
风扇轮盘圆弧榫槽加工方法.pdf

是秋****写意


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
风扇轮盘圆弧榫槽加工方法.pdf
本发明风扇轮盘圆弧榫槽加工方法涉及机械加工领域,具体涉及风扇轮盘圆弧榫槽加工方法,包括以下步骤:零件装夹,选用一个厚度约200mm、直径约450mm的铝盘进行改制,铝盘的两端车平,并按照零件内止口的尺寸加工出定位面,将铝盘装夹到加工中心上,然后按照基准孔的位置钻一个直径为60mm,深度为8mm的盲孔,拧入双头螺杆,用于零件压紧用,将基准孔与销子对正,零件安装到夹具上,找正零件基准跳动不大于0.01mm,压紧压板,零件安装后的圆周中心与机床旋转中心重合;本发明制造精度较高,有效地控制了尺寸精度和技术要求,加

风扇轮盘圆弧榫槽加工研究.docx
风扇轮盘圆弧榫槽加工研究论文题目:风扇轮盘圆弧榫槽加工研究摘要:风扇轮盘作为风扇的核心部件,其制造工艺和加工质量对于风扇性能和使用寿命有着重要影响。然而,现有的加工方法在保证加工精度和效率方面存在一定的不足。本论文旨在研究风扇轮盘圆弧榫槽的加工方法和工艺优化,提出一种能够提高加工精度和效率的新方法,以满足风扇制造过程中的实际需求和技术挑战。关键词:风扇轮盘、圆弧榫槽、加工方法、工艺优化、加工精度、加工效率第一章:引言1.1研究背景1.2研究目的和意义第二章:风扇轮盘的制造工艺和加工方法2.1风扇轮盘的结构

