
一种大型盲孔锻件锻造模具及锻造方法.pdf

佳宁****么啦

1/10

2/10

3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大型盲孔锻件锻造模具及锻造方法.pdf
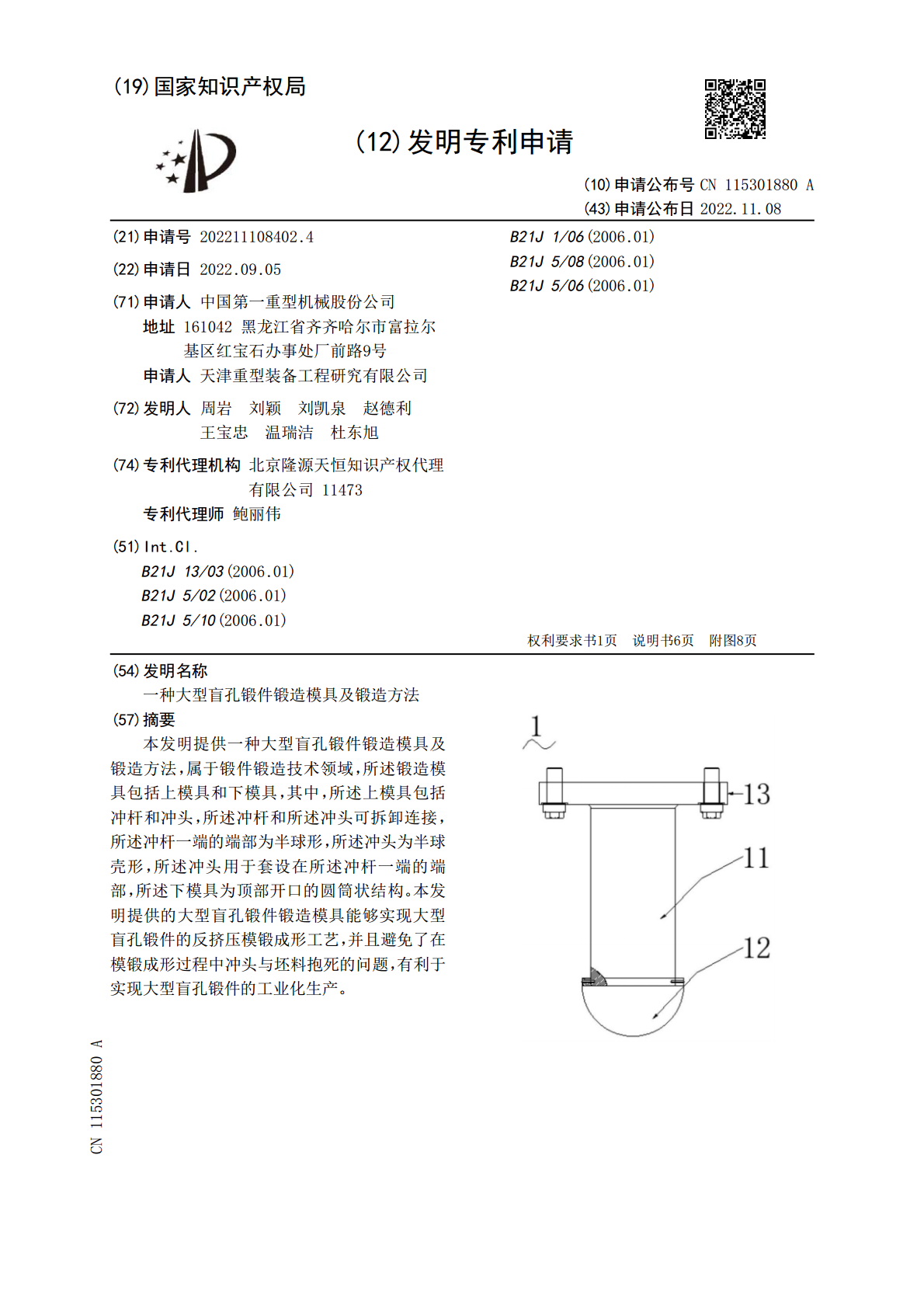
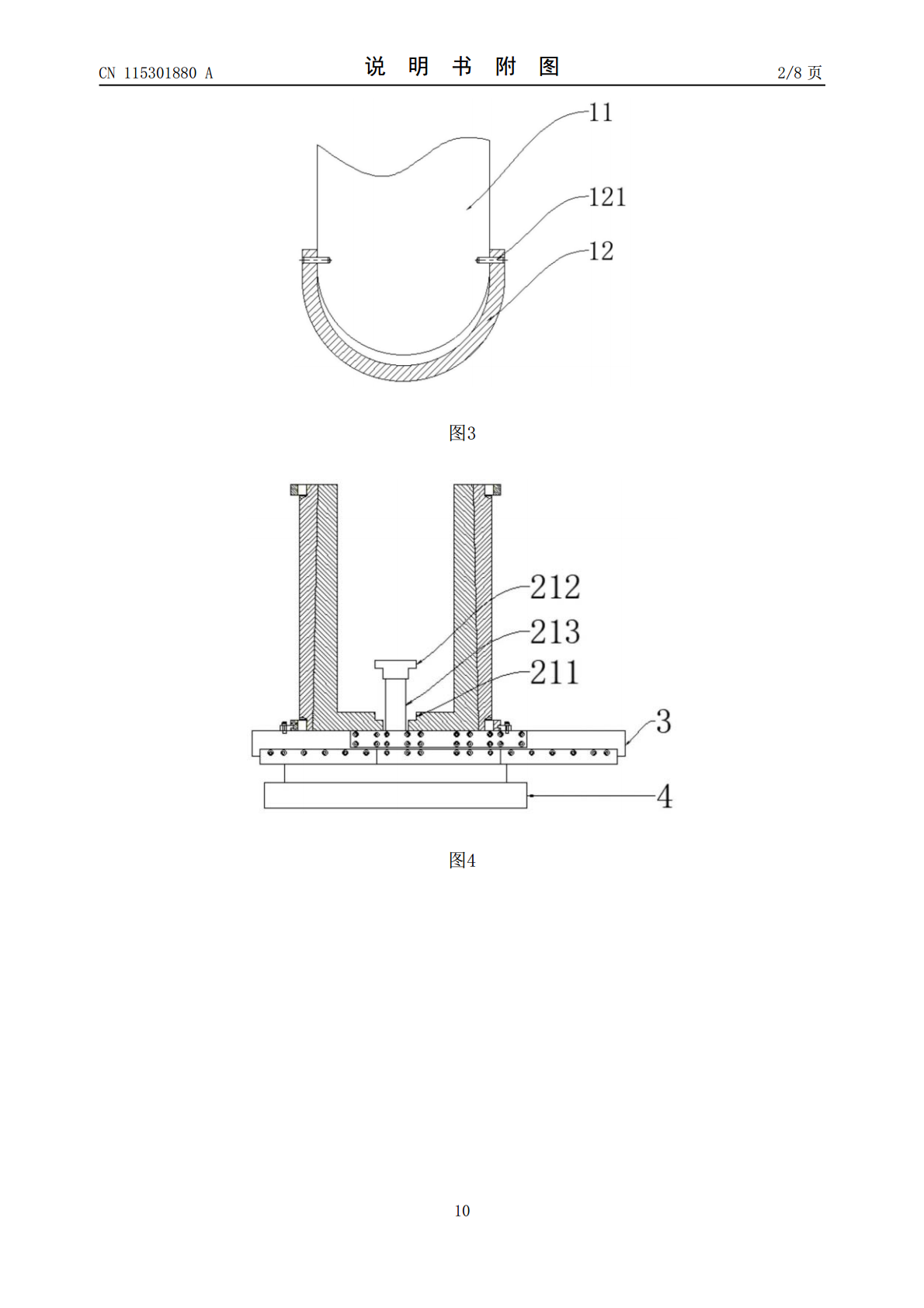
本发明提供一种大型盲孔锻件锻造模具及锻造方法,属于锻件锻造技术领域,所述锻造模具包括上模具和下模具,其中,所述上模具包括冲杆和冲头,所述冲杆和所述冲头可拆卸连接,所述冲杆一端的端部为半球形,所述冲头为半球壳形,所述冲头用于套设在所述冲杆一端的端部,所述下模具为顶部开口的圆筒状结构。本发明提供的大型盲孔锻件锻造模具能够实现大型盲孔锻件的反挤压模锻成形工艺,并且避免了在模锻成形过程中冲头与坯料抱死的问题,有利于实现大型盲孔锻件的工业化生产。
盲孔类锻件的锻造模具及锻造方法.pdf
本发明属于锻件锻造的技术领域,特别涉及一种盲孔类锻件的锻造模具及锻造方法。以解决现有技术盲孔锻造余量太大,造成锻件重量大,浪费原材料;盲孔由机械加工成型,导致锻件纤维流线遭到破坏,机械性能不好等问题。该锻造模具,是由具有一定锥度的芯棒组成,其锥度为1:20-30,芯棒顶端呈圆弧形,与侧面圆滑过渡。该锻造方法包括,第一火:加热,保温,压钳把,倒棱,去水口,镦粗,拔长,下料;第二火:加热,保温,镦粗,冲盲孔至一定深度,伸盲孔专用芯棒拔长至一定尺寸,平端面;第三火:拔长,平端面;第四火:拔长,精整,出成品。

