
一种中心带有盲孔的轴类锻件自由锻造方法.pdf

雨巷****凝海

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种中心带有盲孔的轴类锻件自由锻造方法.pdf
本发明属于锻造技术领域,具体涉及一种中心带有盲孔的锻件自由锻造方法。通常轴类锻件是由棒材加热后,经过预形模锻造成形,然后采用专用模具进行模锻制成锻件成品。但由于上述方法中,轴类锻件的中心盲孔需要制造上行模具来完成,锻造过程中没有采用任何措施保证锻件的同轴度,致使锻件费用高、工序多、加热次数多、能源浪费大,且很难达到中心盲孔与轴类锻件外圆的同轴度要求与经济效益要求。本发明采用自由锻的方法解决中心带有盲孔的轴类锻件的同轴度问题,预制一个整体式内腔与轴类锻件外形相匹配的胎膜,所述胎膜内腔的形状和尺寸分别与轴类锻
盲孔类锻件的锻造模具及锻造方法.pdf
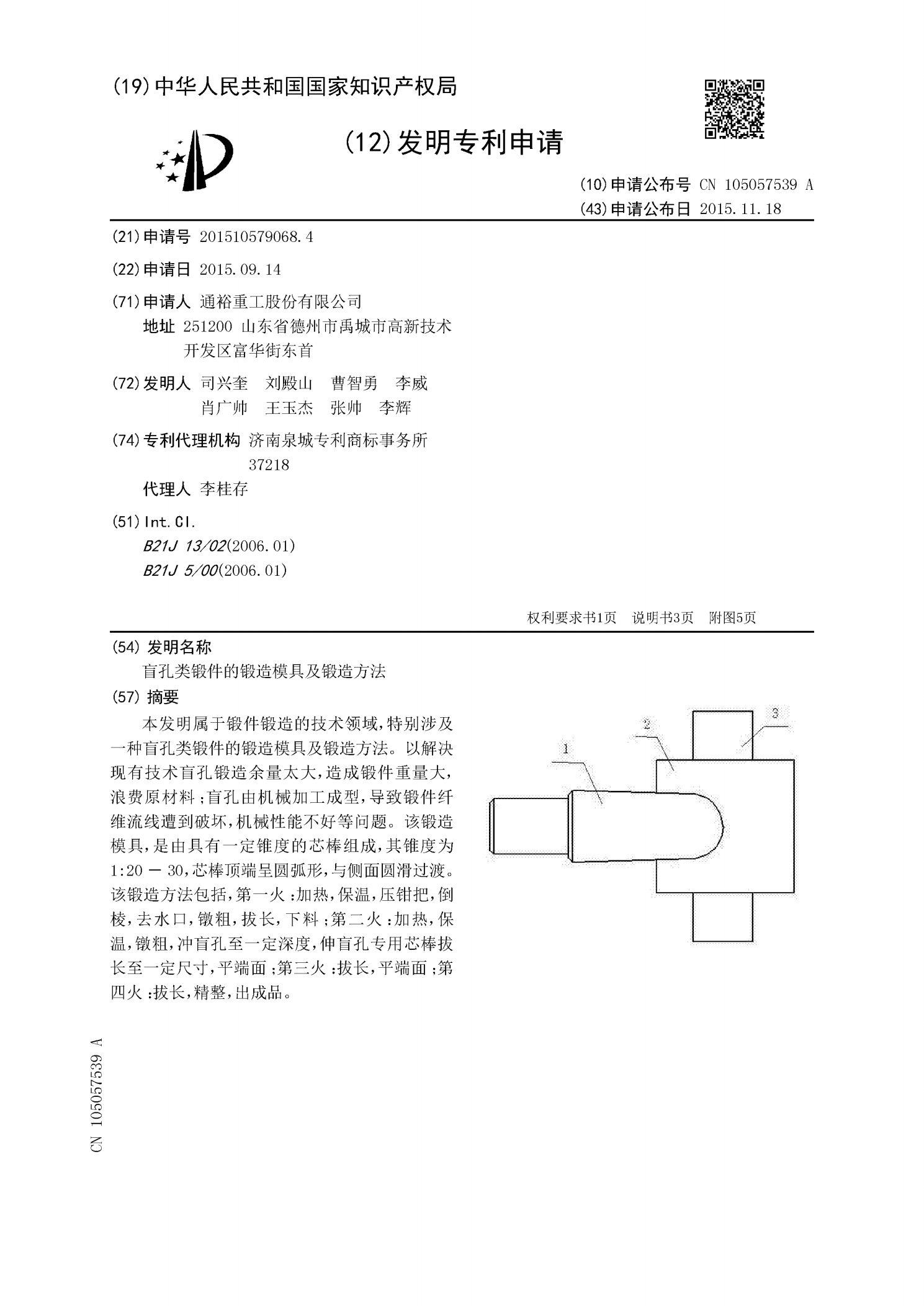
本发明属于锻件锻造的技术领域,特别涉及一种盲孔类锻件的锻造模具及锻造方法。以解决现有技术盲孔锻造余量太大,造成锻件重量大,浪费原材料;盲孔由机械加工成型,导致锻件纤维流线遭到破坏,机械性能不好等问题。该锻造模具,是由具有一定锥度的芯棒组成,其锥度为1:20-30,芯棒顶端呈圆弧形,与侧面圆滑过渡。该锻造方法包括,第一火:加热,保温,压钳把,倒棱,去水口,镦粗,拔长,下料;第二火:加热,保温,镦粗,冲盲孔至一定深度,伸盲孔专用芯棒拔长至一定尺寸,平端面;第三火:拔长,平端面;第四火:拔长,精整,出成品。

