
配置用于盲铆钉元件的铆接工具的芯轴的方法以及铆接工具.pdf

是立****92

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
配置用于盲铆钉元件的铆接工具的芯轴的方法以及铆接工具.pdf
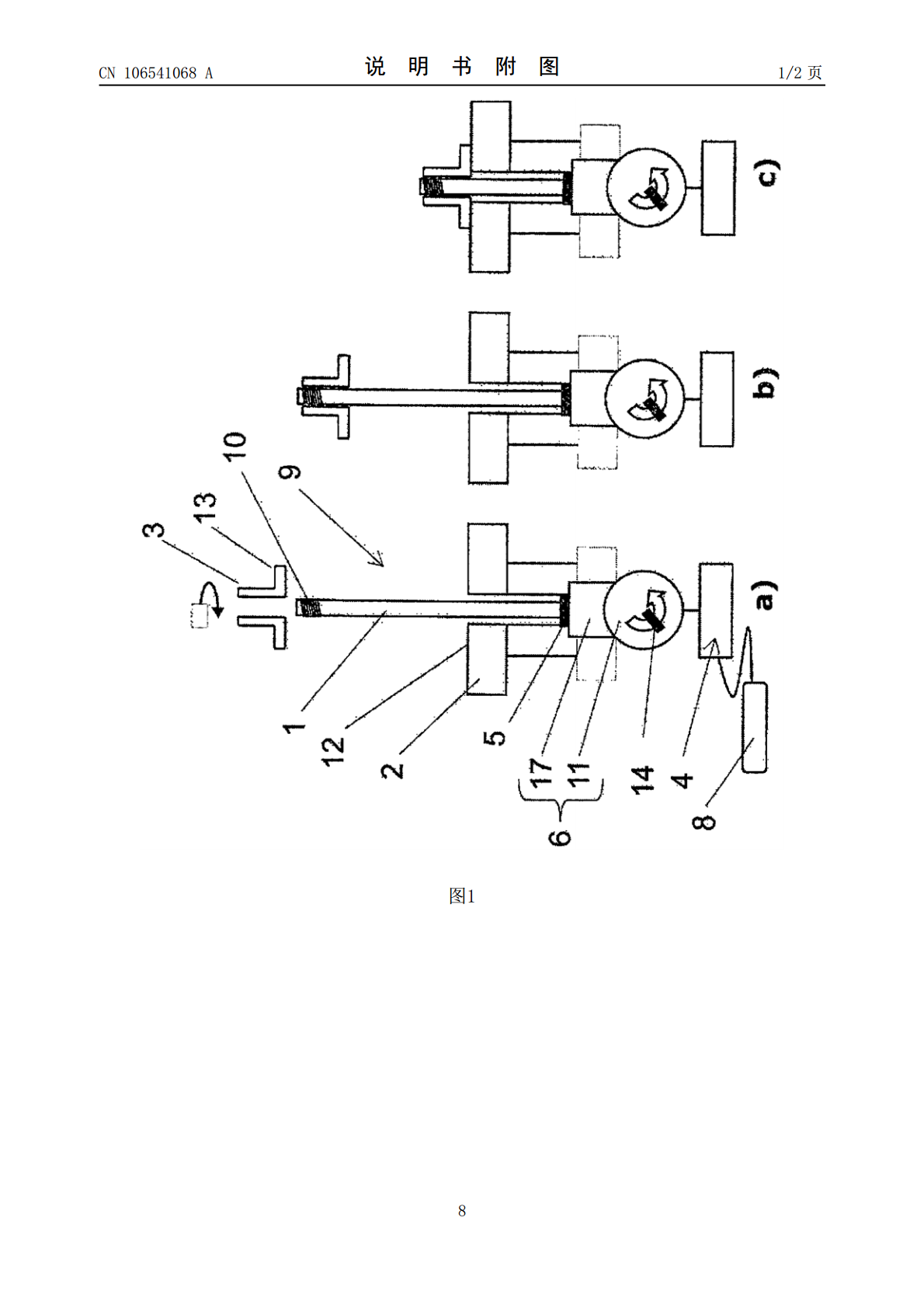
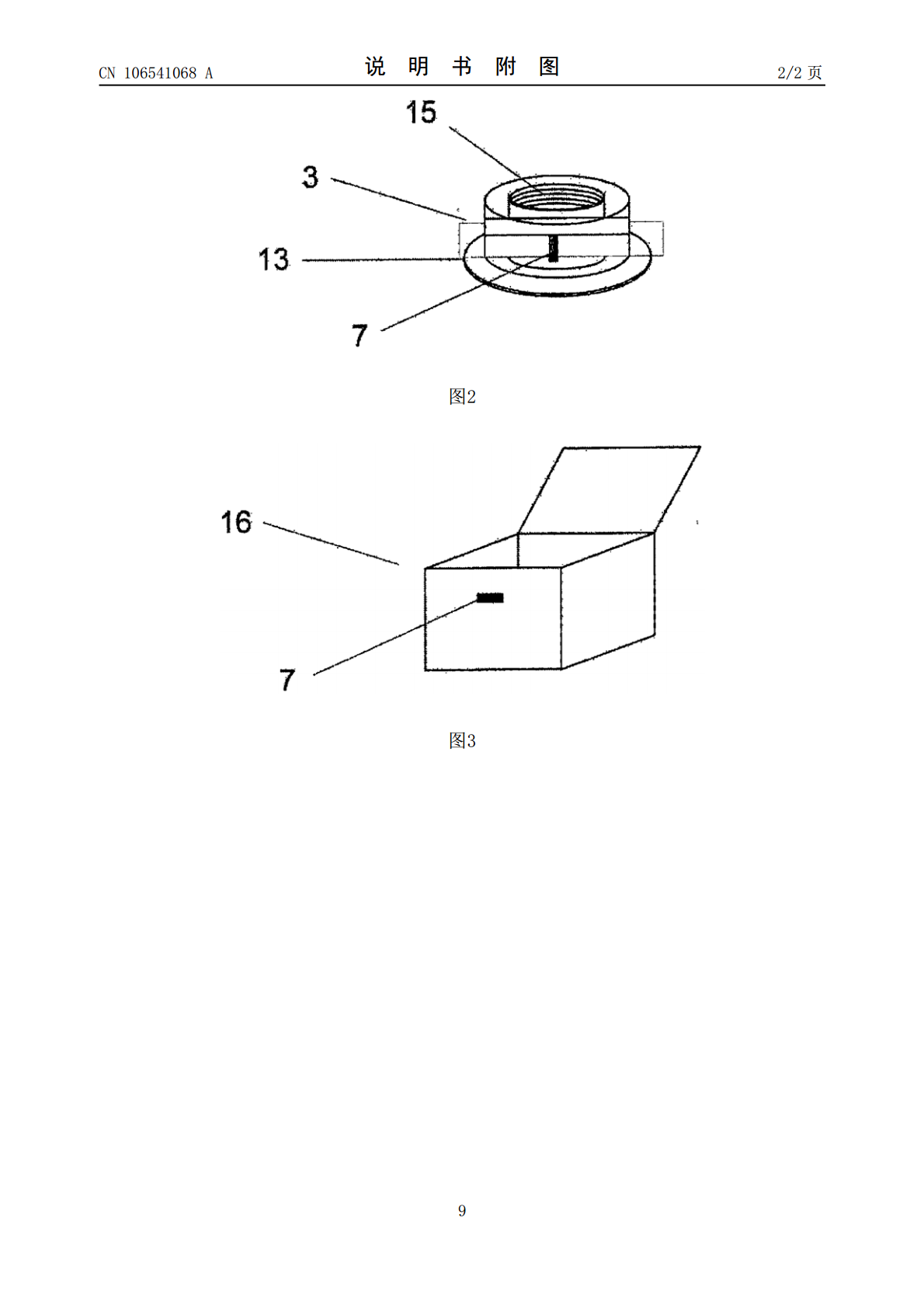
