
薄壁齿圈内孔精车方法.pdf

佳晨****ng

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄壁齿圈内孔精车方法.pdf
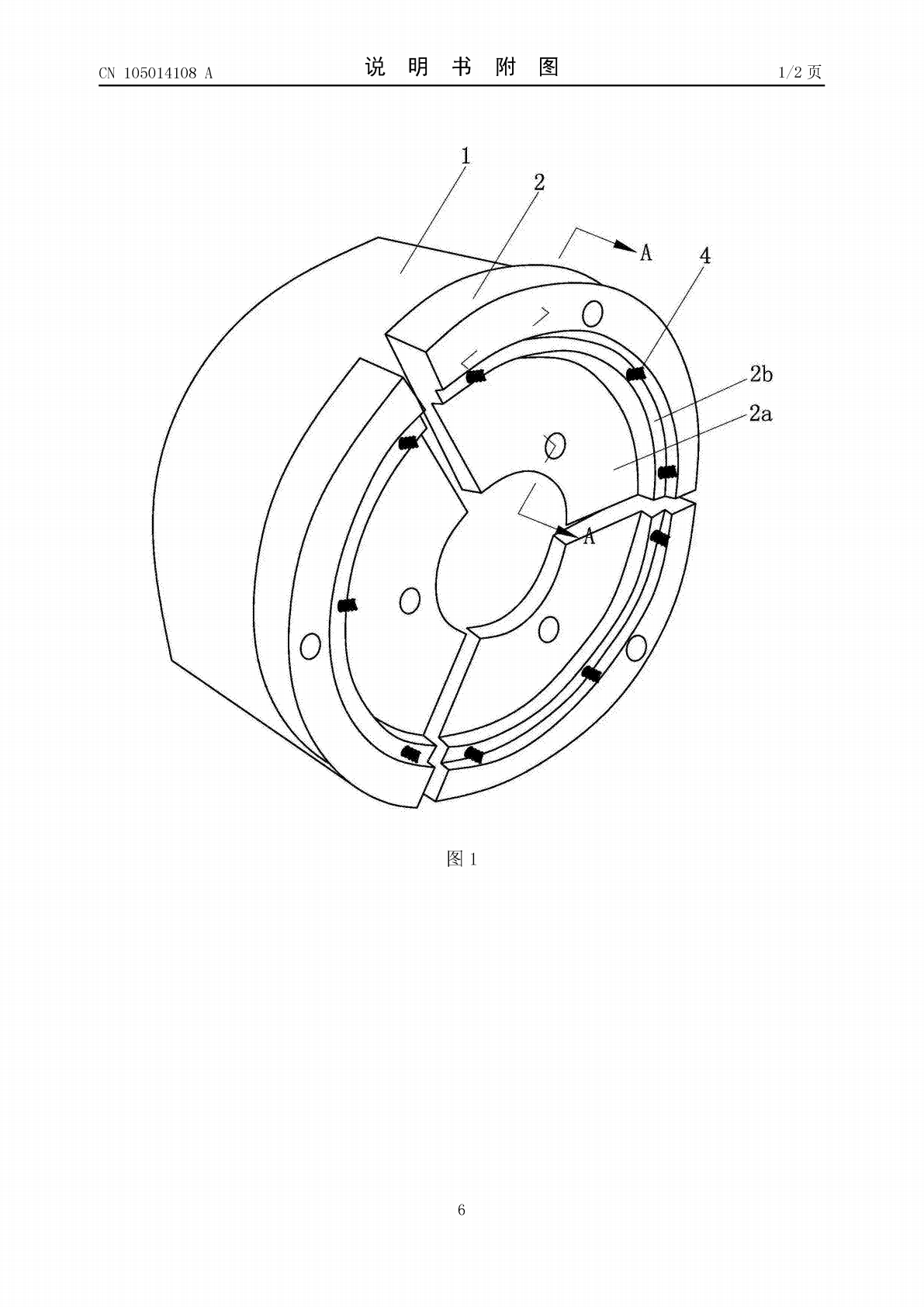
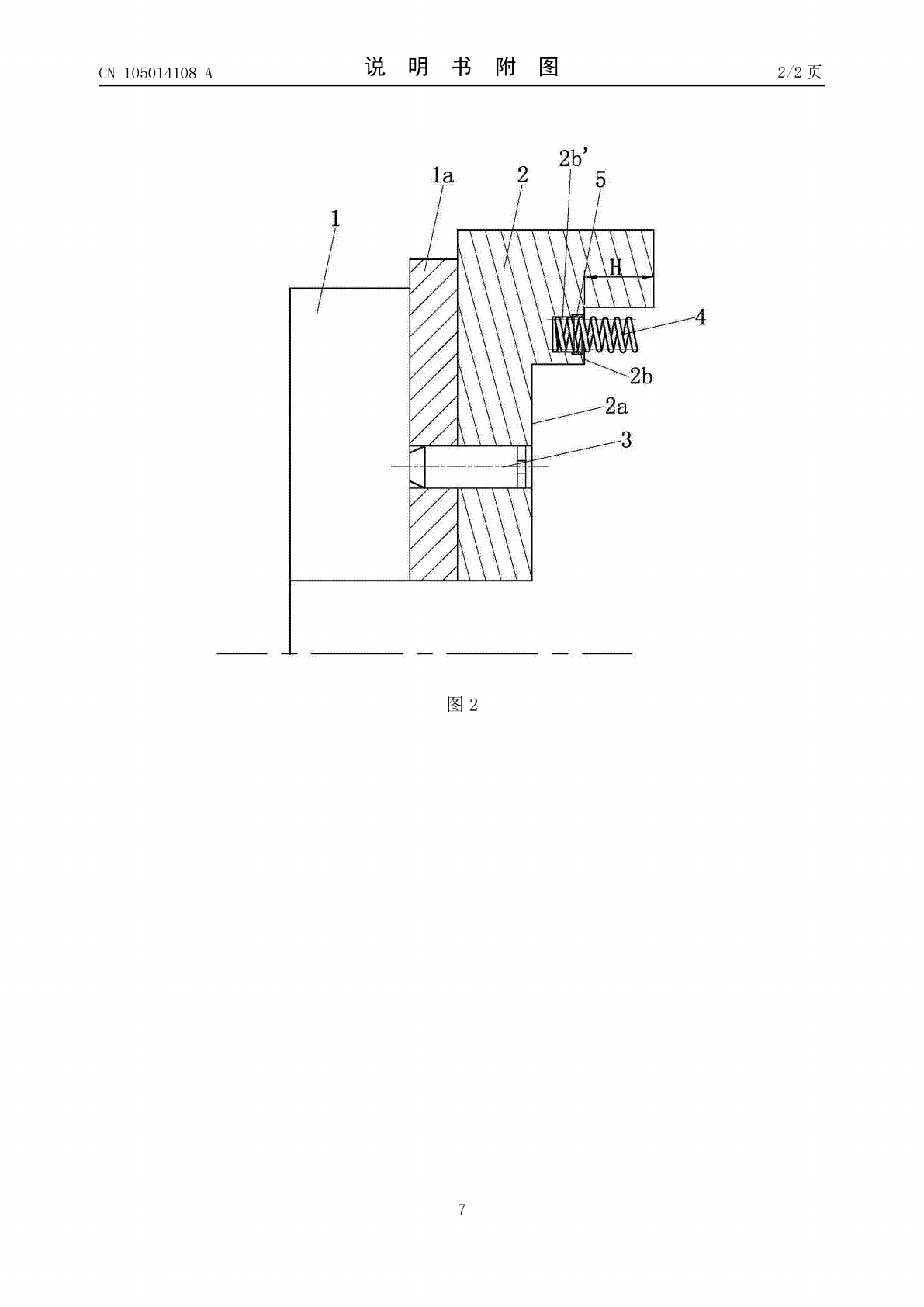
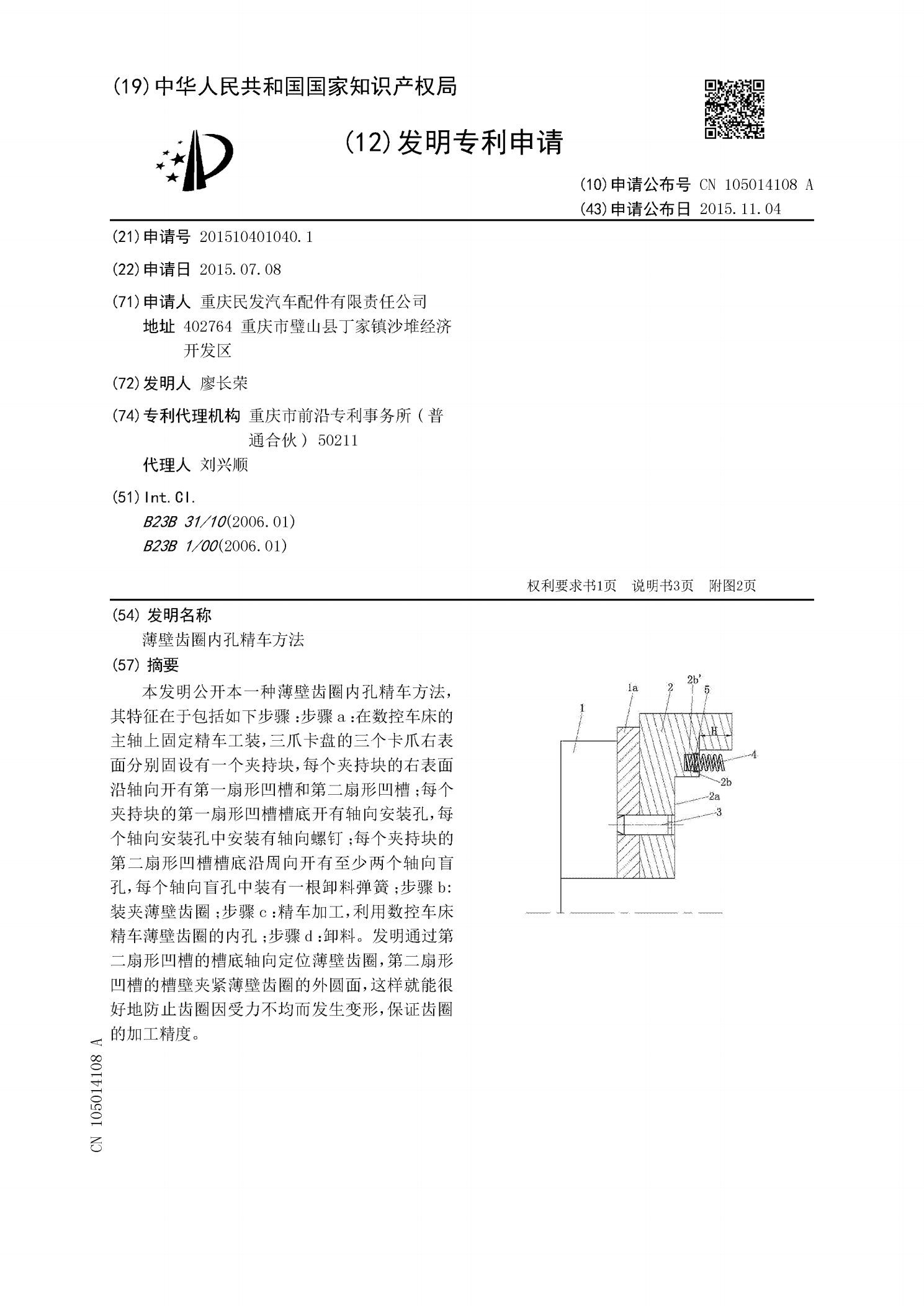
本发明公开本一种薄壁齿圈内孔精车方法,其特征在于包括如下步骤:步骤a:在数控车床的主轴上固定精车工装,三爪卡盘的三个卡