
一种轴端盲孔内加工键槽的方法以及带有键槽的轴.pdf

飞舟****文章

1/6
2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴端盲孔内加工键槽的方法以及带有键槽的轴.pdf
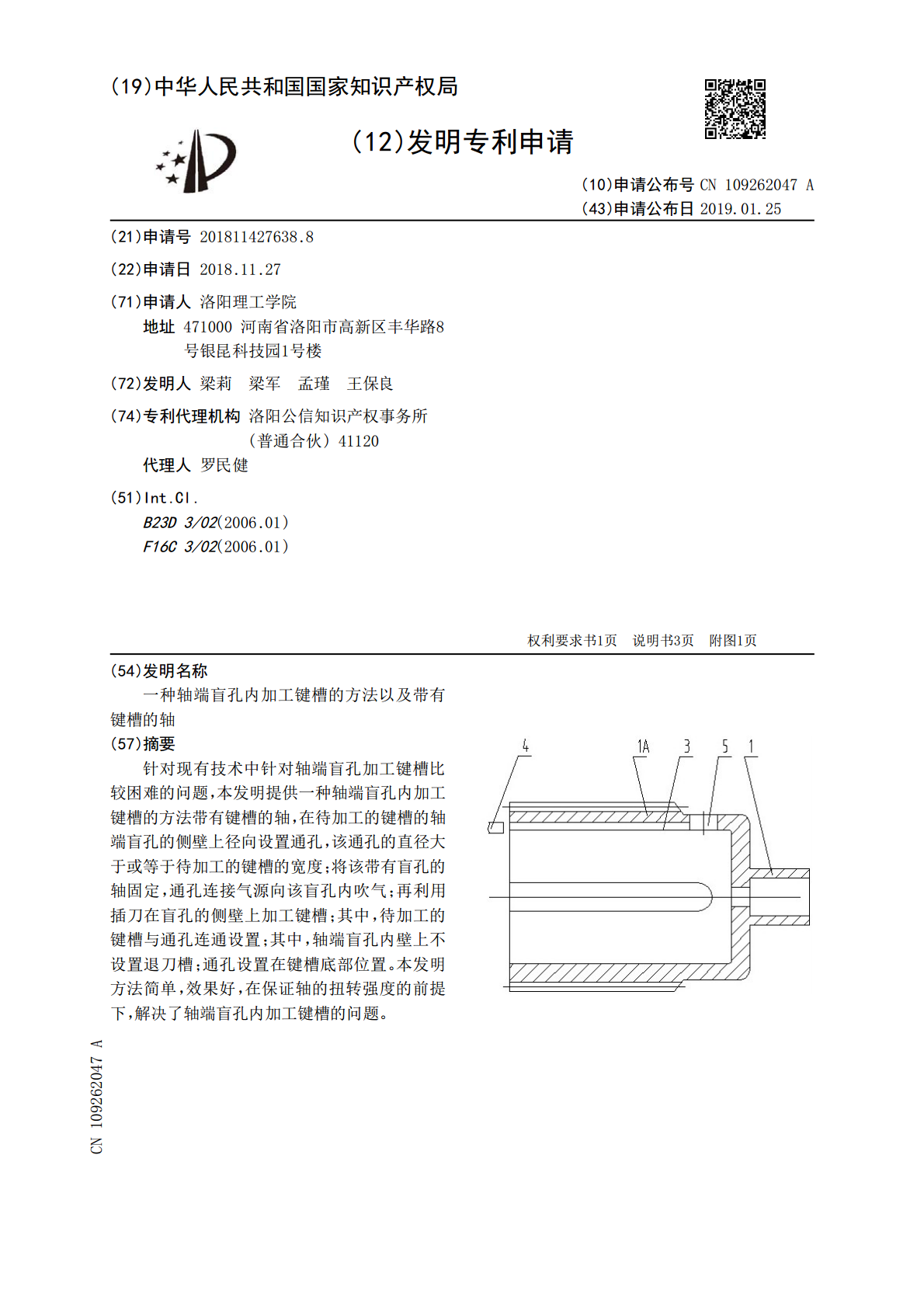
