
数字射线自动检测装置及其检测方法.pdf

绮兰****文章


1/10

2/10

3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数字射线自动检测装置及其检测方法.pdf
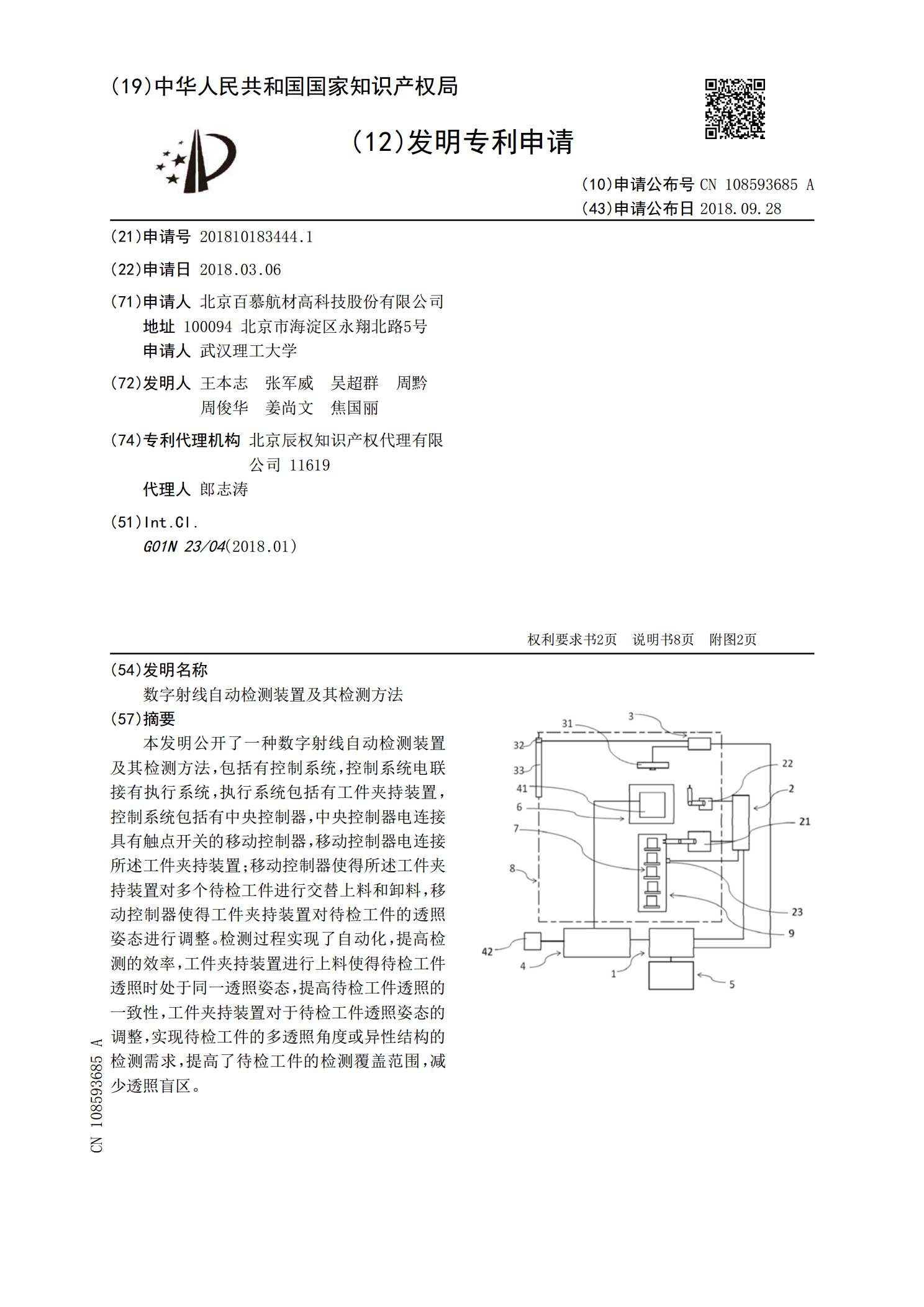
本发明公开了一种数字射线自动检测装置及其检测方法,包括有控制系统,控制系统电联接有执行系统,执行系统包括有工件夹持装置,控制系统包括有中央控制器,中央控制器电连接具有触点开关的移动控制器,移动控制器电连接所述工件夹持装置;移动控制器使得所述工件夹持装置对多个待检工件进行交替上料和卸料,移动控制器使得工件夹持装置对待检工件的透照姿态进行调整。检测过程实现了自动化,提高检测的效率,工件夹持装置进行上料使得待检工件透照时处于同一透照姿态,提高待检工件透照的一致性,工件夹持装置对于待检工件透照姿态的调整,实现待检

