
一种圆锥滚子轴承内组件收缩模具.pdf

是你****深呀


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆锥滚子轴承内组件收缩模具.pdf
本发明公开了一种圆锥滚子轴承内组件收缩模具,包括上模和下模,还包括定位卸料板,下模外侧对称开设用于定位和导向螺栓螺母安装的台阶孔,台阶孔贯穿下模上下表面,下模上表面还开设多个盲孔,盲孔内容置压缩弹簧,下模中部的过梁为上大下小的梯形结构,大小与内组件的保持架梁宽适配,定位卸料板对应开设有与下模的台阶孔配合的弧形槽,定位卸料板上还分别具有2个内组件定位区和内组件取放区。该圆锥滚子轴承内组件收缩模具保证内组件平放且与收缩模对准,避免压伤滚子和保持架。

轴承组件及圆锥滚子轴承.pdf
本发明实施例提供一种轴承组件及圆锥滚子轴承,圆锥滚子轴承包括:第一内圈,其轴向第一端面开设有环形凹槽;第二内圈,与第一内圈同轴且轴向并排设置,第二内圈的轴向第二端面设置有环形凸起,环形凸起收容于环形凹槽内;密封环,包括环形凹槽密封部,环形凹槽密封部的外表面与环形凹槽的凹槽侧壁相配合,环形凹槽密封部的内表面与环形凸