爪右表面分别固设有一个夹持块,每个夹持块的右表面沿轴向开有第一扇形凹槽和第二扇形凹槽;每个夹持块的第一扇形凹槽槽底开有轴向安装孔,每个轴向安装孔中安装有轴向螺钉;每个夹持块的第二扇形凹槽槽底沿周向开有至少两个轴向盲孔,每个轴向盲孔中装有一根卸料弹簧;步骤b:装夹薄壁齿圈;步骤c:精车加工,利用数控车床精车薄壁齿圈的内孔;步骤d:卸料。发明通过第二扇形凹槽的槽底轴向定位薄壁齿圈,第二扇形凹槽

一种薄壁齿圈内孔精车工装.pdf
本发明公开一种薄壁齿圈内孔精车工装,三爪卡盘的三个卡爪右表面分别固设有一个扇形的夹持块,每个夹持块的右表面沿轴向开有第一扇形凹槽和第二扇形凹槽;当三爪卡盘的三个卡爪靠拢后,三个夹持块构成一个完整的圆盘,而三个夹持块上的第一扇形凹槽和第二扇形凹槽分别构成一个完成的环形槽;每个夹持块的第一扇形凹槽槽底开有轴向安装孔,每个轴向安装孔中安装有轴向螺钉;每个夹持块的第二扇形凹槽槽底沿周向开有至少两个轴向盲孔,每个轴向盲孔中装有一根卸料弹簧。本发明通过第二扇形凹槽对薄壁齿圈轴向定位和周向夹紧,这样就能很好地防止齿圈因
薄壁齿圈外圆面精车方法.pdf
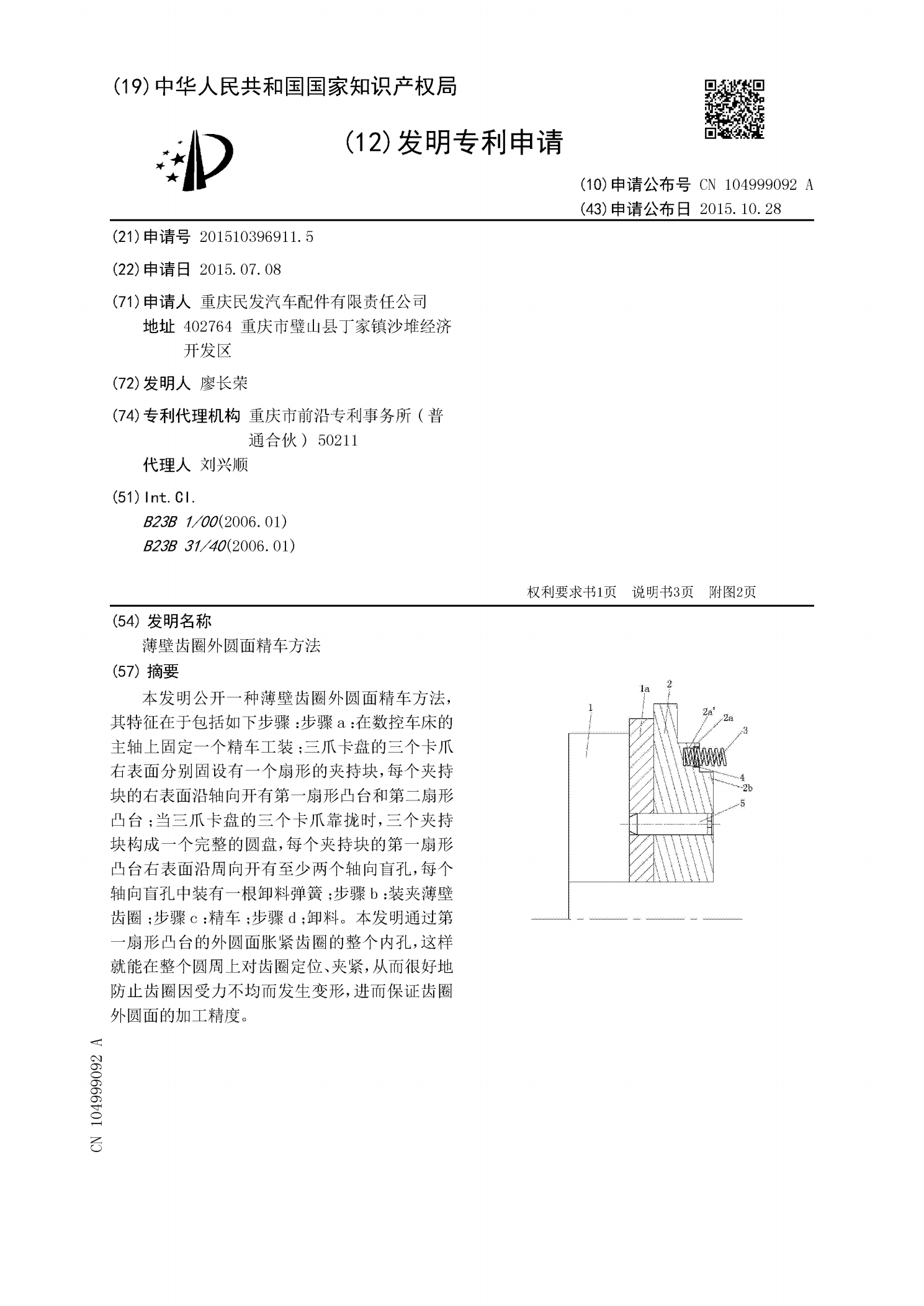