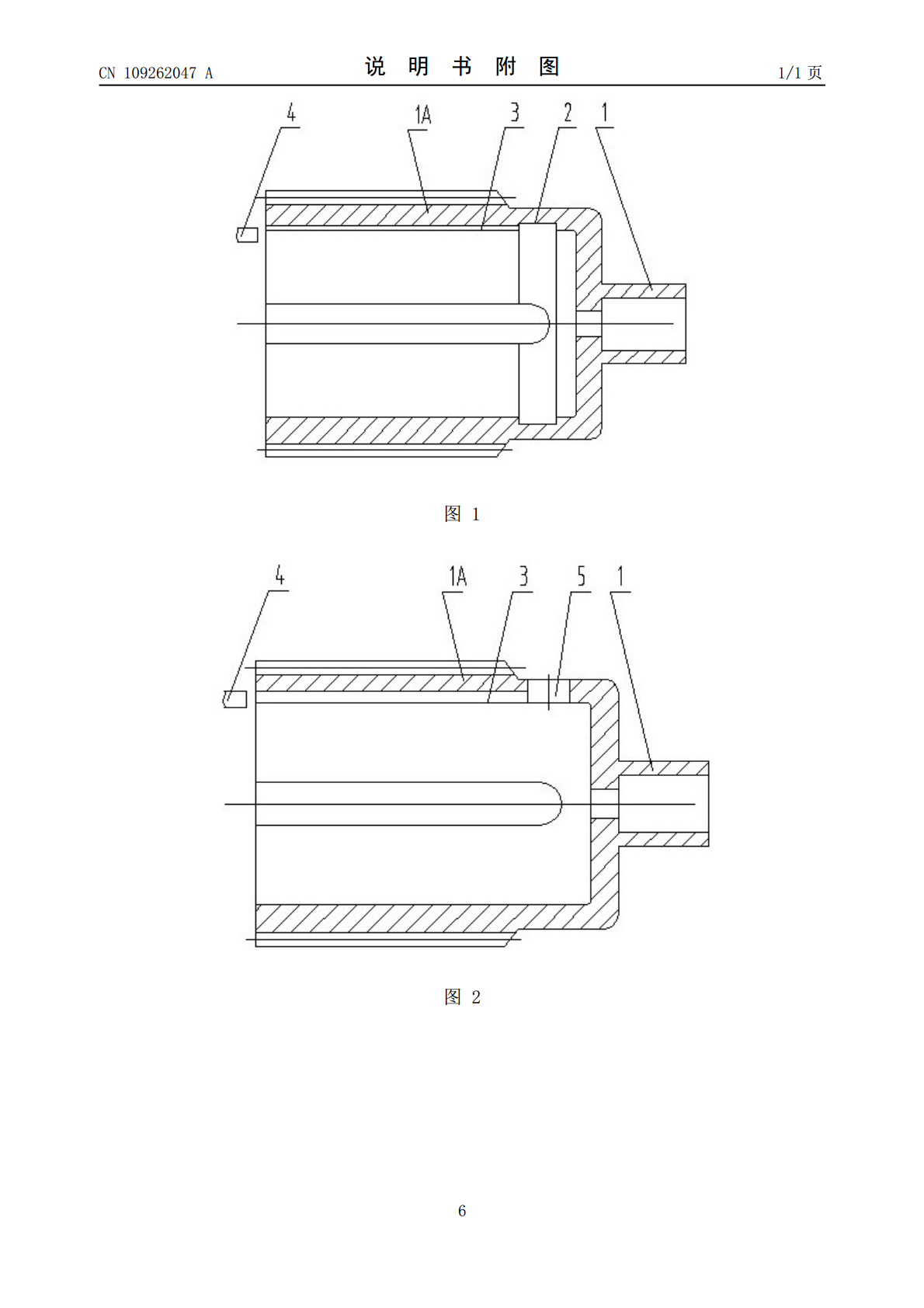
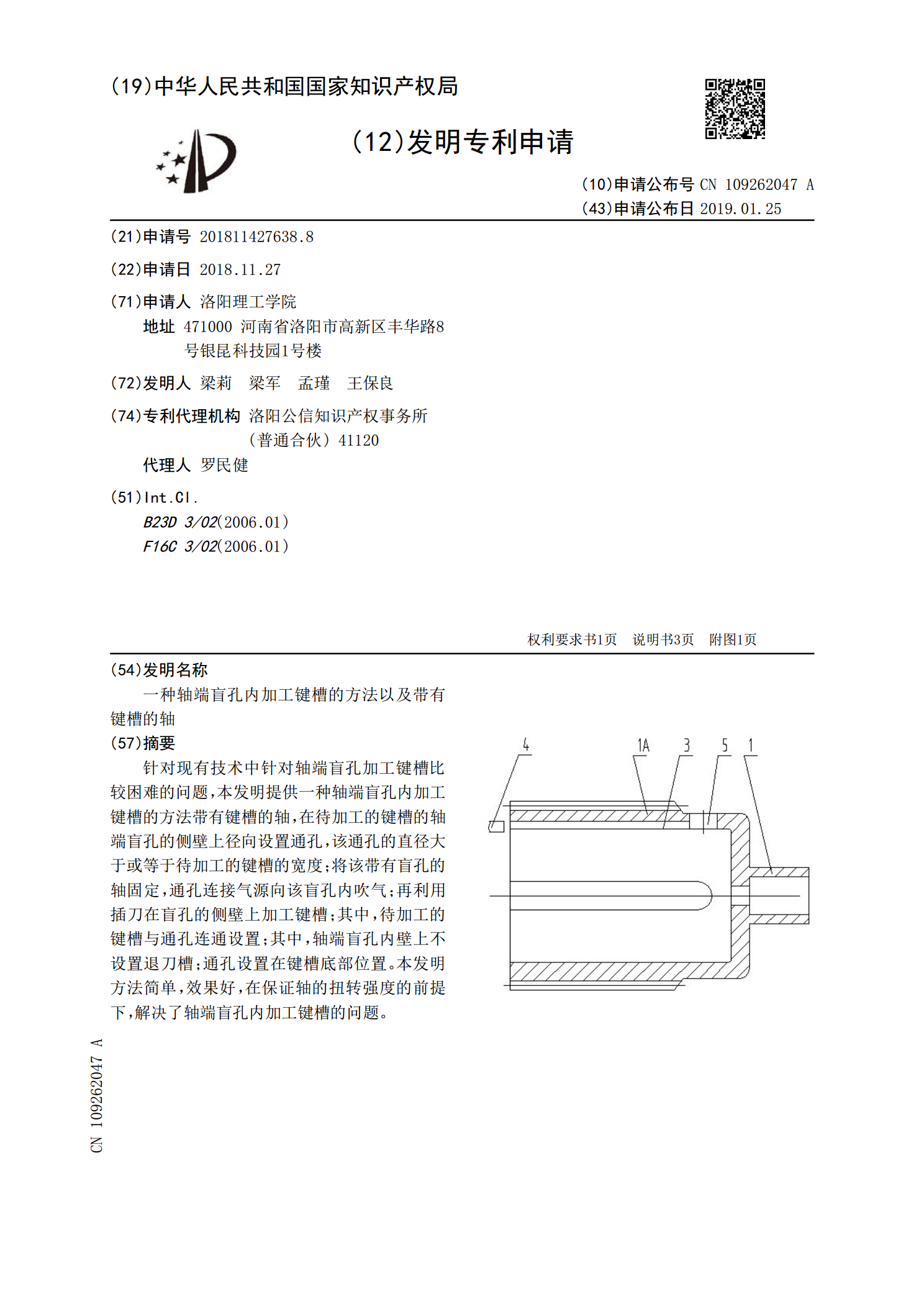
针对现有技术中针对轴端盲孔加工键槽比较困难的问题,本发明提供一种轴端盲孔内加工键槽的方法带有键槽的轴,在待加工的键槽的轴端盲孔的侧壁上径向设置通孔,该通孔的直径大于或等于待加工的键槽的宽度;将该带有盲孔的轴固定,通孔连接