
柄部钎焊麻花钻及其制造方法.pdf

夏萍****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
柄部钎焊麻花钻及其制造方法.pdf
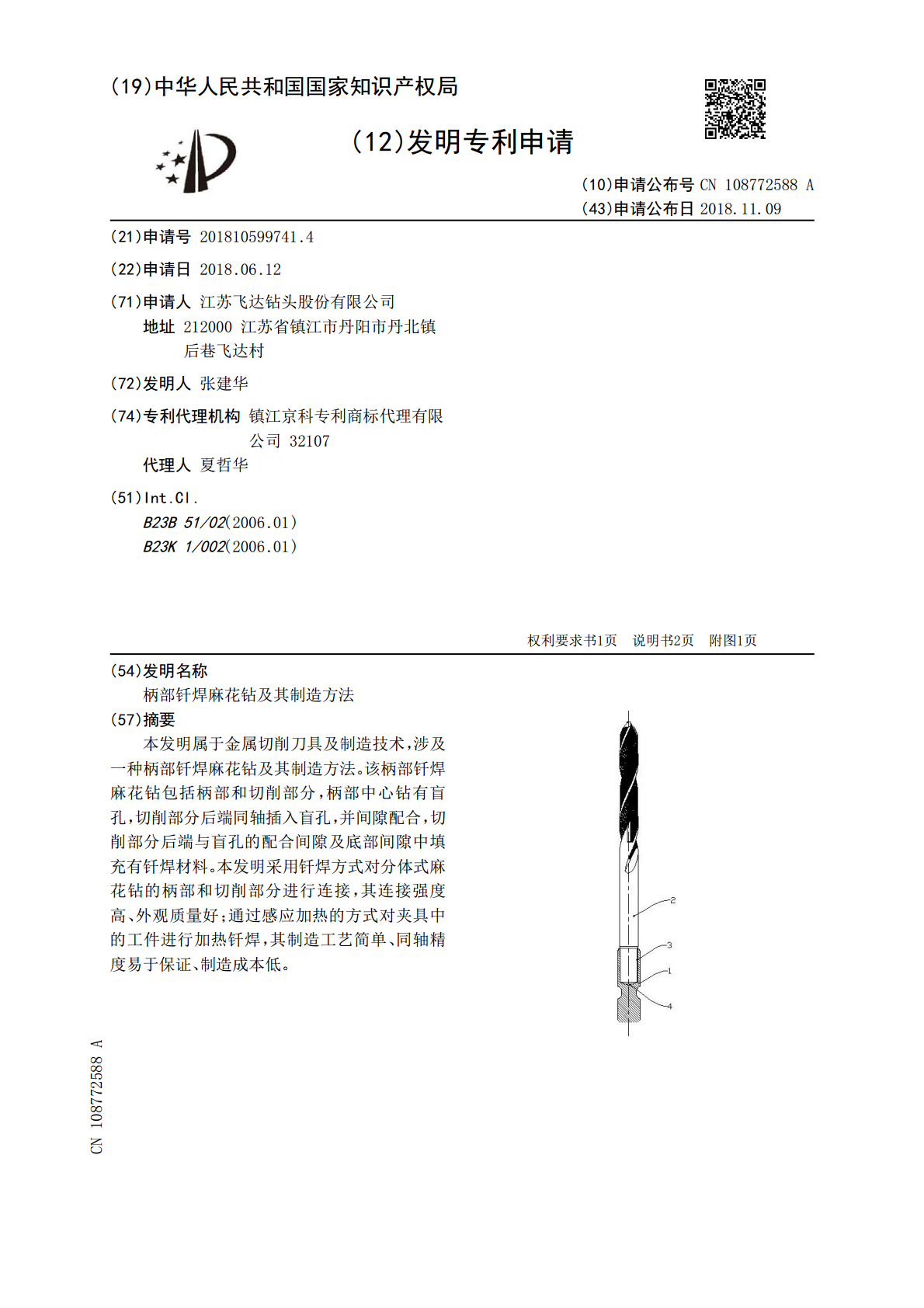
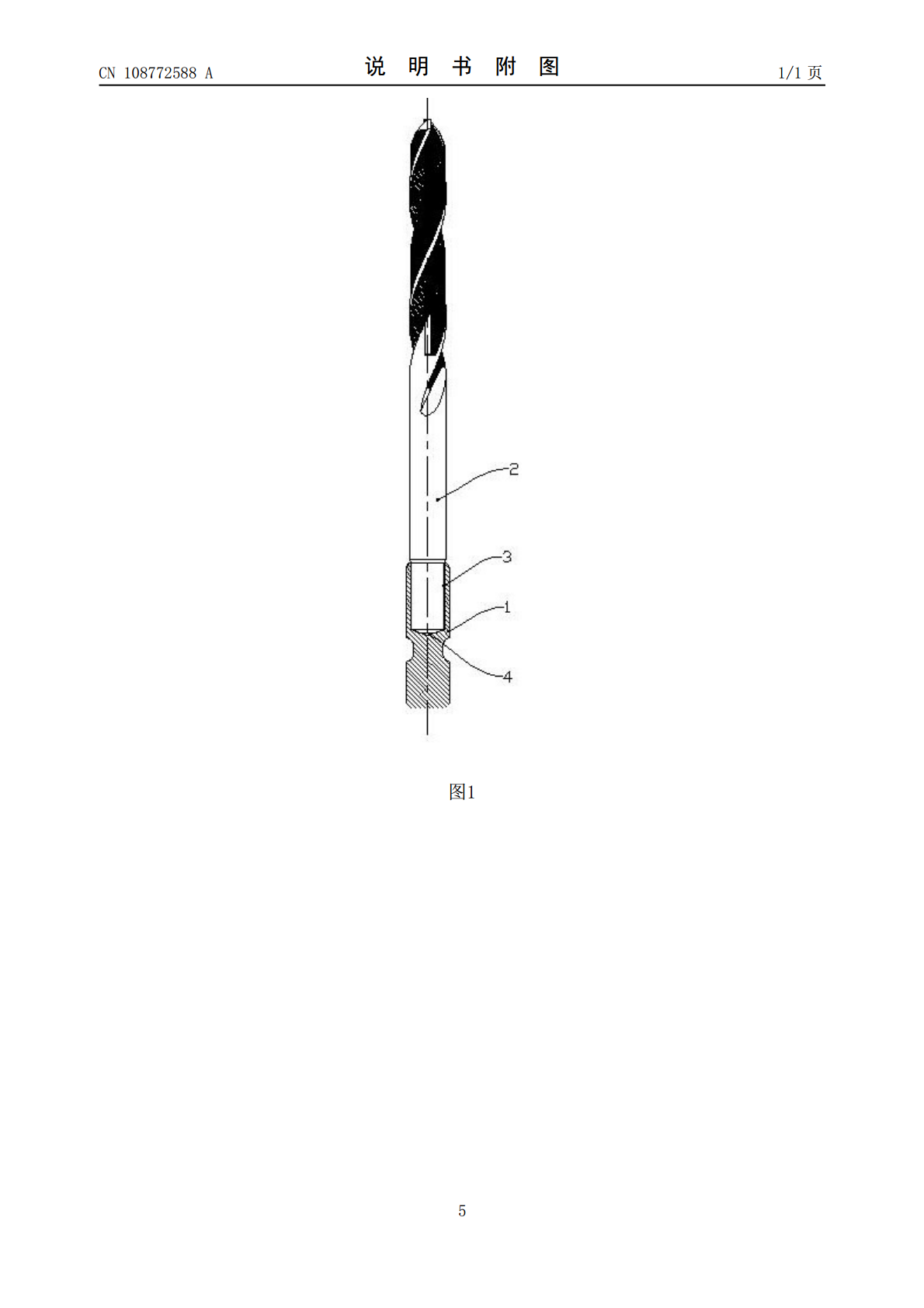
本发明属于金属切削刀具及制造技术,涉及一种柄部钎焊麻花钻及其制造方法。该柄部钎焊麻花钻包括柄部和切削部分,柄部中心钻有盲孔,切削部分后端同轴插入盲孔,并间隙配合,切削部分后端与盲孔的配合间隙及底部间隙中填充有钎焊材料。本发明采用钎焊方式对分体式麻花钻的柄部和切削部分进行连接,其连接强度高、外观质量好;通过感应加热的方式对夹具中的工件进行加热钎焊,其制造工艺简单、同轴精度易于保证、制造成本低。

