
一种大尺寸内六方盲孔的加工方法.pdf

一吃****昕靓

1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大尺寸内六方盲孔的加工方法.pdf
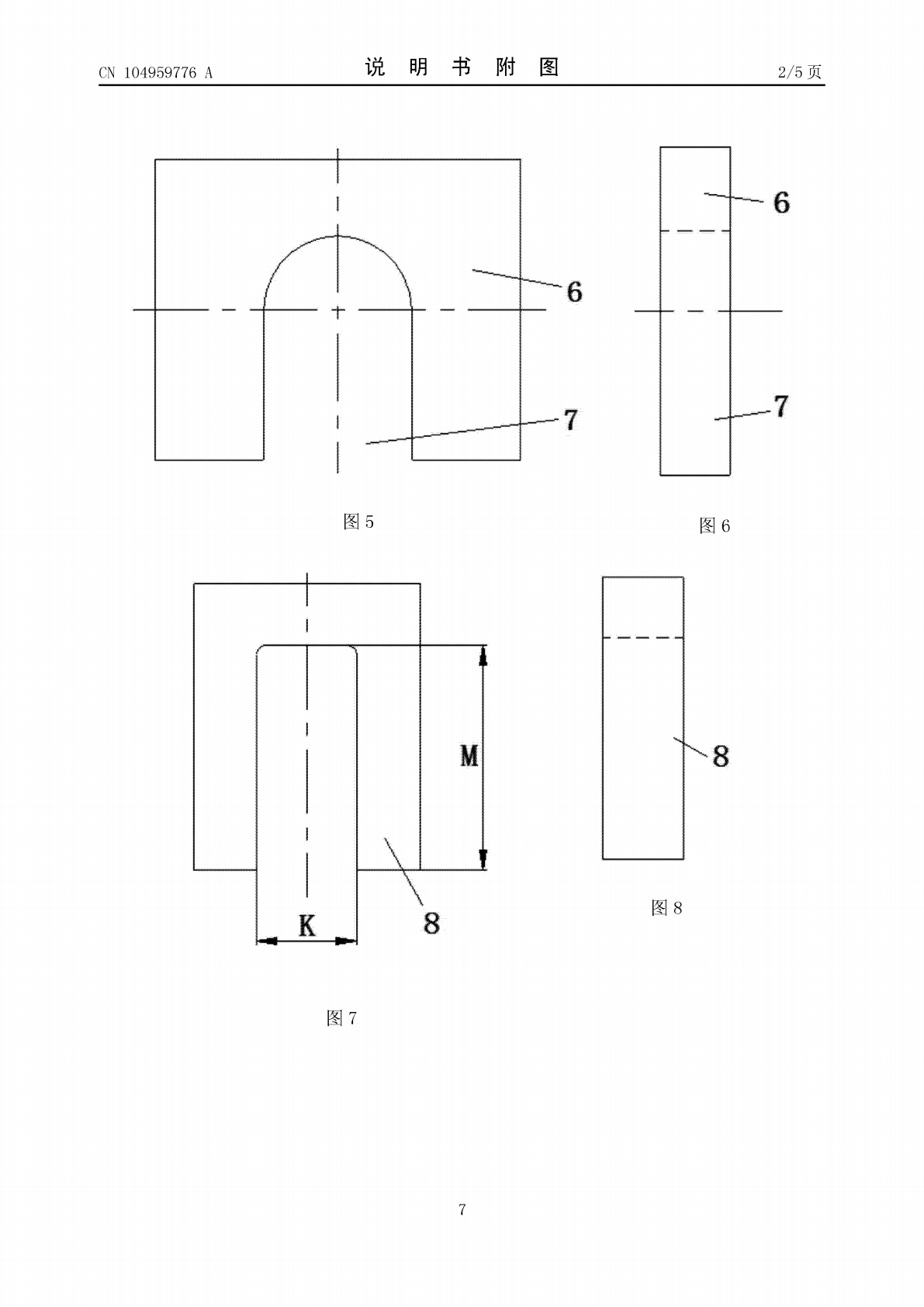
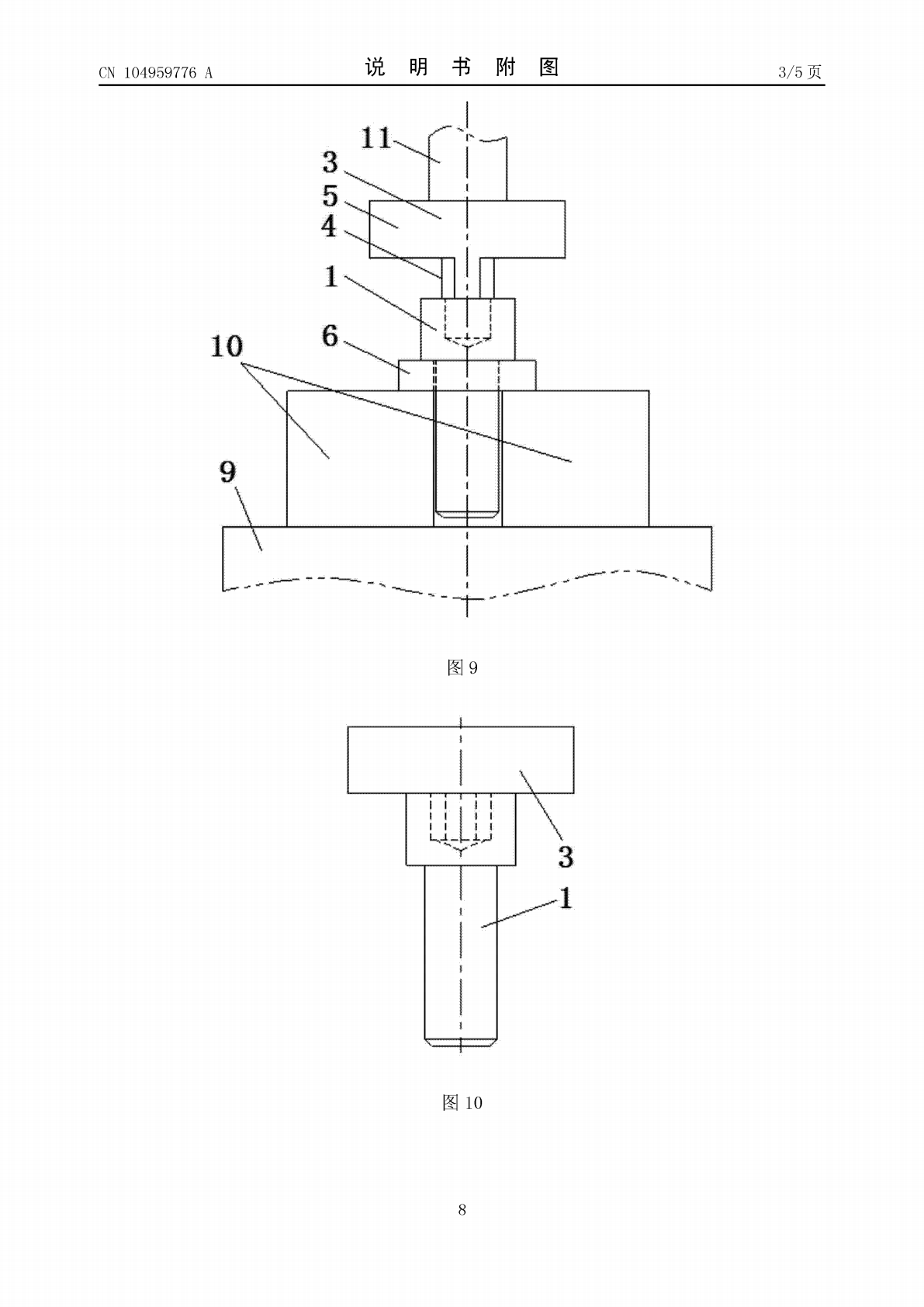
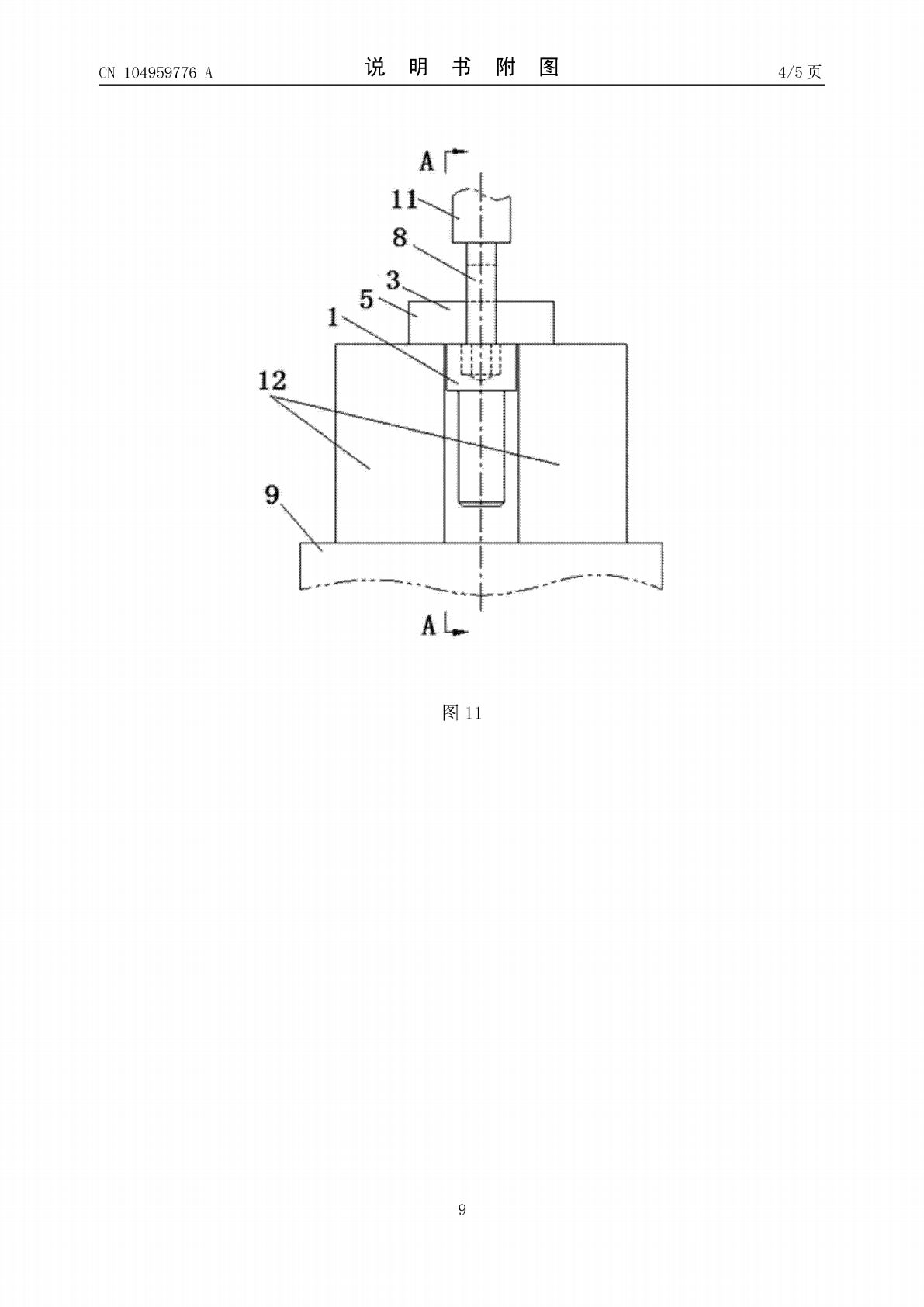
本发明公开了一种大尺寸内六方盲孔的加工方法,步骤包括:步骤1、钻底孔、加热;步骤2、冲孔,在压力机工