本发明公开一种薄壁齿圈外圆面精车方法,其特征在于包括如下步骤:步骤a:在数控车床的主轴上固定一个精车工装;三爪卡盘的三个卡爪右表面分别固设有一个扇形的夹持块,每个夹持块的右表面沿轴向开有第一扇形凸台和第二扇形凸台;当三爪卡盘的三个卡爪靠拢时,三个夹持块构成一个完整的圆盘,每个夹持块的第一扇形凸台右表面沿周向开有至少两个轴向盲孔,每个轴向盲孔中装有一根卸料弹簧;步骤b:装夹薄壁齿圈;步骤c:精车;步骤d;卸料。本发明通过第一扇形凸台的外圆面胀紧齿圈的整个内孔,这样就能在整个圆周上对齿圈定位、夹紧,从而很好地

0°齿形角斜齿精车剃齿刀的设计方法.pdf
本发明公开了一种0°齿形角斜齿精车剃齿刀的设计方法,步骤如下:1)确定基圆半径Rb:根据使用机床及刀具结构确定Rb;2)选取基圆螺旋角βb0:βb0取值为10°~20°;3)确定螺旋旋向:和加工齿轮的旋向一致;4)初算刀具齿数z0;5)核算实际基圆螺旋角6)确定外圆半径R:R=R*b+△R;7)确定刀宽B;8)确定刀齿槽螺旋导程P;9)确定刀刃法向后角αN;10)确定刀齿槽法向截形角ε:ε取值为25°~30°;11)确定刀齿齿顶宽b:b=mn;12)确定刀齿槽深h:h=(2.25~2.3)mn;13)确定
轴承套圈内孔为圆锥孔的全参数测量系统及方法.pdf
