
拉矫机、拉矫机的下部框架及其生产方法.pdf

高格****gu

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
拉矫机、拉矫机的下部框架及其生产方法.pdf
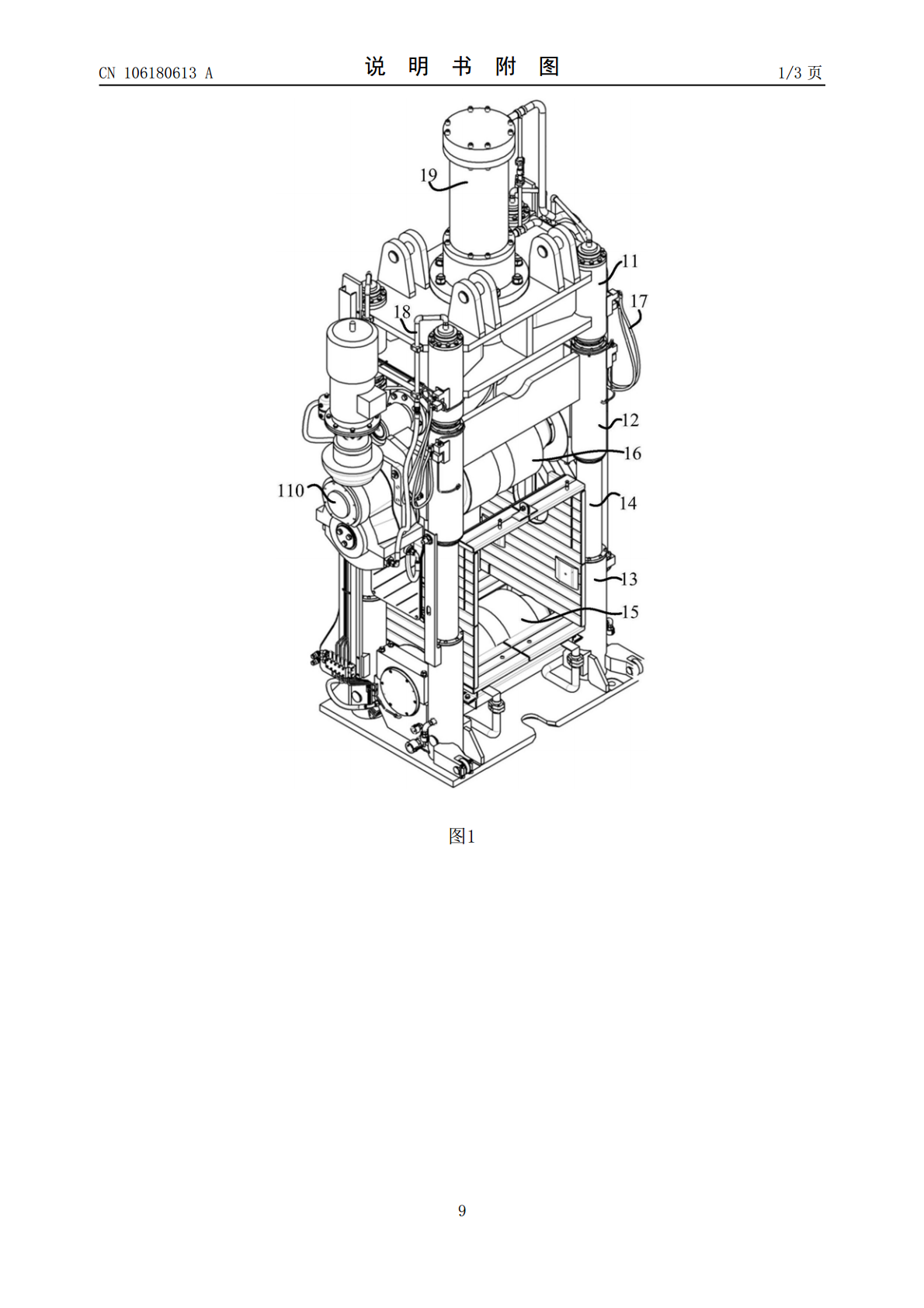
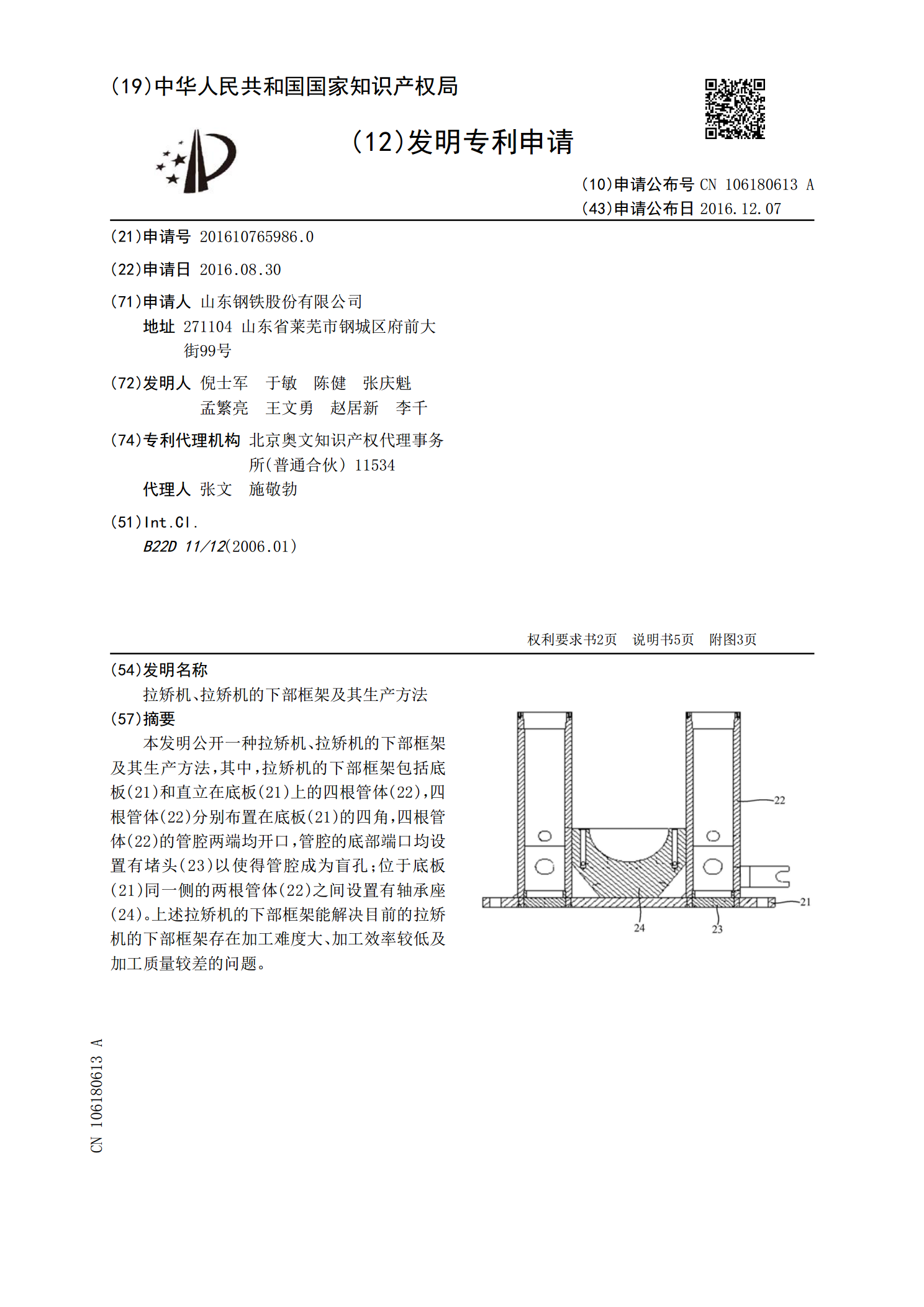
本发明公开一种拉矫机、拉矫机的下部框架及其生产方法,其中,拉矫机的下部框架包括底板(21)和直立在底板(21)上的四根管体(22),四根管体(22)分别布置在底板(21)的四角,四根管体(22)的管腔两端均开口,管腔的底部端口均设置有堵头(23)以使得管腔成为盲孔;位于底板(21)同一侧的两根管体(22)之间设置有轴承座(24)。上述拉矫机的下部框架能解决目前的拉矫机的下部框架存在加工难度大、加工效率较低及加工质量较差的问题。

一种拉矫机下部框架的制作工艺.docx
一种拉矫机下部框架的制作工艺拉矫机是一种常见的金属加工设备,广泛应用于钢铁、冶金、造船、汽车、航空航天等工业领域。其下部框架是拉矫机的重要组成部分,对于机器的性能和稳定性具有重要影响。