作台上两个等高垫块一之间搭接开口垫板,工件下端位于该两个等高垫块一之间,工件上端搭在开口上沿;冲头与工件的底孔对正;操作压力机使压力头向下冲压冲头底盘,冲头冲入工件的底孔中完成冲孔;步骤3、分离工件与内六方冲子,在压力机工作台上重新安置两个等高垫块二,将冲头底盘搭接在两个等高垫块二上沿,工件位于两个等高垫块二之间;将开口压板放在工件上端面上,开口压板的开槽向下骑在冲头底盘上;操作压力机使压力头向下冲压开口压
一种盲孔非标内花键的加工方法.pdf
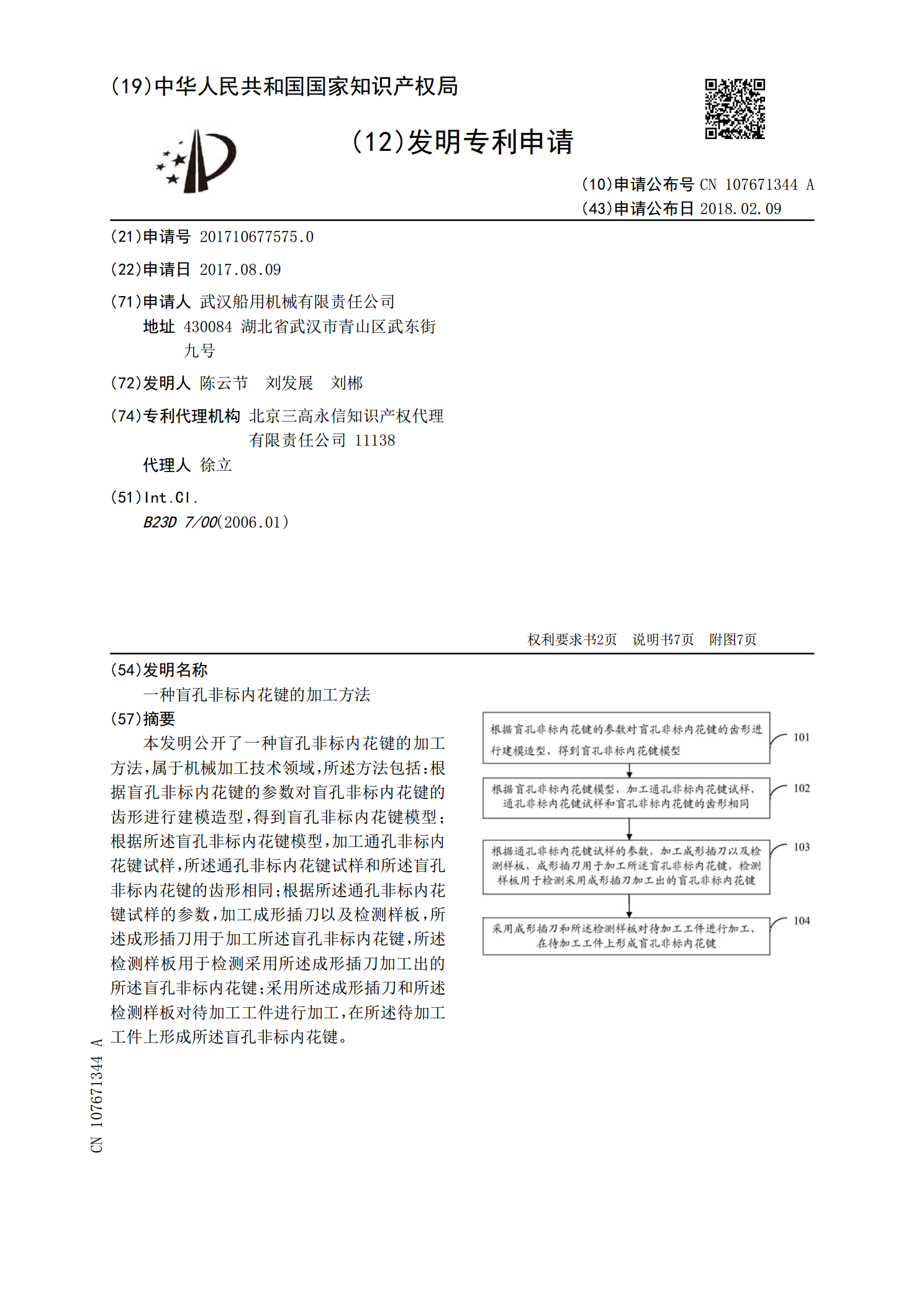