一种半盲孔锻件收孔锻造方法.pdf
本发明提供了一种半盲孔锻件收孔锻造方法,该方法利用传统普通工具工装,通过改变材料变形过程,控制变形量来实现锻件收孔过程,生产半盲孔锻件的锻造方法,主要包括以下步骤:1)错平锭尾,剁齐冒口;2)镦粗;3)实心冲子冲孔;4)采用马杠扩孔至传统普通芯棒大直径端能够穿入坯料进行拔长;5)采用传统普通芯棒拔长至预成坯;6)立料镦粗,平整坯料端面;7)收孔成型;8)精整表面,本发明节约原材料,降低原材料成本,减少机械加工余量,缩短加工时间,提高了生产效率,降低生产过程消耗,并且改善锻件内孔台阶相交处内部金属组织、金属

一种大型盲孔锻件锻造模具及锻造方法.pdf
本发明提供一种大型盲孔锻件锻造模具及锻造方法,属于锻件锻造技术领域,所述锻造模具包括上模具和下模具,其中,所述上模具包括冲杆和冲头,所述冲杆和所述冲头可拆卸连接,所述冲杆一端的端部为半球形,所述冲头为半球壳形,所述冲头用于套设在所述冲杆一端的端部,所述下模具为顶部开口的圆筒状结构。本发明提供的大型盲孔锻件锻造模具能够实现大型盲孔锻件的反挤压模锻成形工艺,并且避免了在模锻成形过程中冲头与坯料抱死的问题,有利于实现大型盲孔锻件的工业化生产。

一种多台阶轴类锻件及其锻造方法.pdf
本发明公开了一种多台阶轴类锻件及其锻造方法,涉及金属锻造技术领域,解决了现有技术中大截面轴类锻件出成品时大直径截面锻比过小容易造成晶粒粗大、台阶小直径截面锻比过大容易出现裂纹等问题。本发明的锻造方法为对钢锭进行加热炉加热和自由锻,得到预制坯,预制坯包括坯身以及坯身两端的端部,端部的直径小于坯身的直径;预制坯依次进行冷却、返炉保温和加热保温;出加热炉后对预制坯的坯身依次进行镦粗和拔长,形成轴身;对形成轴身后的预制坯进行端部拔长,形成多个直径不同的台阶轴。本发明的多台阶轴类锻件及其锻造方法能够提高最大截面的出