加工工艺,包括以下步骤:轴承输送至钻孔工位,钻孔工位的上夹持头和下夹持头夹持固定住轴承;打孔钻头沿轴承的径向由轴承的外侧向轴承的内侧进行钻孔,上夹持头和上夹持头定时带动轴承旋转一定的角度,直至全部径向通孔加工完毕;轴承运动至堵孔工位,堵孔工位的上夹持头和下夹持头夹持固定住轴承;攻丝钻头沿轴承的径向对轴承径向通孔的外端内侧加工内螺纹,轴承旋转一定的角度,已加工的螺孔则对着电动起子,电动起子将外螺纹堵头旋拧到螺孔中;直至全部径向盲孔加工完毕;轴承运离堵孔工位。本发明能够连续在线完成

缸体类内壁径向盲孔钻.pdf
本发明公开了一种缸体类内壁径向盲孔钻,解决的技术问题:针对背景技术中提及的现有对于缸体内壁上的径向盲孔的加工还比较困难,主要是采用由外侧开放式加工后堵焊的方法进行,也可以采用电火花加工等方法进行,但电火花加工等存在效率低,精度差等局限性,当孔径较小时,加工更为困难的技术问题。采取的技术方案,一种缸体类内壁径向盲孔钻,包括底座、滑块部、横杆部和钻头部,滑块部设置在底座的一端,横杆部水平设置且位于底座上方,横杆部一端连接滑块部,横杆部另一端连接钻头部。优点:本缸体类内壁径向盲孔钻,钻头部结构简单,使得钻头部及
输入轴毂盲孔花键加工方法.pdf
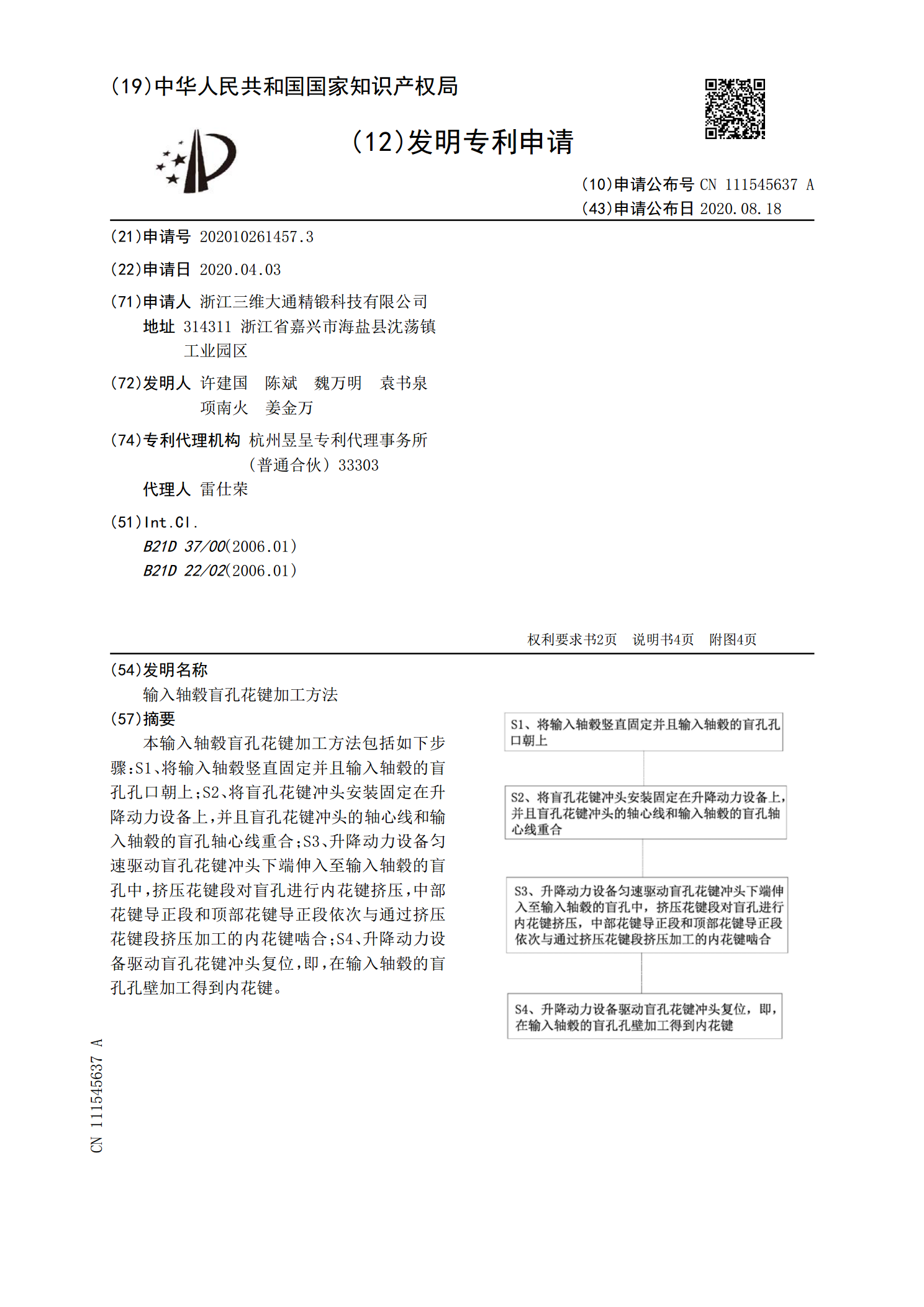
本输入轴毂盲孔花键加工方法包括如下步骤:S1、将输入轴毂竖直固定并且输入轴毂的盲孔孔口朝上;S2、将盲孔花键冲头安装固定在升降动力设备上,并且盲孔花键冲头的轴心线和输入轴毂的盲孔轴心线重合;S3、升降动力设备匀速驱动盲孔花键冲头下端伸入至输入轴毂的盲孔中,挤压花键段对盲孔进行内花键挤压,中部花键导正段和顶部花键导正段依次与通过挤压花键段挤压加工的内花键啮合;S4、升降动力设备驱动盲孔花键冲头复位,即,在输入轴毂的盲孔孔壁加工得到内花键。

曲面上非径向孔加工工艺的研究.docx
曲面上非径向孔加工工艺的研究曲面上非径向孔加工工艺的研究摘要:曲面上的非径向孔加工是现代制造工艺中的重要环节。本文对曲面上非径向孔加工工艺的研究进行了探讨,并对典型的曲面上非径向孔加工方法进行了分析和比较。通过研究发现,曲面上非径向孔加工具有精度高、效率高、适用范围广等优点。同时,还存在着加工难度大、加工质量控制困难等问题。通过优化工艺参数,结合先进的加工设备和辅助工具,可以改善曲面上非径向孔加工的效果,并提高加工质量。关键词:曲面上非径向孔加工、工艺研究、优化、加工质量1.引言曲面上非径向孔加工是指在曲