
一种用于薄壁工件的重复定位治具.pdf

是你****辉呀

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于薄壁工件的重复定位治具.pdf
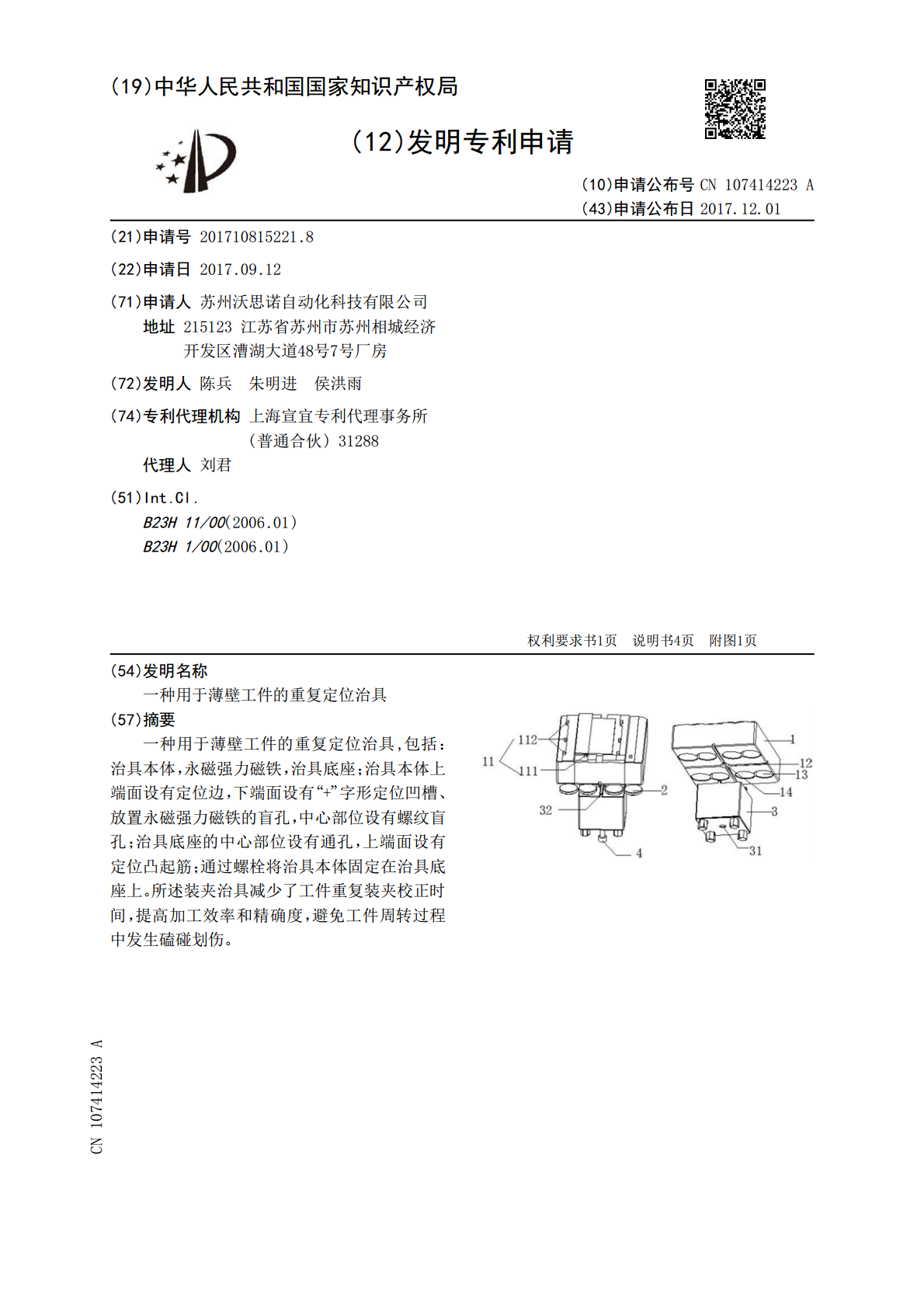
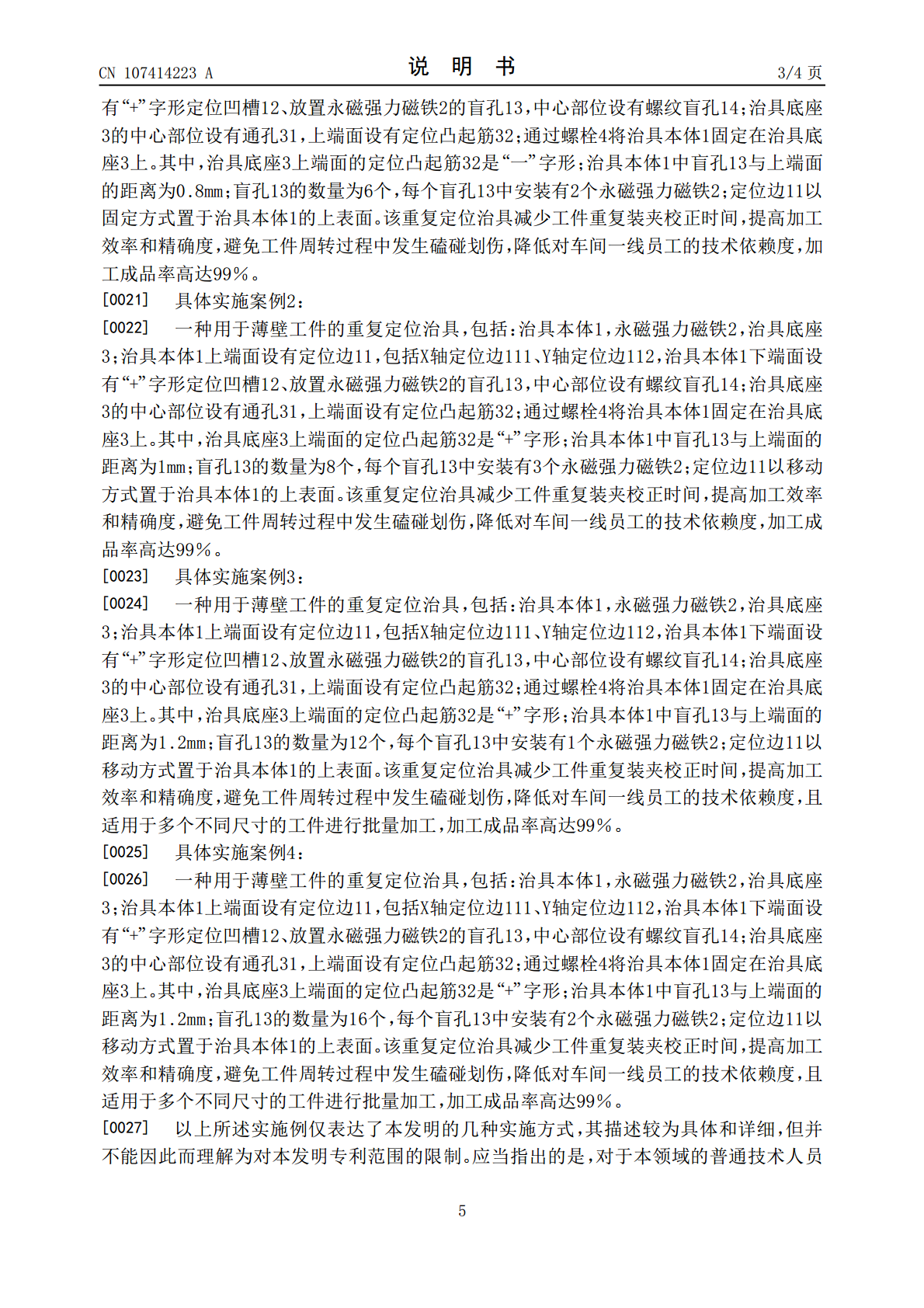
一种用于薄壁工件的重复定位治具,包括:治具本体,永磁强力磁铁,治具底座;治具本体上端面设有定位边,下端面设有“+”字形定位凹槽、放置永磁强力磁铁的盲孔,中心部位设有螺纹盲孔;治具底座的中心部位设有通孔,上端面设有定位凸起筋;通过螺栓将治具本体固定在治具底座上。