本论文将介绍一种拉矫机下部框架的制作工艺,并对其优缺点进行分析。一、拉矫机下部框架的制作工艺拉矫机下部框架的制作工艺一般分为材料准备、加工制作和装配调试三个基本步骤。下面将对这几个步骤逐一进行介绍。1.材料准备拉矫机下部框架一般采用优质的钢材进行制作,常见的材料有Q235B、Q345B等。在材料准备阶段,首先需要根据设计要求

拉矫机.pdf
本发明提供拉矫机,包括机体和机盖,机体内设有锥齿轮轴、第一齿轮轴、第二齿轮轴、第三齿轮轴和空心轴,第二齿轮轴位于第一齿轮轴的正下方,第三齿轮轴位于第二齿轮轴的斜下方,空心轴位于第三齿轮轴的斜上方,第一齿轮轴上设有锥齿轮,锥齿轮与锥齿轮轴啮合,第二齿轮轴上设有第一齿轮,第一齿轮与第一齿轮轴啮合,第三齿轮轴上设有第二齿轮,第二齿轮与第二齿轮轴啮合,空心轴上设有第三齿轮,第三齿轮与第三齿轮轴啮合。本发明的有益效果是:通过一级锥齿轮和三级圆柱齿轮传动完成总传动,第二齿轮轴、第三齿轮轴和空心轴分布为坐标三角形,节省
拉矫机控制方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN101332469A(43)申请公布日