本发明公开了一种盲孔非标内花键的加工方法,属于机械加工技术领域,所述方法包括:根据盲孔非标内花键的参数对盲孔非标内花键的齿形进行建模造型,得到盲孔非标内花键模型;根据所述盲孔非标内花键模型,加工通孔非标内花键试样,所述通孔非标内花键试样和所述盲孔非标内花键的齿形相同;根据所述通孔非标内花键试样的参数,加工成形插刀以及检测样板,所述成形插刀用于加工所述盲孔非标内花键,所述检测样板用于检测采用所述成形插刀加工出的所述盲孔非标内花键;采用所述成形插刀和所述检测样板对待加工工件进行加工,在所述待加工工件上形成所述

大尺寸内孔超精加工工艺.docx
大尺寸内孔超精加工工艺大尺寸内孔超精加工工艺摘要:内孔是工业生产中常见的加工对象,其精度和质量直接影响到机械装配的精度和性能。传统的内孔加工方法往往存在着加工难度大、精度低、工期长等问题。为了解决这些问题,研究人员提出了大尺寸内孔超精加工工艺。本文将介绍大尺寸内孔超精加工的原理、方法和应用,并对其进行评价和展望。关键词:内孔;超精加工;大尺寸;加工精度1引言内孔是工业生产中常见的加工对象,广泛应用于汽车、航空航天、船舶、电子、仪器仪表等领域。然而,由于内孔的特殊形状和工艺要求,其加工难度大、精度低、工期长

一种盲孔异型内齿的加工方法.pdf
