
一种工装中锥销的安装与取出方法.pdf

宜欣****外呢


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种工装中锥销的安装与取出方法.pdf
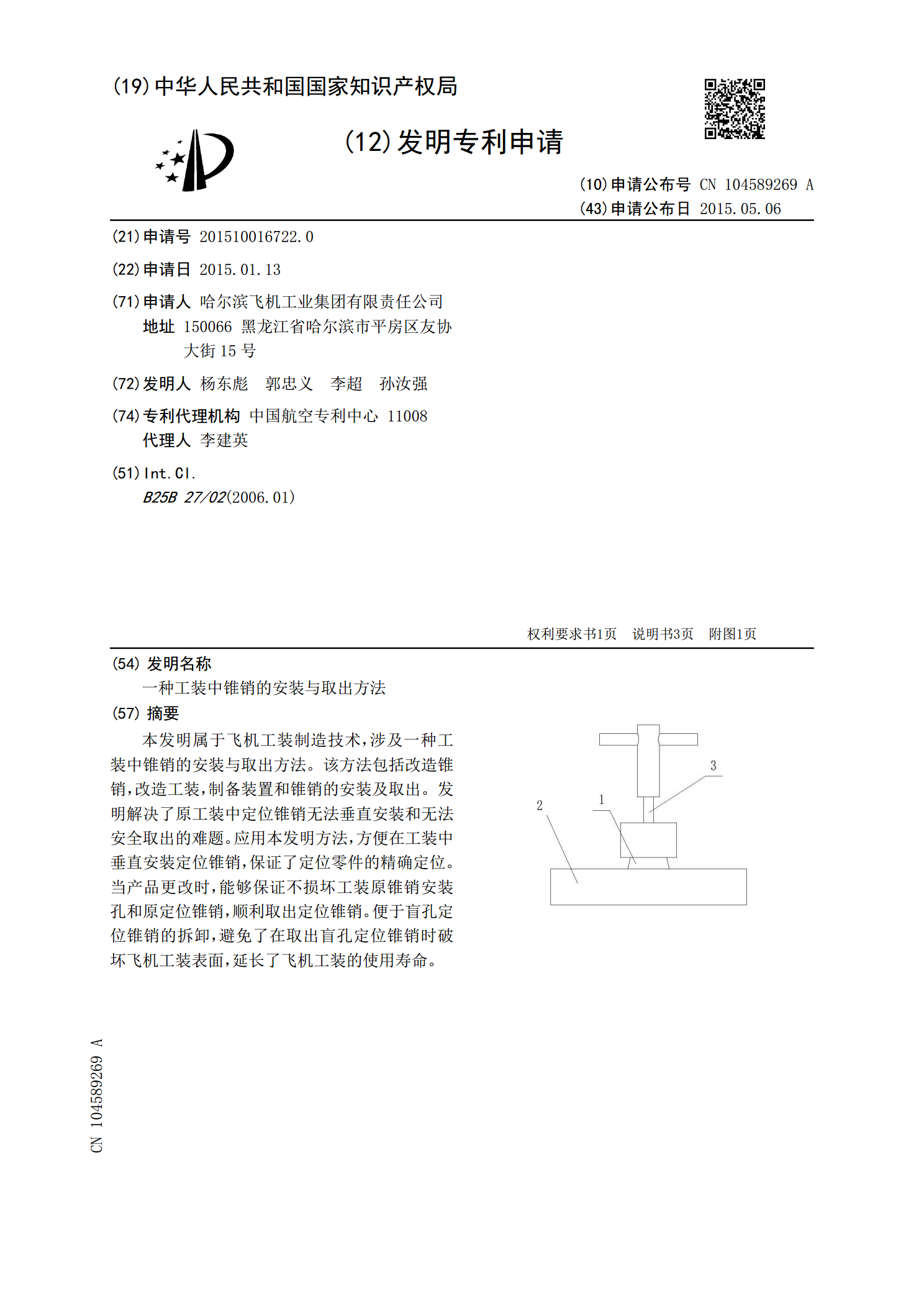
本发明属于飞机工装制造技术,涉及一种工装中锥销的安装与取出方法。该方法包括改造锥销,改造工装,制备装置和锥销的安装及取出。发明解决了原工装中定位锥销无法垂直安装和无法安全取出的难题。应用本发明方法,方便在工装中垂直安装定位锥销,保证了定位零件的精确定位。当产品更改时,能够保证不损坏工装原锥销安装孔和原定位锥销,顺利取出定位锥销。便于盲孔定位锥销的拆卸,避免了在取出盲孔定位锥销时破坏飞机工装表面,延长了飞机工装的使用寿命。

一种引导轮偏心锥销夹具的工装.pdf
本发明公开了一种引导轮偏心锥销夹具的工装,涉及夹具的工装技术领域。本发明包括固定块,固定块顶部开设有第一倾斜角度面、第二倾斜角度面、第三倾斜角度面;第一倾斜角度面、第二倾斜角度面、第三倾斜角度面上均开设有等距的定位孔。本发明通过设置夹具的工装,固定了车削过程中形成锥度的角度面,偏心距固定;只需将做好的夹具本体定位在对应的位置即可进行夹持孔的加工,此工装使费时费力且难度较大的夹持孔位置和角度确认变成固定数据,操作简便、精度高、一致性好,可以准确制作引导轮偏心锥销夹具且可以量产。