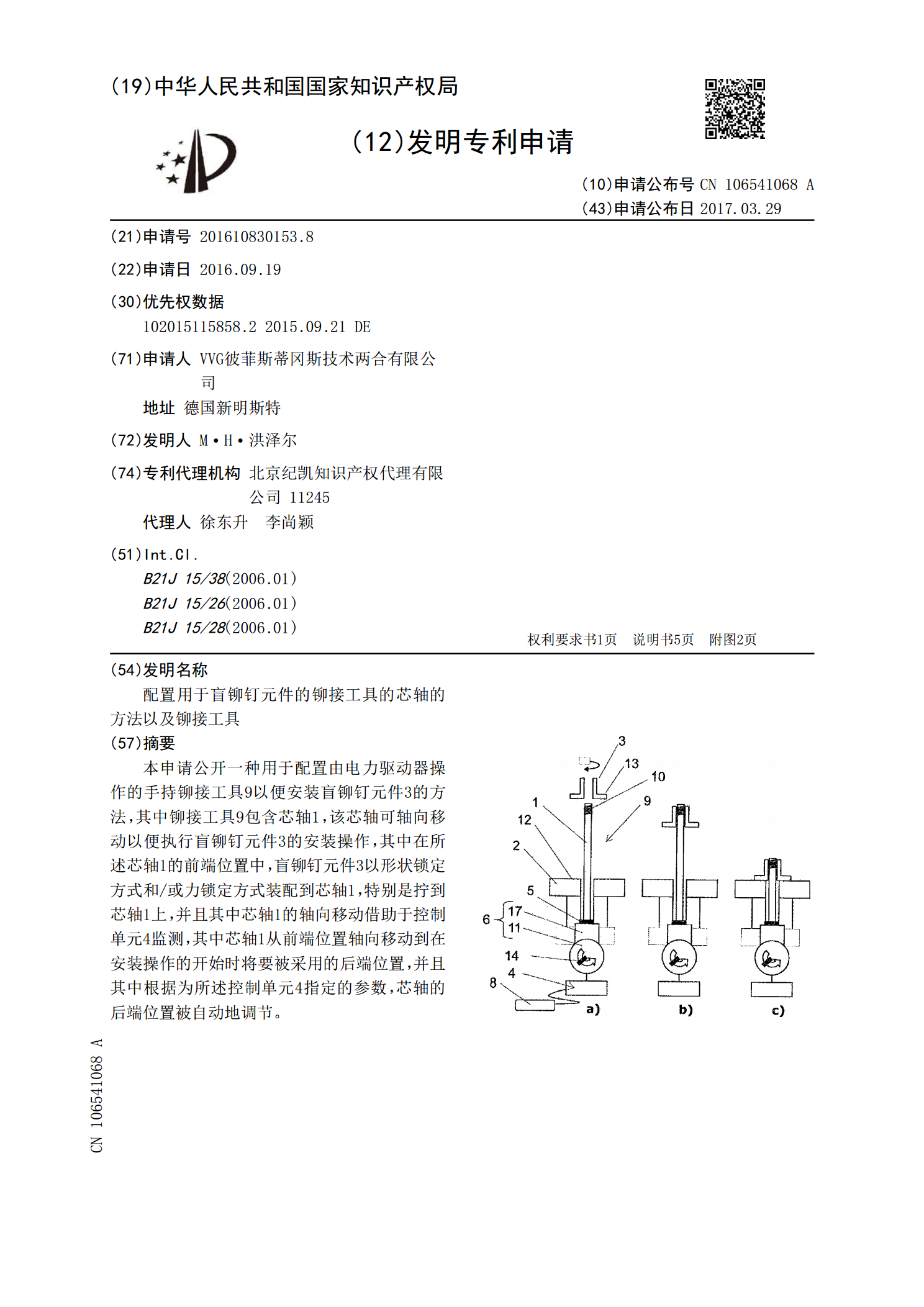
本申请公开一种用于配置由电力驱动器操作的手持铆接工具9以便安装盲铆钉元件3的方法,其中铆接工具9包含芯轴1,该芯轴可轴向移动以便执行盲铆钉元件3的安装操作,其中在所述芯轴1的前端位置中,盲铆钉元件3以形状锁定方式和/或力锁定方式装配到芯轴1,特别是拧到芯轴1上,并且其中芯轴1的轴向移动借助于控制单元4监测,其中芯轴1从前端位置轴向移动到在安装操作的开始