起的外表面相配合,密封环的内表面和外表面二者中的至少一者设置有闭合凸起,既能够降低轴承出现安装偏差的可能性,又能够在出现一定的轴向间隙时,仍旧保证密封效果,降低轴承在工作过程中出现泄漏的概率,提高

轴承组件及圆锥滚子轴承.pdf
一种轴承组件及圆锥滚子轴承,圆锥滚子轴承包括:圆锥滚子,圆锥滚子的数量为至少2列;轴承内圈,包括挡边部和滚道部,挡边部固定于滚道部的第一端面;隔圈,设置于相邻的轴承内圈之间,且与滚道部的第二端面接触;圆锥滚子位于滚道部的外周面,且位于挡边部和隔圈之间。本发明实施例所提供的圆锥滚子轴承,由于隔圈和轴承内圈是两个独立的部件,因而便于圆锥滚子轴承的安装和拆卸,无需借助外界安装工具,从而避免了安装过程中因安装工具复杂造成对保持架的磨损,并且,拆卸过程中也无需再损坏保持架,从而延长了保持架的使用寿命,节约了成本。
圆锥滚子轴承内组件限高检测机构.pdf
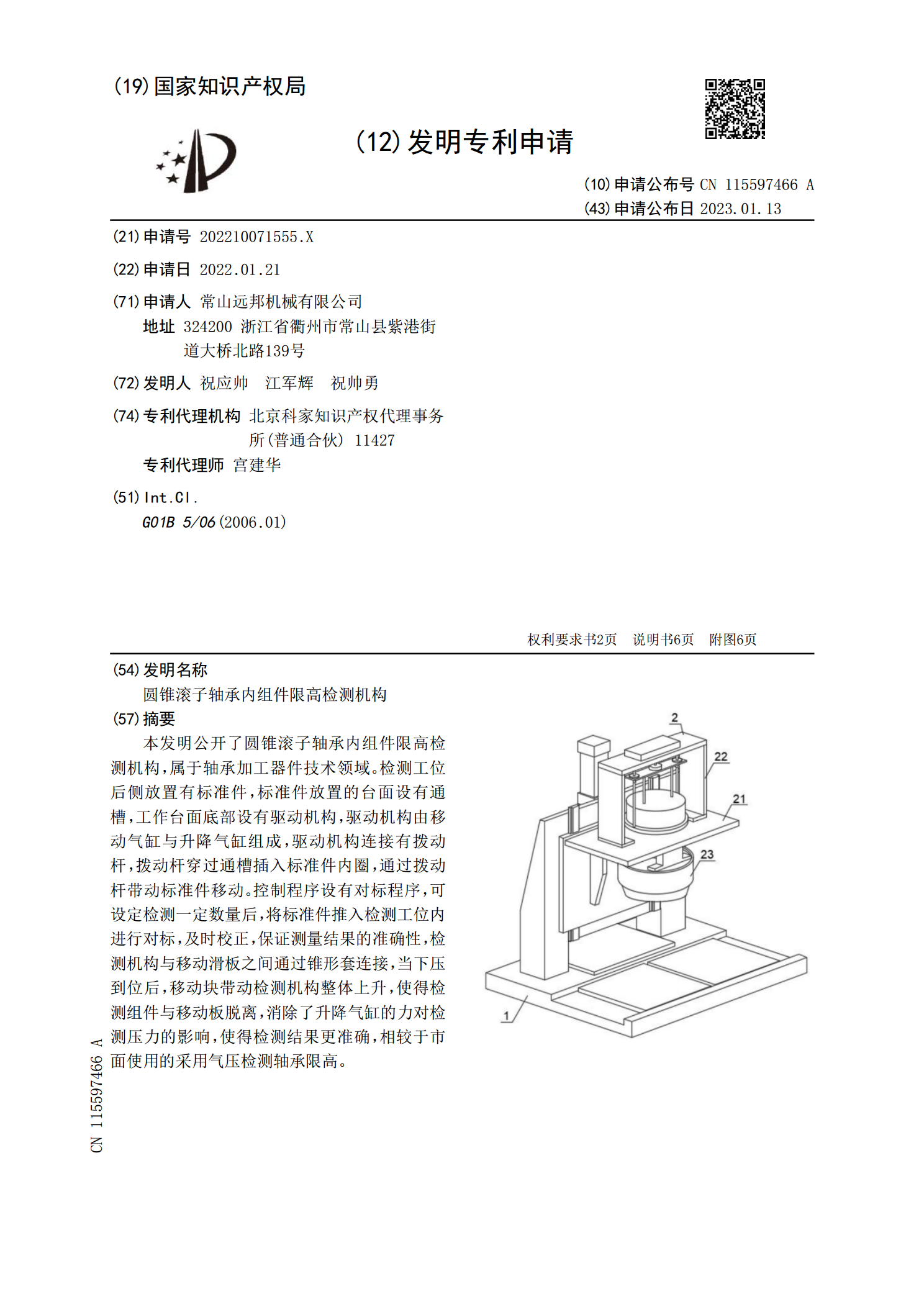