所述装夹治具减少了工件重复装夹校正时间,提高加工效率和精确度,避免工件周转过程中发生磕碰划伤。
一种用于金属工件加工的定位治具.pdf
本实用新型公开了一种用于金属工件加工的定位治具,具体涉及金属工件加工技术领域,包括基座,所述基座的顶部设置有两个相对设置的支撑板,两个所述支撑板上均设置有两组定位加持组件,所述定位加持组件包括设置在支撑板顶部的安装筒,所述安装筒的一侧设置有两个放置板。本实用新型通过设置定位加持组件,第一加持杆和第二加持杆之间的间距变大,方便适配不同尺寸的物料,同时物料与以第一加持杆和第二加持杆作为支撑点,不仅确保物料在进行夹持时的稳定性,同时装置与物料之间的接触面积小,方便对其进行加工,同时方便适配不同尺寸以及形状的物料
一种用于工件重复定位的夹具.pdf
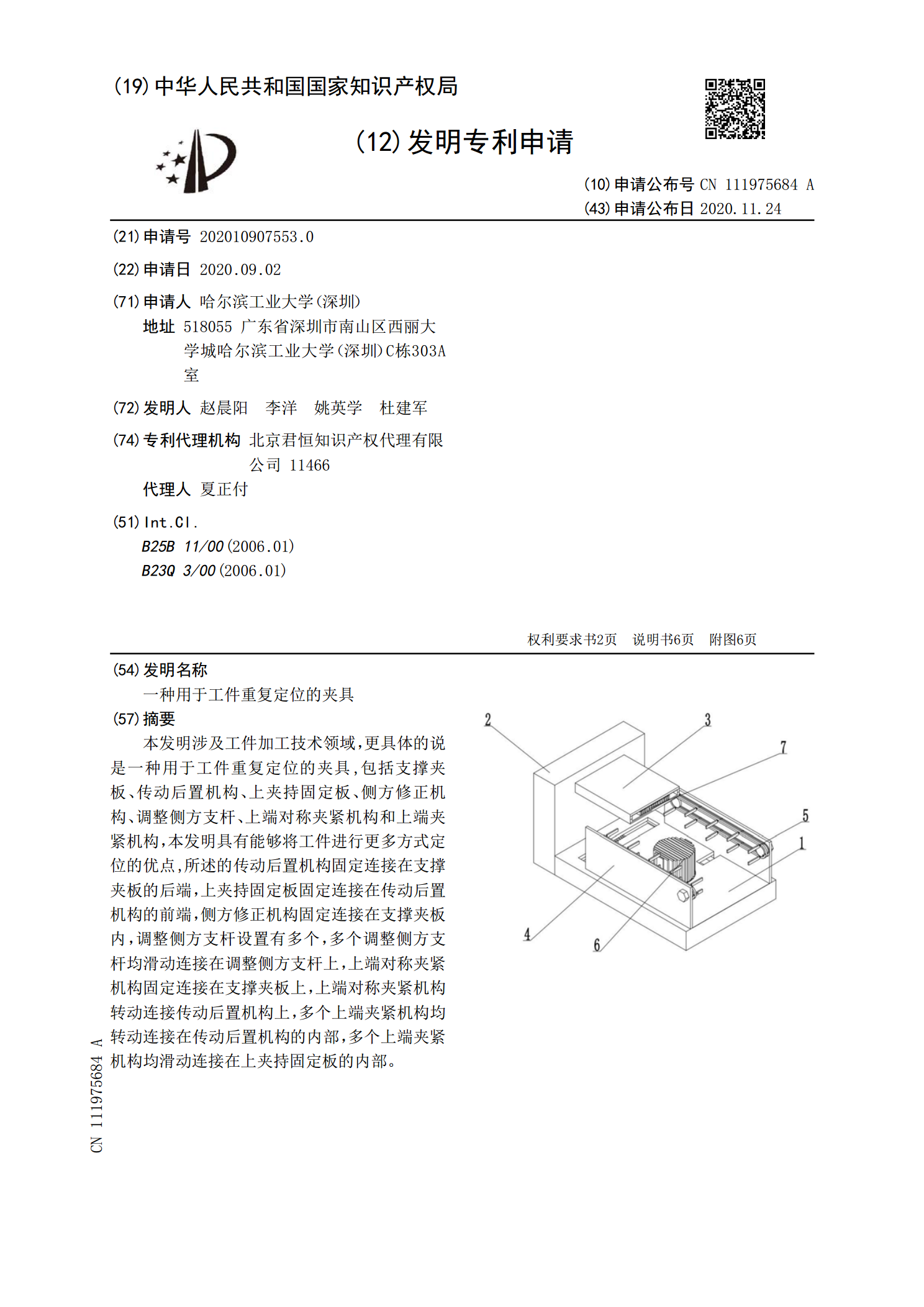
本发明涉及工件加工技术领域,更具体的说是一种用于工件重复定位的夹具,包括支撑夹板、传动后置机构、上夹持固定板、侧方修正机构、调整侧方支杆、上端对称夹紧机构和上端夹紧机构,本发明具有能够将工件进行更多方式定位的优点,所述的传动后置机构固定连接在支撑夹板的后端,上夹持固定板固定连接在传动后置机构的前端,侧方修正机构固定连接在支撑夹板内,调整侧方支杆设置有多个,多个调整侧方支杆均滑动连接在调整侧方支杆上,上端对