时将要被采用的后端位置,并且其中根据为所述控制单元4指定的参数,芯轴的后端位置被自动地调节。
用于从铆接设备移除盲铆钉元件的方法.pdf
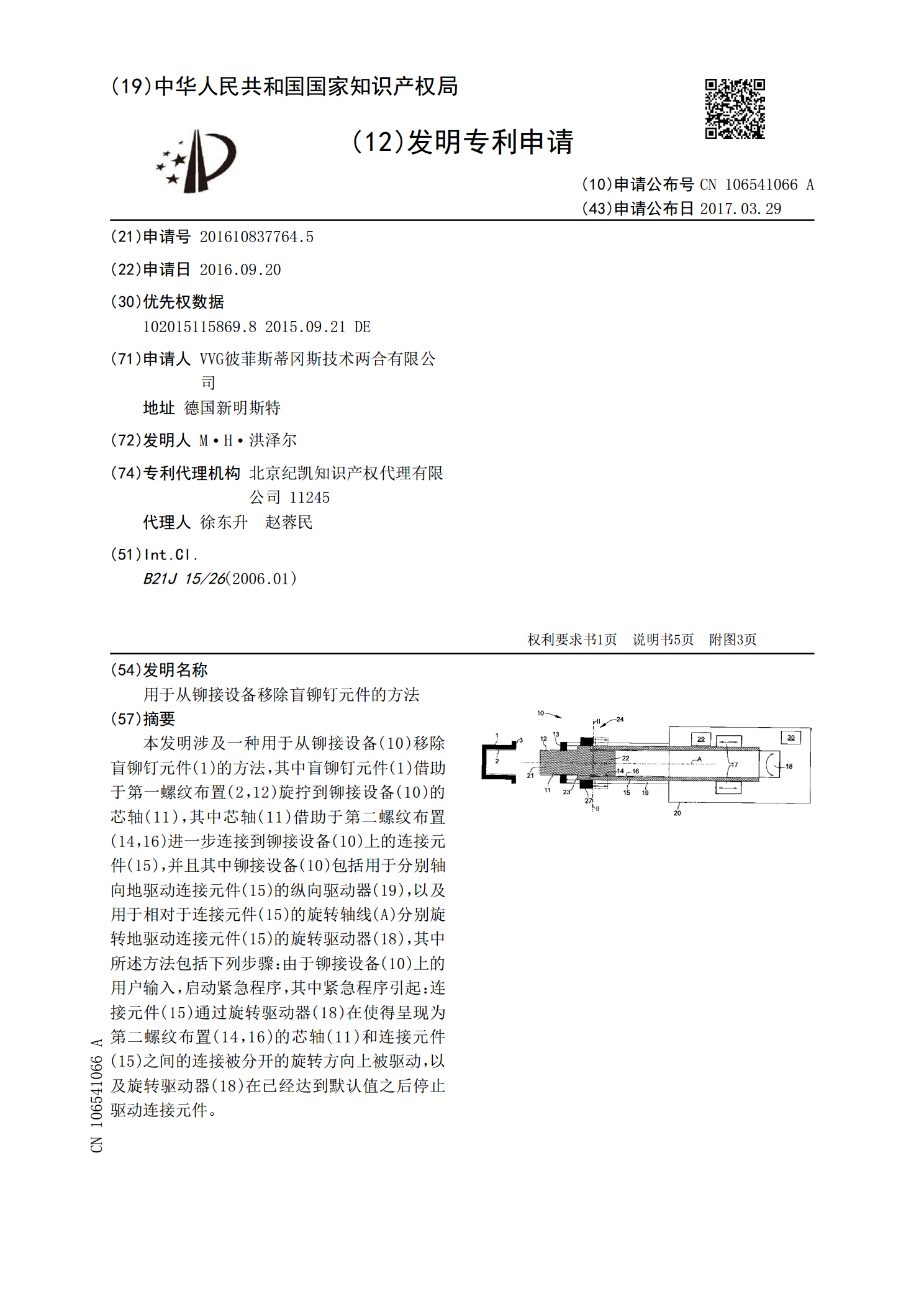
本发明涉及一种用于从铆接设备(10)移除盲铆钉元件(1)的方法,其中盲铆钉元件(1)借助于第一螺纹布置(2,12)旋拧到铆接设备(10)的芯轴(11),其中芯轴(11)借助于第二螺纹布置(14,16)进一步连