数字X射线检测仪、数字X射线检测装置及其制造方法.pdf
提出了一种数字X射线检测仪、数字X射线检测装置及其制造方法。所述数字X射线检测仪包括:基础衬底,包括有源区域以及GIP(面板内栅极)区域,所述有源区域包括多个像素区域,所述GIP区域位于所述有源区域的至少一个侧面区域中;PIN(P型半导体‑本征型半导体‑N型半导体)二极管,设置在所述有源区域中并且在所述基础衬底的上方;GIP驱动器,设置在所述GIP区域中并且在所述基础衬底的上方;以及闪烁体层,设置在所述PIN二极管和所述GIP驱动器的上方,以覆盖所述有源区域和至少一部分所述GIP区域。本发明能够在将边框尺

X射线机现场自动检测装置.pdf
本发明公开了一种X射线机现场自动检测装置,解决了现场X射线机的检查位置调整的难题。包括在支架盒(1)中分别设置有上齿轮传动轴(3)和下齿轮传动轴,在上齿轮与下齿轮之间设置有封闭链条(2),在封闭链条(2)上固定设置有连接块(9),在连接块(9)上连接有伸缩连接杆(8),在伸缩连接杆(8)端部设置有圆形托盘(7),在圆形托盘(7)内设置有旋转电机(6),在圆形托盘(7)底部设置有轴承,在旋转盘支撑转动轴的另一端固定连接有旋转盘(5),升降电机(4)和旋转电机(6)均与一个带有无线信号接收器的控制器电连接。本

X射线数字平板成像智能检测系统装置及检测方法.docx
X射线数字平板成像智能检测系统装置及检测方法一、引言X射线成像技术在工业领域中广泛应用,而数字平板技术在数字成像中也得到了丰富发展。在工业领域中,数字平板X射线成像技术的使用不断向应用领域扩大,以此提高生产效率和产品质量。数字平板X射线成像技术已经成为一种新的质量检测方法,它具有快速、高效、准确等优点,受到越来越多企业的重视。二、概述X射线数字平板成像智能检测系统装置及检测方法是一种集成了数字平板成像技术和专业的检测算法的检测设备,它通过采用高精度的数字X射线成像平板,将被检测产品置于其中,利用X射线穿透

X射线防护系统中的漏射线自动检测装置.pdf
一种X射线防护系统的漏射线自动检测的装置,由自动检测架车和远程系统控制台组成,自动检测架车是由行走驱动轮、齿轮转向装置、升降传动装置、前后伸缩装置、角度偏转装置组成,在自动检测架车上装有漏射线自动反馈检测仪、自动喷涂打标器和实时监控摄像头。远程系统控制台由PC机、PLC、运动控制器、伺服驱动器、位置编码器、信号采集反馈芯片及适时监控成像芯片等部件组成。本发明装置自动化程度高,可以对防护屏蔽室进行任何位置角度的实时漏射线检测,具有定位精确,适用性强,检测精度高等优点。由于远程控制自动检测,从根本上避免人员因