称夹紧机构固定连接在支撑夹板上,上端对称夹紧机构转动连接传动后置机构上,多个上端夹紧机构均转动连接在传
一种工件存储盒的定位治具.pdf
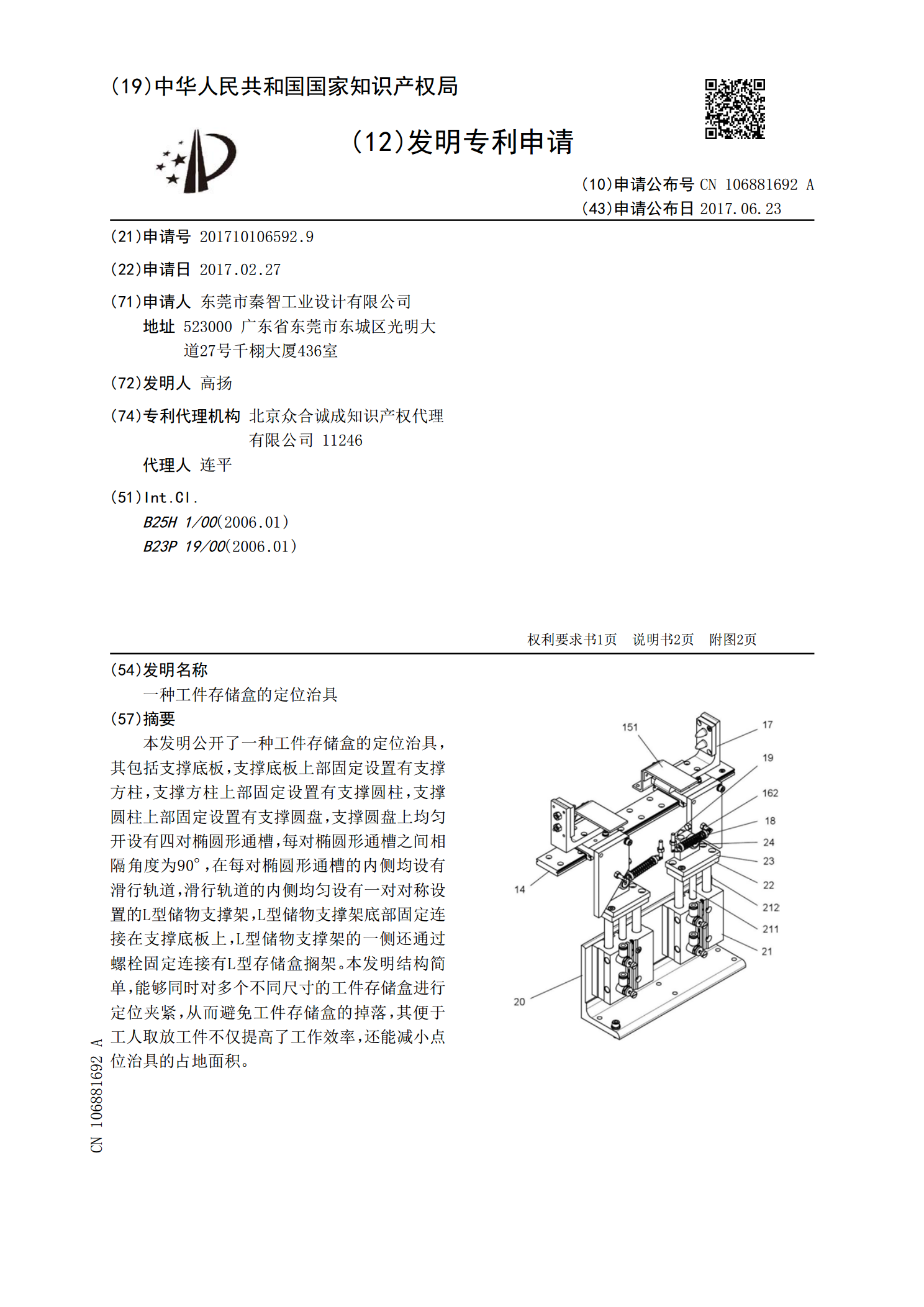
本发明公开了一种工件存储盒的定位治具,其包括支撑底板,支撑底板上部固定设置有支撑方柱,支撑方柱上部固定设置有支撑圆柱,支撑圆柱上部固定设置有支撑圆盘,支撑圆盘上均匀开设有四对椭圆形通槽,每对椭圆形通槽之间相隔角度为90°,在每对椭圆形通槽的内侧均设有滑行轨道,滑行轨道的内侧均匀设有一对对称设置的L型储物支撑架,L型储物支撑架底部固定连接在支撑底板上,L型储物支撑架的一侧还通过螺栓固定连接有L型存储盒搁架。