接到铆接设备(10)上的连接元件(15),并且其中铆接设备(10)包括用于分别轴向地驱动连接元件(15)的纵向驱动器(19),以及用于相对于连接元件(15)的旋转轴线(A)分别旋转地驱动连接元件(15)的旋转驱动器(18),其中所述方法包括下列步骤:由于铆接设备(10)上的用户输入,启动紧急程序,其中
盲铆钉及其铆接方法.pdf
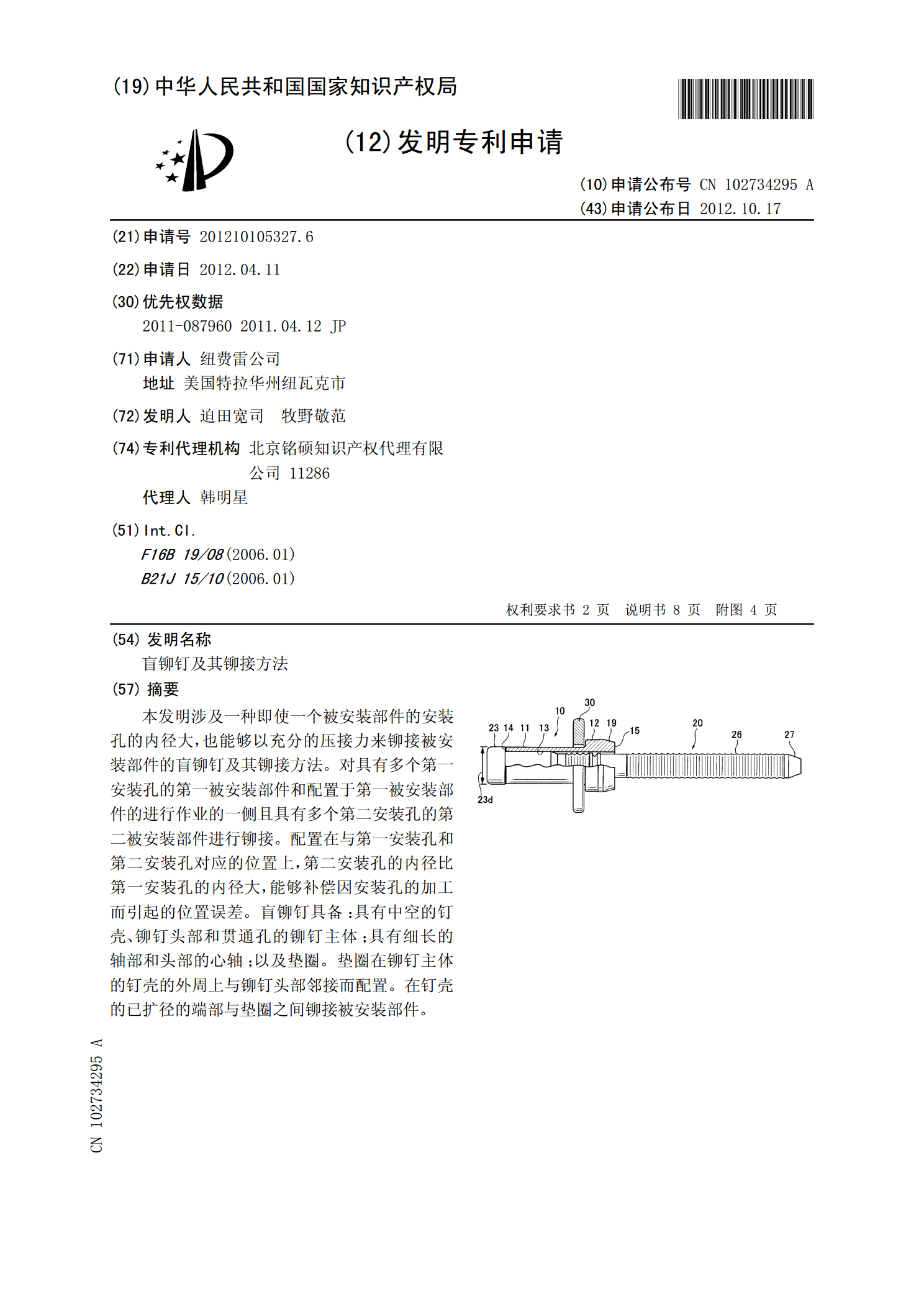