本发明公开了圆锥滚子轴承内组件限高检测机构,属于轴承加工器件技术领域。检测工位后侧放置有标准件,标准件放置的台面设有通槽,工作台面底部设有驱动机构,驱动机构由移动气缸与升降气缸组成,驱动机构连接有拨动杆,拨动杆穿过通槽插入标准件内圈,通过拨动杆带动标准件移动。控制程序设有对标程序,可设定检测一定数量后,将标准件推入检测工位内进行对标,及时校正,保证测量结果的准确性,检测机构与移动滑板之间通过锥形套连接,当下压到位后,移动块带动检测机构整体上升,使得检测组件与移动板脱离,消除了升降气缸的力对检测压力的影响,
轴承内组件及其装配方法和圆锥滚子轴承.pdf
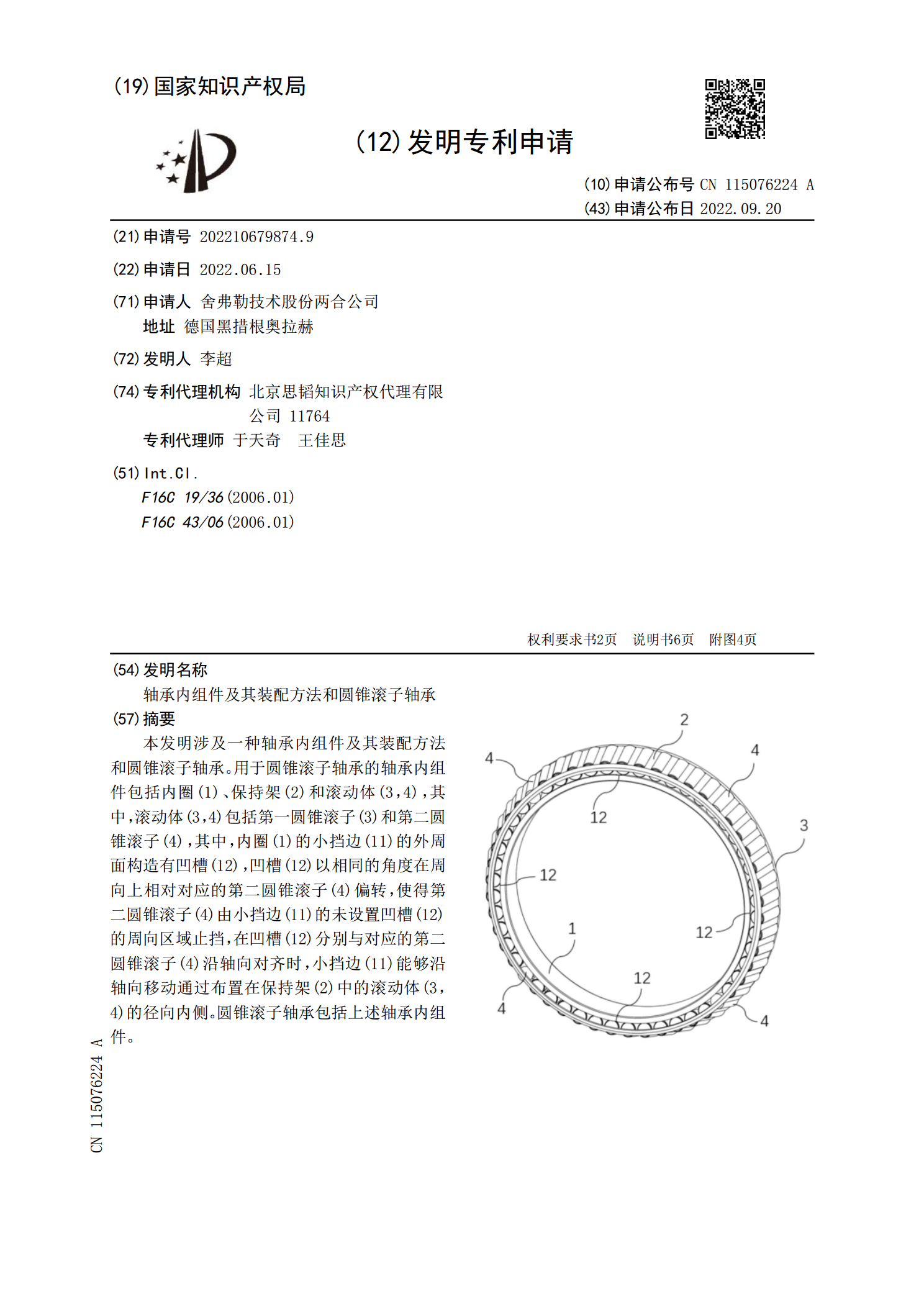
本发明涉及一种轴承内组件及其装配方法和圆锥滚子轴承。用于圆锥滚子轴承的轴承内组件包括内圈(1)、保持架(2)和滚动体(3,4),其中,滚动体(3,4)包括第一圆锥滚子(3)和第二圆锥滚子(4),其中,内圈(1)的小挡边(11)的外周面构造有凹槽(12),凹槽(12)以相同的角度在周向上相对对应的第二圆锥滚子(4)偏转,使得第二圆锥滚子(4)由小挡边(11)的未设置凹槽(12)的周向区域止挡,在凹槽(12)分别与对应的第二圆锥滚子(4)沿轴向对齐时,小挡边(11)能够沿轴向移动通过布置在保持架(2)中的滚动