木塑环保漆刷柄及其制造方法.pdf
本发明涉及一种木塑环保漆刷柄,其特征在于:所述球钉包括由聚丙烯木塑复合材料构成的两半边体,所述两半边体拼接连接。该木塑环保漆刷柄不仅避免了木制漆刷柄在生产上繁琐的加工工艺以及杜绝了木材的严重损耗和浪费,节省大量木材资源,既保护了环境又实现了资源的循环利用。

髋关节假体柄及其制造方法.pdf
本发明提出一种髋关节假体柄及其制造方法,涉及髋关节技术领域,该方法包括:利用CT扫描仪对目标髋关节进行扫描,并依据股骨缺损数据及髓腔纵向形状走势数据,建立初始髋关节假体柄实体模型;再以预设的压力载荷数据及髓腔约束载荷数据拓扑优化初始髋关节假体柄实体模型,得到优化髋关节假体柄实体模型;对优化髋关节假体柄实体模型进行再设计,拓扑去掉的部分分别用不同的多孔网格进行填充,得到初始人体髋关节假体柄;再将初始人体髋关节假体柄的侧边除侧部预留钻孔和股骨头固定端之外的其他部分填充预设厚度的多孔网格结构;最后3D打印得到实
一种钎焊式等离子电极及其制造方法.pdf
本发明涉及一种钎焊式等离子电极及其制造方法,包括:(1)以强化无氧铜作为电极主体,在电极主体上加工出钎焊孔以及冷却孔;(2)将铪丝车削或切断处理得到铪颗粒;(3)加工出钎焊材料;(4)将电极主体放在水平的夹具中,向钎焊孔内,先放入钎焊材料,再放入铪颗粒;(5)将组装好的产品放入真空炉,抽真空,加热至钎焊温度,钎料融化使铪颗粒与电极主体连接为一体,保温、冷却。此工艺可克服现有技术中钎焊式电极因在钎焊高温过程中存在褪火现象而导致产品材质变软,后续无法加工及使用的问题,该技术方案中强化无氧铜具有良好的导电性能和
一种带柄抛光轮及其制造用工装及制造方法.pdf
本发明提供一种带柄抛光轮及其制造用工装及制造方法,该工装结构简单,利用该工装的制造方法简单易操作,生产效率高,制造的抛光轮磨损报废后,柄可重复利用。工装包括工装本体,工装本体内设置二级阶梯孔,二级阶梯孔为通孔,包括直径依次减小的同轴设置的一级孔段和二级孔段;一级孔段用于盛放抛光轮,其直径与抛光轮的直径过渡配合;二级孔段用于盛放柄,其直径与柄的直径过渡配合。将抛光轮置于工装本体上的一级孔段内,将工装本体和抛光轮固定,将柄的一端插入二级孔段内,另一端上施加压力,将柄插入二级孔段内的一端继续插入抛光轮中,然后只