一种定位衬套在工装盲孔中的安装及取出方法.pdf
本发明属于飞机工装制造技术,涉及一种定位衬套在工装盲孔中的安装及取出方法。本发明包括制备安装或取出装置及定位衬套在工装盲孔中的安装和取出。本发明能够不破坏工装的原有定位孔和工装定位型面的情况下,迅速将垂直安装在定位衬套在工装盲孔中取出。避免了原来的工装定位衬套更换不能准确定位,使工装制造产品位置及制造尺寸超差。应用本发明,可以达到满意的效果,同时省力,而且高效。
一种锥销孔的加工方法.pdf
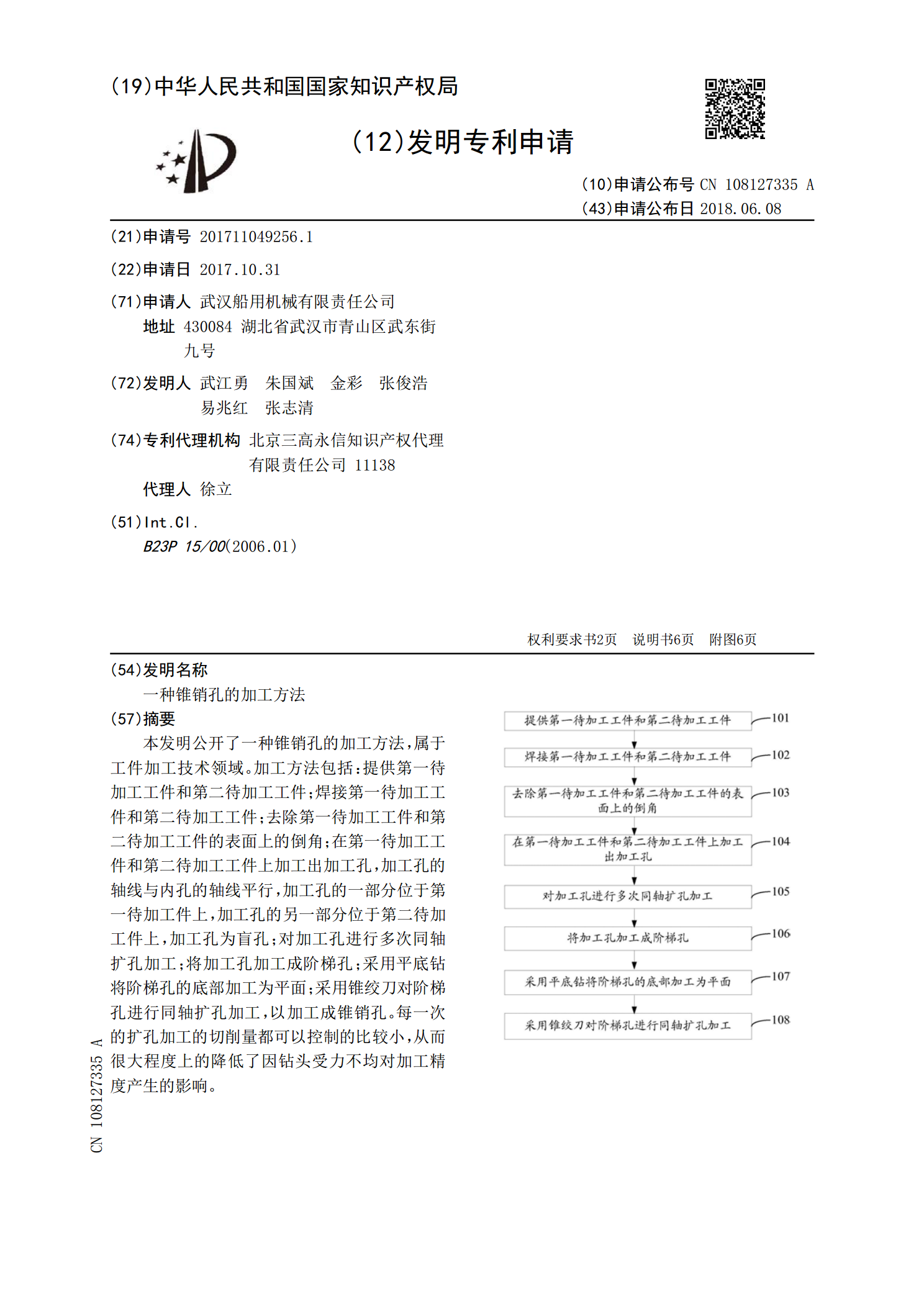
本发明公开了一种锥销孔的加工方法,属于工件加工技术领域。加工方法包括:提供第一待加工工件和第二待加工工件;焊接第一待加工工件和第二待加工工件;去除第一待加工工件和第二待加工工件的表面上的倒角;在第一待加工工件和第二待加工工件上加工出加工孔,加工孔的轴线与内孔的轴线平行,加工孔的一部分位于第一待加工件上,加工孔的另一部分位于第二待加工件上,加工孔为盲孔;对加工孔进行多次同轴扩孔加工;将加工孔加工成阶梯孔;采用平底钻将阶梯孔的底部加工为平面;采用锥绞刀对阶梯孔进行同轴扩孔加工,以加工成锥销孔。每一次的扩孔加工

铆接工装及使用该铆接工装安装锥齿轮组件的方法.pdf
一种铆接工装及使用该铆接工装安装锥齿轮组件的方法,属于装配设备及使用该设备方法技术领域,其通过若干个导柱将上、下模板连接,使上模板可在导柱上上下滑动,通过在上模上设置若干个压头,在下模上加工若干个与轮毂的第一铆接孔分布及数量相同的第一凹窝,使用时将锥齿轮组件放置在上、下模之间,使其上安装的两组铆钉与各压头及各第一凹窝位置相对应,通过下压上模板,使两组铆钉分别压在相应的压头与第一凹窝之间,实现铆接,将轮毂与大锥齿轮连接在一起,该铆接工装结构简单,用其安装锥齿轮组件,一次可以铆接至少两个铆钉,可以保证安装质量