轮盘圆弧曲线榫槽精加工可重构成形铣刀.pdf
一种轮盘圆弧曲线榫槽精加工可重构成形铣刀,包括有刀柄部和切削部,该切削部具有四个螺旋槽刃口,每个螺旋槽刃口自切削部的刀尖处至刀柄部依次分成四个工作段且可拆卸地固定有六片分离式刀片,各分离式刀片的外边缘与所述螺旋槽刃口的外轮廓型线重合且形状匹配,并且从刀尖处至刀柄部依次使用性能渐强的差异化涂层,所述成形铣刀内部设置有贯穿刀柄部和切削部的内冷通道,并且在每一分离式刀片附近设有与该内冷通道连通的切削液出口。本发明结构具有可重构性,便于更换磨损失效刀片,实现了刀具切削性能的均匀一致性,减缓了刀具的磨损,降低了生产
一种涡轮盘榫槽加工方法.pdf
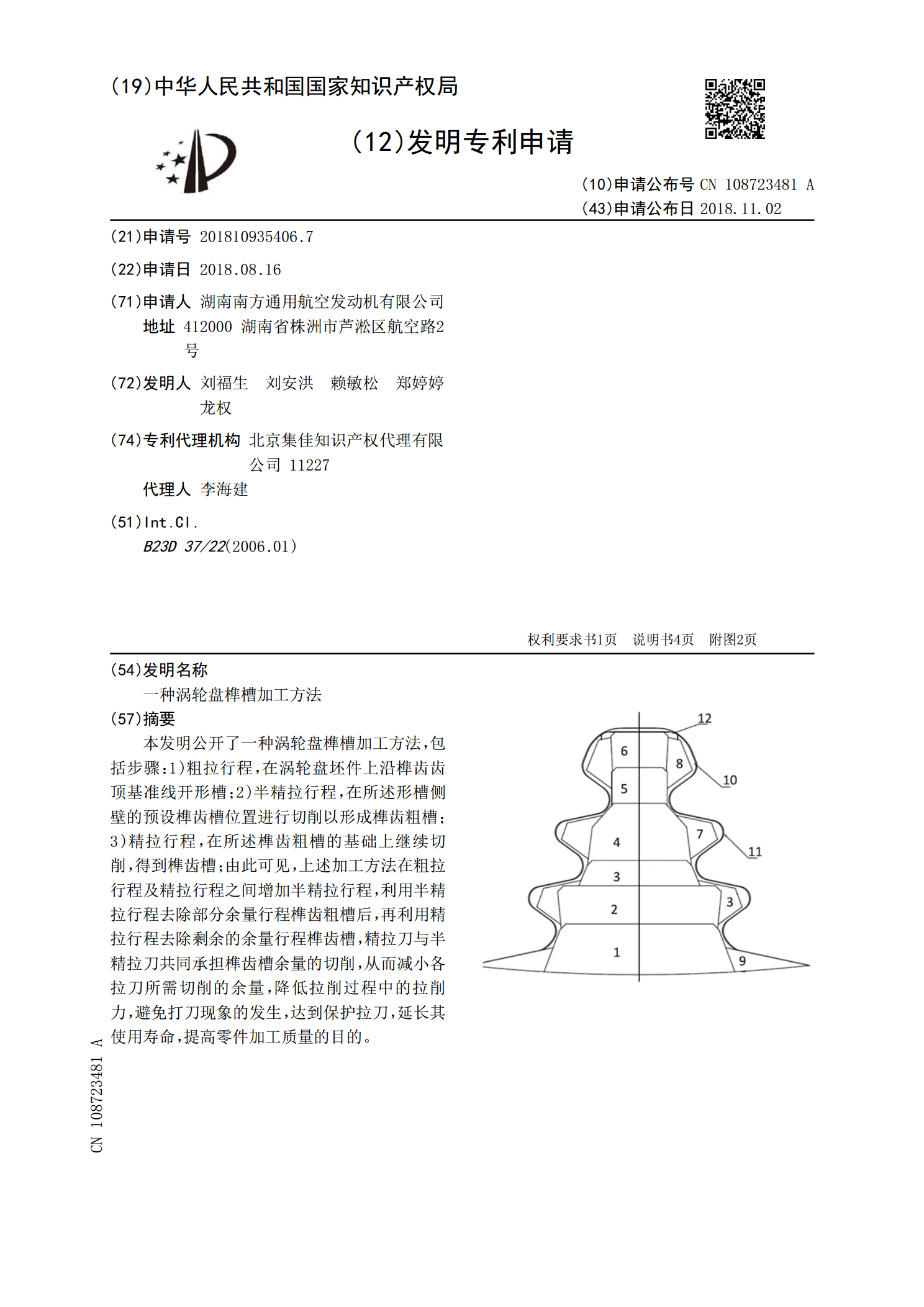
本发明公开了一种涡轮盘榫槽加工方法,包括步骤:1)粗拉行程,在涡轮盘坯件上沿榫齿齿顶基准线开形槽;2)半精拉行程,在所述形槽侧壁的预设榫齿槽位置进行切削以形成榫齿粗槽;3)精拉行程,在所述榫齿粗槽的基础上继续切削,得到榫齿槽;由此可见,上述加工方法在粗拉行程及精拉行程之间增加半精拉行程,利用半精拉行程去除部分余量行程榫齿粗槽后,再利用精拉行程去除剩余的余量行程榫齿槽,精拉刀与半精拉刀共同承担榫齿槽余量的切削,从而减小各拉刀所需切削的余量,降低拉削过程中的拉削力,避免打刀现象的发生,达到保护拉刀,延长其使用

加工涡轮盘榫槽的卧式拉床夹具设计.doc
第一章绪论1.1现代机床夹具的发展方向机床夹具就是在机床上将工件进行定位、夹紧,将刀具进行导向的一种装置,其主要作用就是使工件相对与机床和刀具有一个正确的位置,并在加工过程中保持这个位置不变现代工业的一个显著特点是:新产品发展快,质量要求高,品种规格多,产品更新换代周期短。反映在机械工业上,多品种、小批量生产在生产类型比例中,占了很大比重。为了适应这一要求,必须做好生产技术准备工作,而机床夹具是这一工作的重要组成部分。现代机床夹具的发展方向主要表现在:1.标准化完善的标准化