本发明涉及一种即使一个被安装部件的安装孔的内径大,也能够以充分的压接力来铆接被安装部件的盲铆钉及其铆接方法。对具有多个第一安装孔的第一被安装部件和配置于第一被安装部件的进行作业的一侧且具有多个第二安装孔的第二被安装部件进行铆接。配置在与第一安装孔和第二安装孔对应的位置上,第二安装孔的内径比第一安装孔的内径大,能够补偿因安装孔的加工而引起的位置误差。盲铆钉具备:具有中空的钉壳、铆钉头部和贯通孔的铆钉主体;具有细长的轴部和头部的心轴;以及垫圈。垫圈在铆钉主体的钉壳的外周上与铆钉头部邻接而配置。在钉壳的已扩径的
盲铆钉铆接装置.pdf
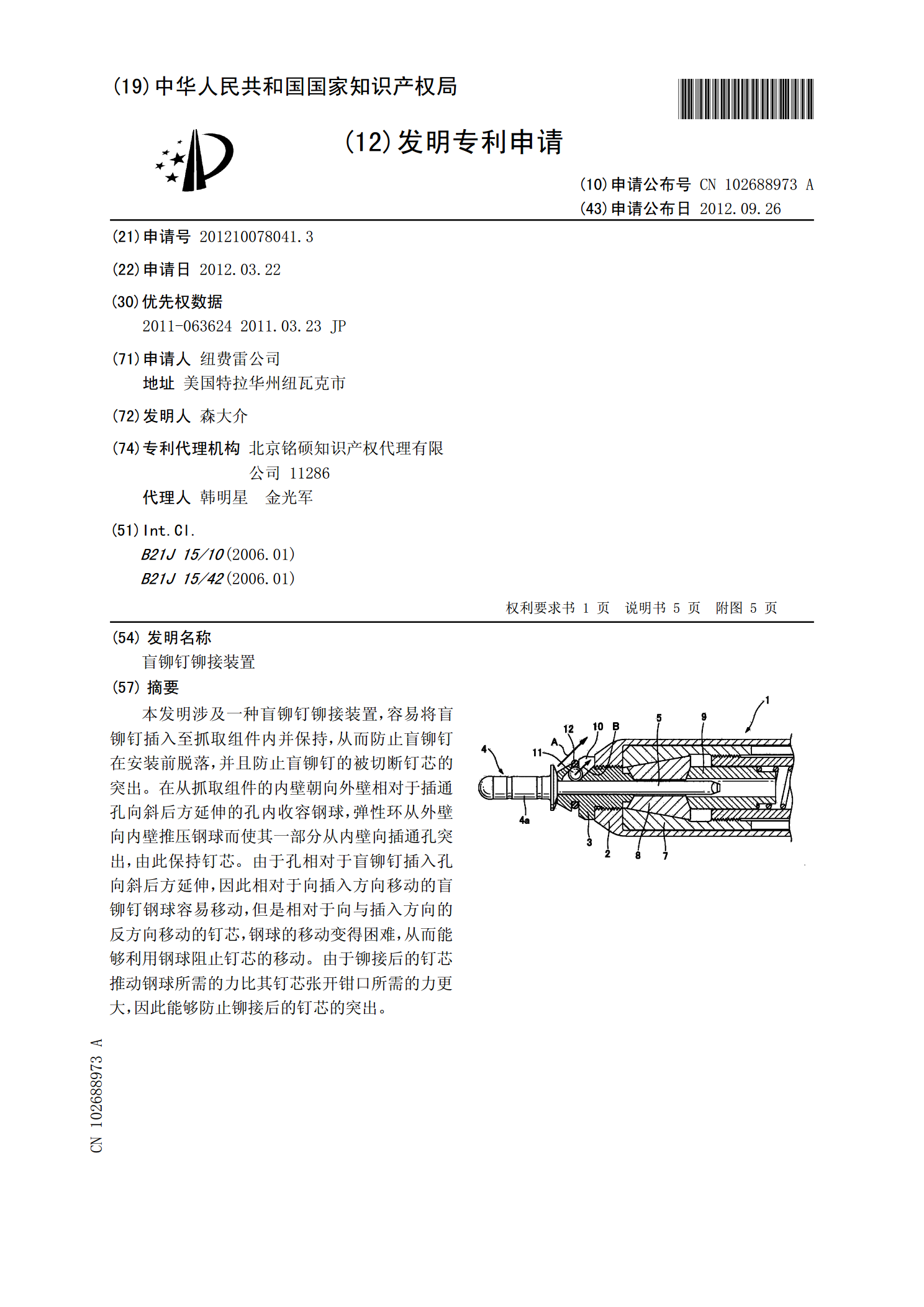
本发明涉及一种盲铆钉铆接装置,容易将盲铆钉插入至抓取组件内并保持,从而防止盲铆钉在安装前脱落,并且防止盲铆钉的被切断钉芯的突出。在从抓取组件的内壁朝向外壁相对于插通孔向斜后方延伸的孔内收容钢球,弹性环从外壁向内壁推压钢球而使其一部分从内壁向插通孔突出,由此保持钉芯。