一种半盲孔锻件收孔锻造方法.pdf
本发明提供了一种半盲孔锻件收孔锻造方法,该方法利用传统普通工具工装,通过改变材料变形过程,控制变形量来实现锻件收孔过程,生产半盲孔锻件的锻造方法,主要包括以下步骤:1)错平锭尾,剁齐冒口;2)镦粗;3)实心冲子冲孔;4)采用马杠扩孔至传统普通芯棒大直径端能够穿入坯料进行拔长;5)采用传统普通芯棒拔长至预成坯;6)立料镦粗,平整坯料端面;7)收孔成型;8)精整表面,本发明节约原材料,降低原材料成本,减少机械加工余量,缩短加工时间,提高了生产效率,降低生产过程消耗,并且改善锻件内孔台阶相交处内部金属组织、金属

一种大型环形锻件锻造模具.pdf
本发明公开了一种大型环形锻件锻造模具,包括锻造上模与锻造下模,锻造上模与锻造下模上相对面设有与承压支撑体外形相配合的锻造模型腔;锻造下模中部设有锻造下模镶块,锻造下模镶块下端与贯穿锻造下模的顶杆上端相固定;锻造上模与锻造下模镶块相对面上设有飞边仓部,飞轮仓部与锻造模型腔相连通,锻造上模上沿着环形间隔设有多个与锻造模型腔相连通的上模排气孔,上模排气孔位于飞轮仓部的外周。本发明结构设计新颖,利用飞边仓部容纳多余飞边,来增加产品率,可以节省30%的材料;上模排气孔位于飞轮仓部的外周,可以适当增加锻造模型腔的泄压

半盲孔锻件收孔锻造工艺研究.docx
半盲孔锻件收孔锻造工艺研究标题:半盲孔锻件收孔锻造工艺研究摘要:半盲孔锻件广泛应用于各种工业领域中,其制造复杂且需要高精度。然而,现有的加工方法对于半盲孔部分的锻造仍然存在一定的困难和挑战。鉴于此,本文研究了一种新的工艺——收孔锻造工艺,旨在解决半盲孔锻件制造过程中的问题,提高其加工效率和质量。本文首先介绍了半盲孔锻件的概念及其应用领域,然后分析了现有加工方法存在的问题,接着详细描述了收孔锻造工艺的原理和操作流程,并通过实验证明了其有效性和可行性。最后,展望了收孔锻造工艺的发展前景,并提出了进一步的研究方