2008.12.31(21)申请号CN200710042975.0(22)申请日2007.06.28(71)申请人上海宝信软件股份有限公司地址201203上海市浦东新区张江高科技园区郭守敬路515号(72)发明人金武明;羌菊兴(74)专利代理机构上海光华专利事务所代理人余明伟(51)Int.CIB21B37/00;B21B1/22;权利要求说明书说明书幅图(54)发明名称拉矫机控制方法(57
一种新型拉矫机及该拉矫机的工作方法.pdf
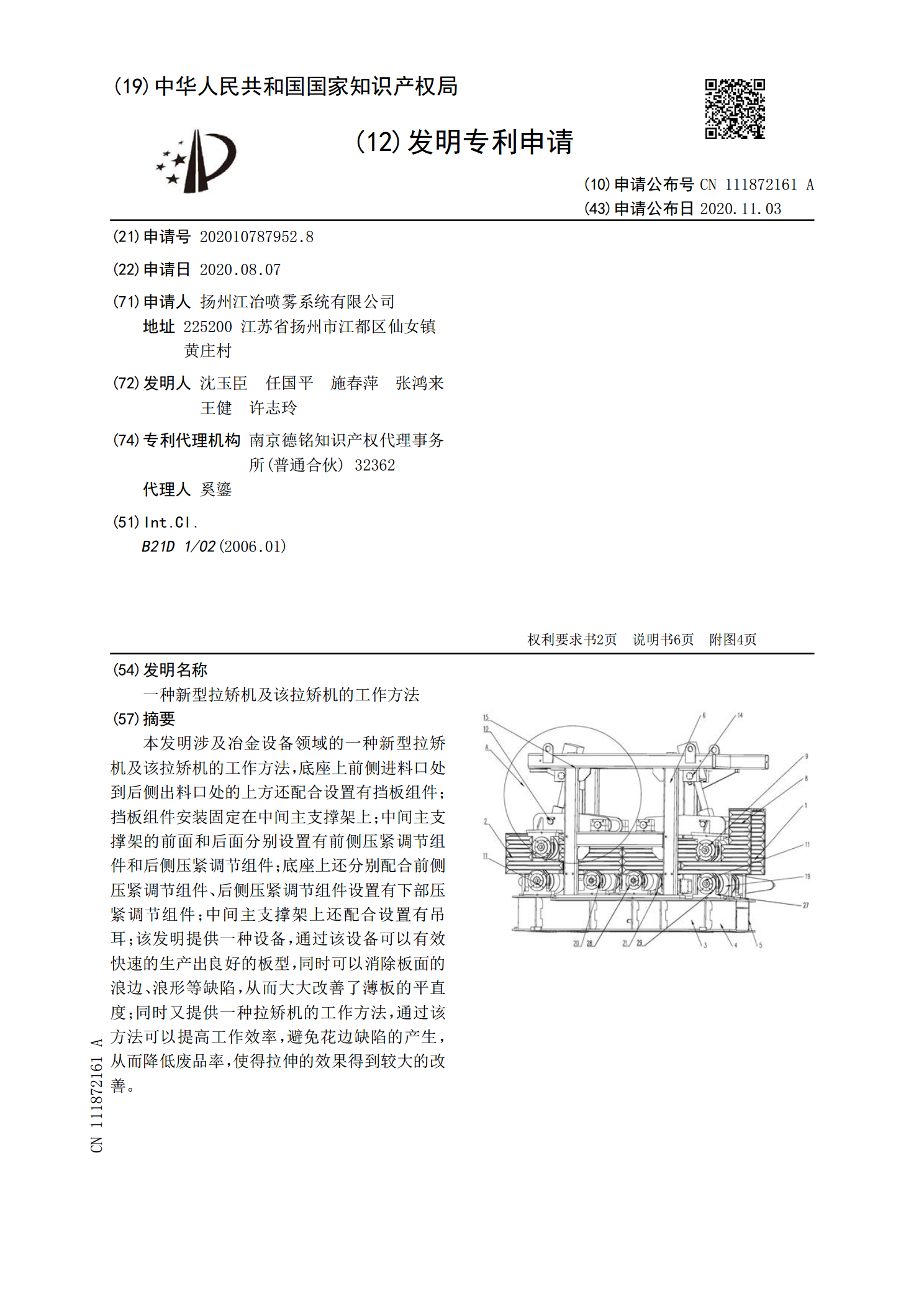
本发明涉及冶金设备领域的一种新型拉矫机及该拉矫机的工作方法,底座上前侧进料口处到后侧出料口处的上方还配合设置有挡板组件;挡板组件安装固定在中间主支撑架上;中间主支撑架的前面和后面分别设置有前侧压紧调节组件和后侧压紧调节组件;底座上还分别配合前侧压紧调节组件、后侧压紧调节组件设置有下部压紧调节组件;中间主支撑架上还配合设置有吊耳;该发明提供一种设备,通过该设备可以有效快速的生产出良好的板型,同时可以消除板面的浪边、浪形等缺陷,从而大大改善了薄板的平直度;同时又提供一种拉矫机的工作方法,通过该方法可以提高工作