本发明结构简单,能够同时对多个不同尺寸的工件存储盒进行定位夹紧,从而避免工件存储盒的掉落,其便于工人取
一种用于工件转移的活动治具板.pdf
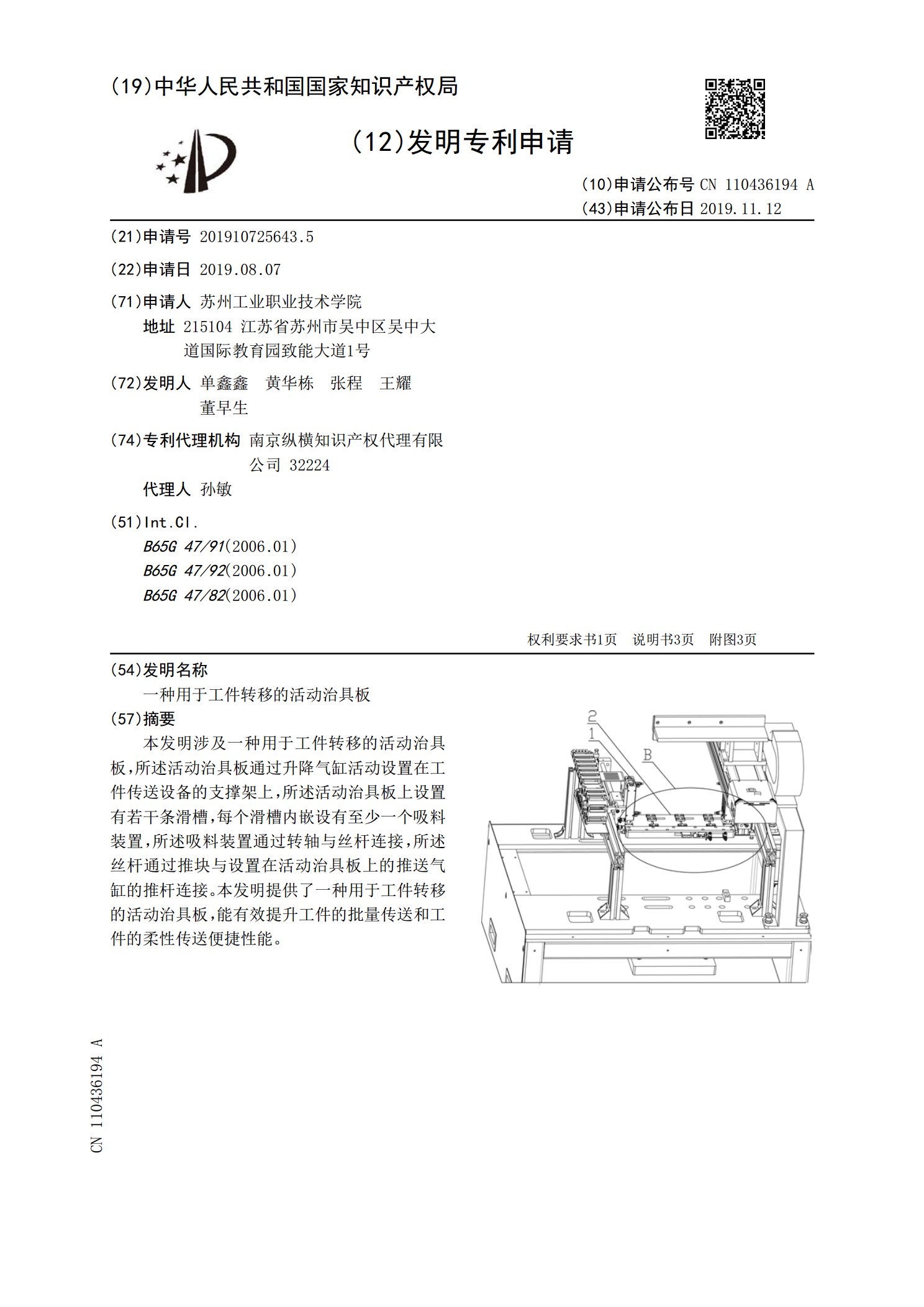
本发明涉及一种用于工件转移的活动治具板,所述活动治具板通过升降气缸活动设置在工件传送设备的支撑架上,所述活动治具板上设置有若干条滑槽,每个滑槽内嵌设有至少一个吸料装置,所述吸料装置通过转轴与丝杆连接,所述丝杆通过推块与设置在活动治具板上的推送气缸的推杆连接。本发明提供了一种用于工件转移的活动治具板,能有效提升工件的批量传送和工件的柔性传送便捷性能。