由于孔相对于盲铆钉插入孔向斜后方延伸,因此相对于向插入方向移动的盲铆钉钢球容易移动,但是相对于向与插入方向的反方向移动的钉芯,钢球的移动变得困难,从而能够利用钢球阻止钉芯的移动。由于铆接后的钉芯推动钢球所需的力比其钉芯张开钳口所需的力更大,因此
铆接工具.pdf
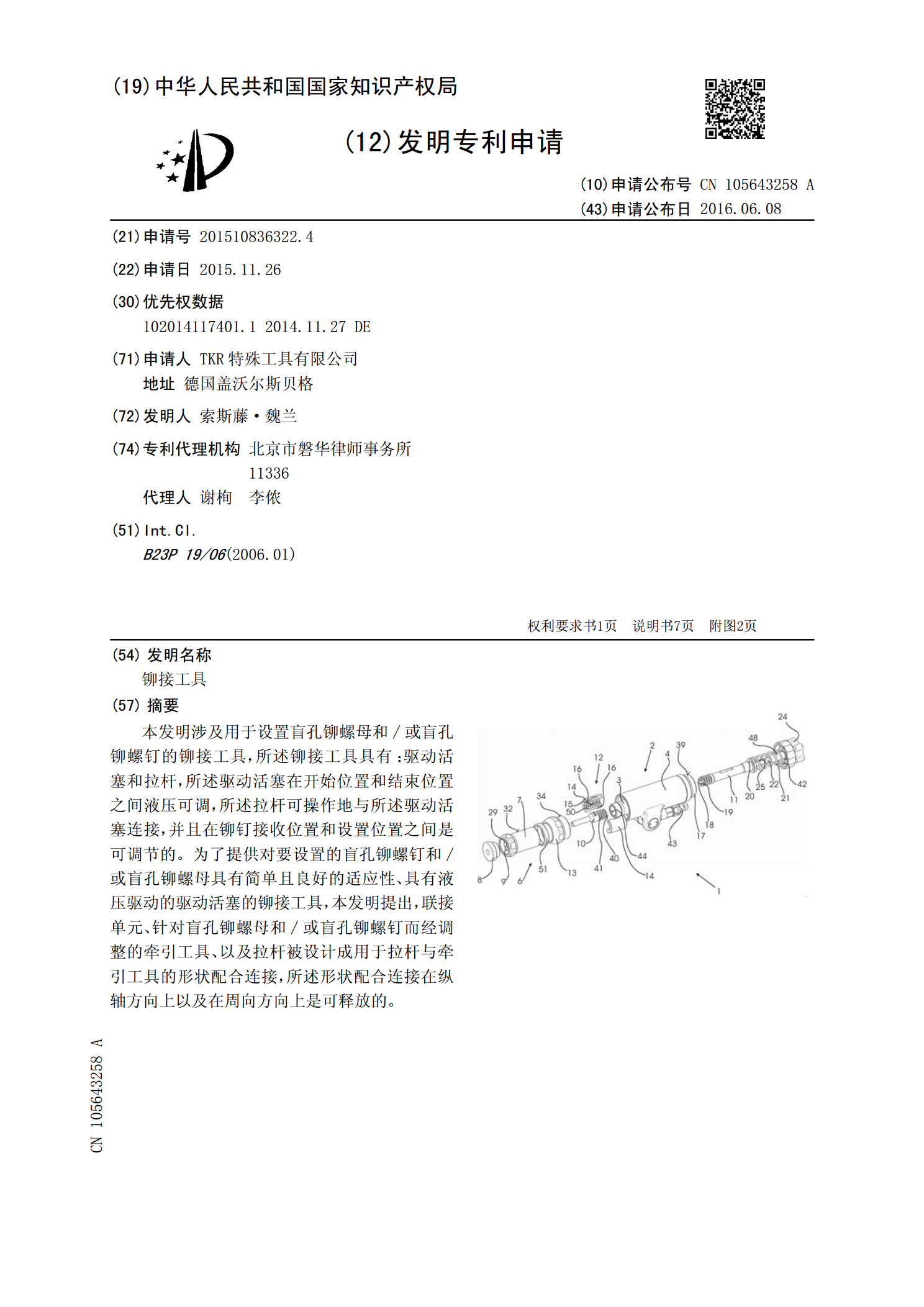
本发明涉及用于设置盲孔铆螺母和/或盲孔铆螺钉的铆接工具,所述铆接工具具有:驱动活塞和拉杆,所述驱动活塞在开始位置和结束位置之间液压可调,所述拉杆可操作地与所述驱动活塞连接,并且在铆钉接收位置和设置位置之间是可调节的。为了提供对要设置的盲孔铆螺钉和/或盲孔铆螺母具有简单且良好的适应性、具有液压驱动的驱动活塞的铆接工具,本发明提出,联接单元、针对盲孔铆螺母和/或盲孔铆螺钉而经调整的牵引工具、以及拉杆被设计成用于拉杆与牵引工具的形状配合连接,所述形状配合连接在纵轴方向上以及在周向方向上是可释放的。