本发明属于机械零件加工领域,涉及一种盲孔异型内齿的加工方法,用于加工带有非完整齿数且齿数分段均布内齿的工件,工件内齿等分段数为N,每段齿数为m;加工方法的步骤包括:确定插齿刀外齿等分段数为n,每段等分的插齿刀外齿包括至少1颗异型齿;设计异型齿参数,除正常齿外,根据齿轮上异型齿槽的齿厚确定基节长度,根据基节长度计算异型齿部分对应的理论齿数,通过理论齿数及正常齿数的和计算理论分度圆。本发明可以降低异型内齿工件的加工难度,适用于该类零件的大批量生产,此加工方法操作方便,成本低,适用于推广使用。
一种成对加工射孔枪内盲孔的加工装置及加工方法.pdf
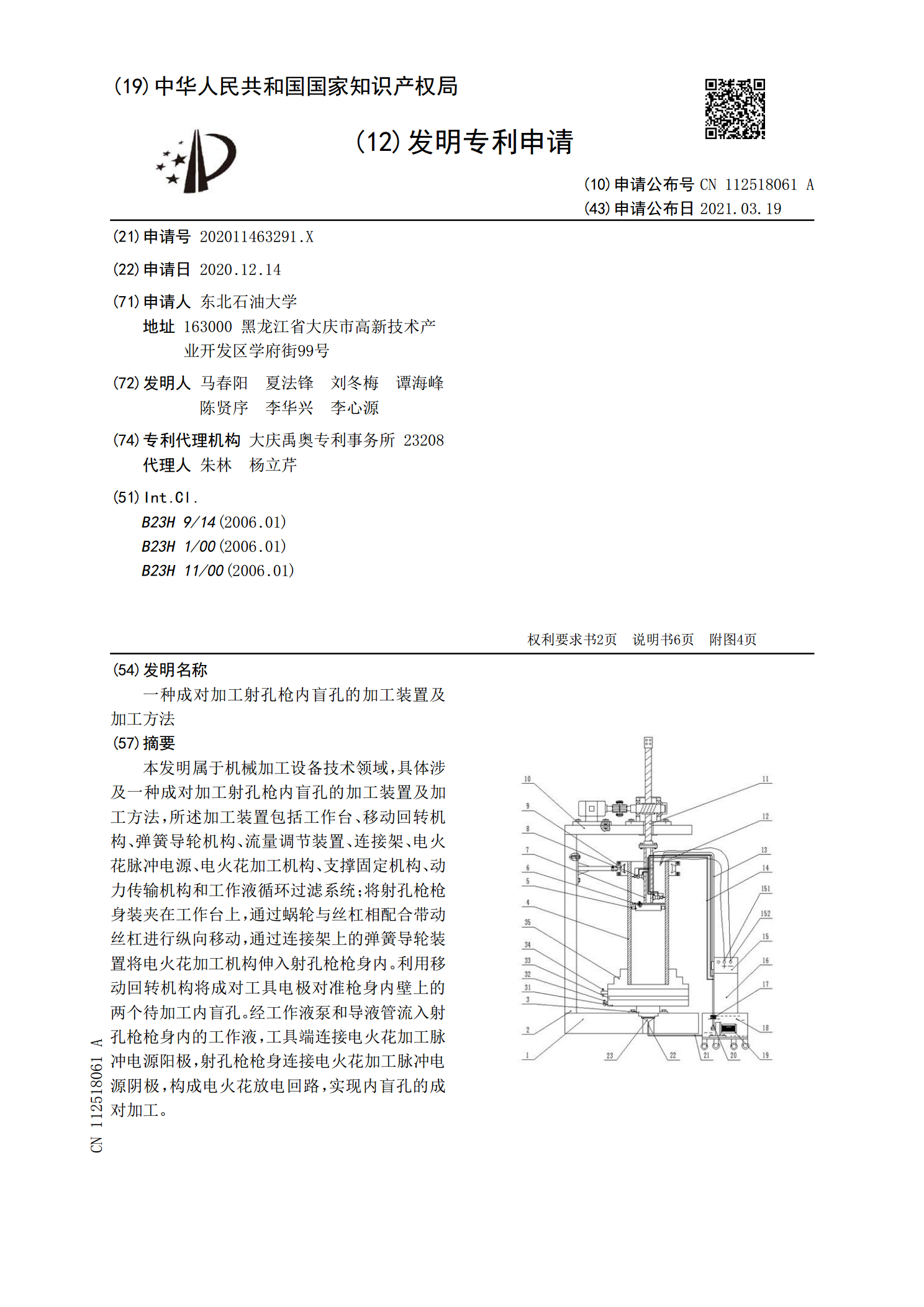
本发明属于机械加工设备技术领域,具体涉及一种成对加工射孔枪内盲孔的加工装置及加工方法,所述加工装置包括工作台、移动回转机构、弹簧导轮机构、流量调节装置、连接架、电火花脉冲电源、电火花加工机构、支撑固定机构、动力传输机构和工作液循环过滤系统;将射孔枪枪身装夹在工作台上,通过蜗轮与丝杠相配合带动丝杠进行纵向移动,通过连接架上的弹簧导轮装置将电火花加工机构伸入射孔枪枪身内。利用移动回转机构将成对工具电极对准枪身内壁上的两个待加工内盲孔。经工作液泵和导液管流入射孔枪枪身内的工作液,工具端连接电火花加工脉冲电源阳极