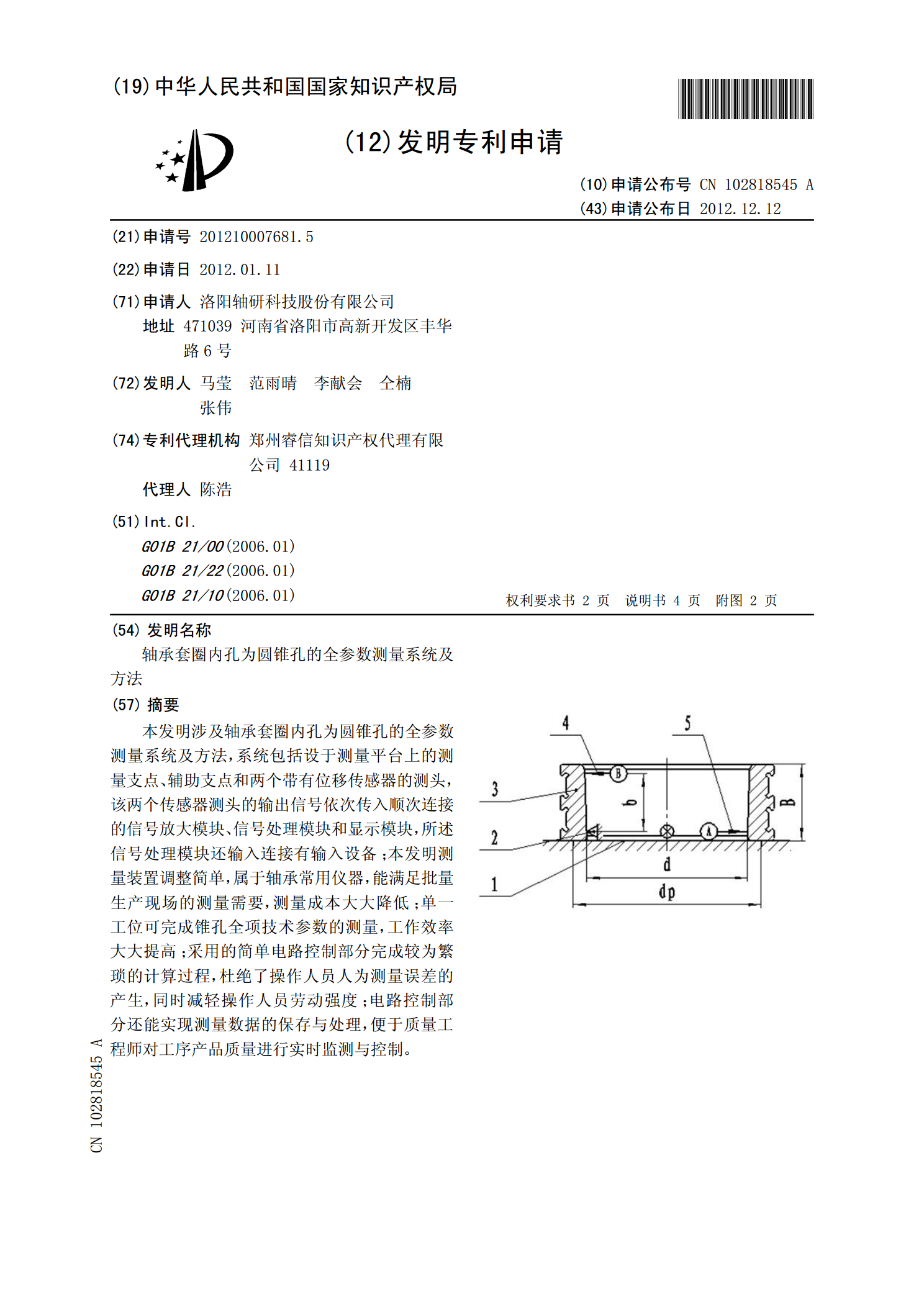
本发明涉及轴承套圈内孔为圆锥孔的全参数测量系统及方法,系统包括设于测量平台上的测量支点、辅助支点和两个带有位移传感器的测头,该两个传感器测头的输出信号依次传入顺次连接的信号放大模块、信号处理模块和显示模块,所述信号处理模块还输入连接有输入设备;本发明测量装置调整简单,属于轴承常用仪器,能满足批量生产现场的测量需要,测量成本大大降低;单一工位可完成锥孔全项技术参数的测量,工作效率大大提高;采用的简单电路控制部分完成较为繁琐的计算过程,杜绝了操作人员人为测量误差的产生,同时减轻操作人员劳动强度;电路控制部分还