气源向该盲孔内吹气;再利用插刀在盲孔的侧壁上加工键槽;其中,待加工的键槽与通孔连通设置;其中,轴端盲孔内壁上不设置退刀槽;通孔设置在键槽底部位置。本发明方法简单,效果好,在保证轴的扭转强度的前提下,解决了轴端盲孔内加工键槽的问题。
一种深盲孔长轴内键槽的快捷加工方法.pdf
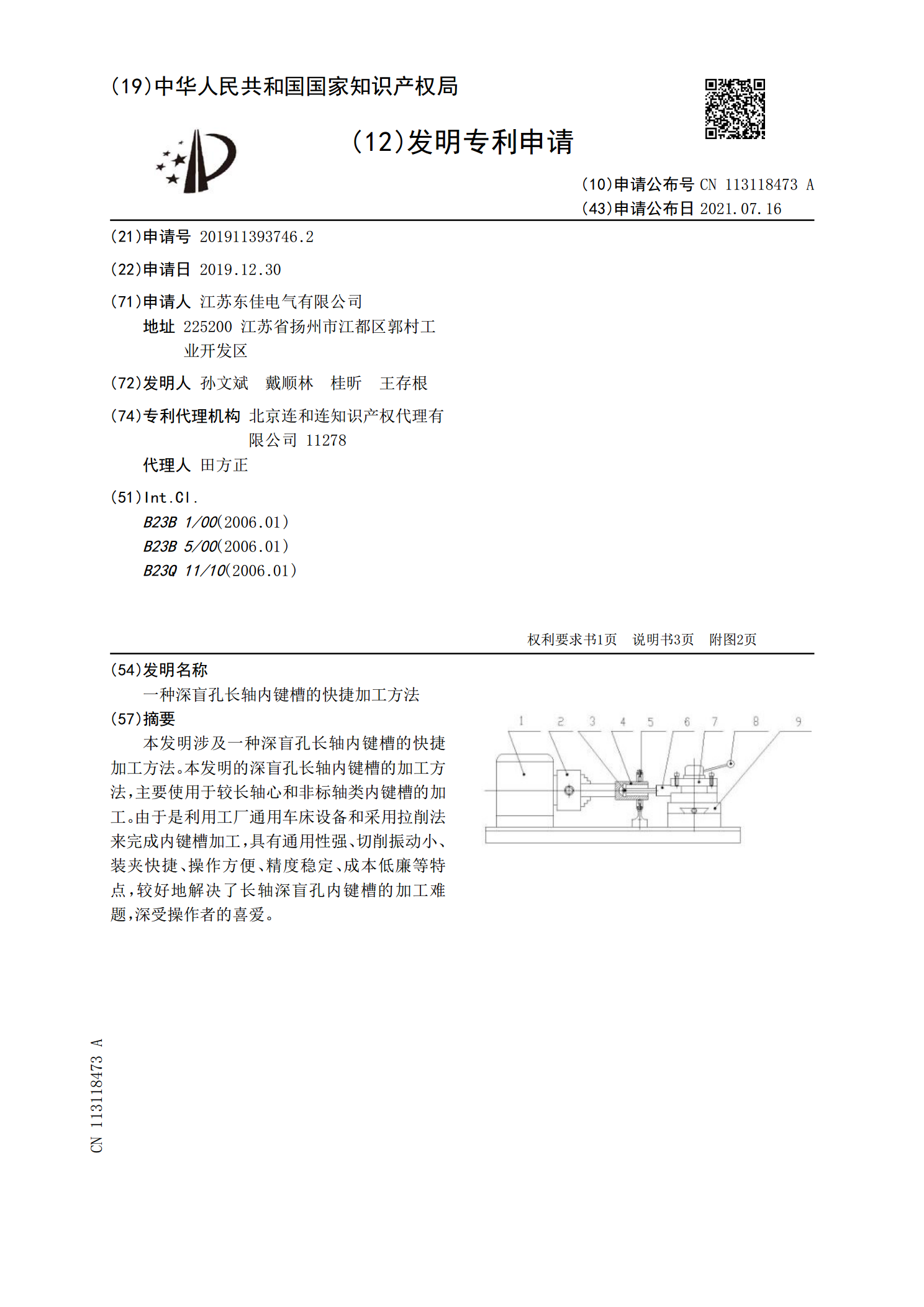
本发明涉及一种深盲孔长轴内键槽的快捷加工方法。本发明的深盲孔长轴内键槽的加工方法,主要使用于较长轴心和非标轴类内键槽的加工。由于是利用工厂通用车床设备和采用拉削法来完成内键槽加工,具有通用性强、切削振动小、装夹快捷、操作方便、精度稳定、成本低廉等特点,较好地解决了长轴深盲孔内键槽的加工难题,深受操作者的喜爱。
一种加工轴键槽的简单装置及方法.pdf
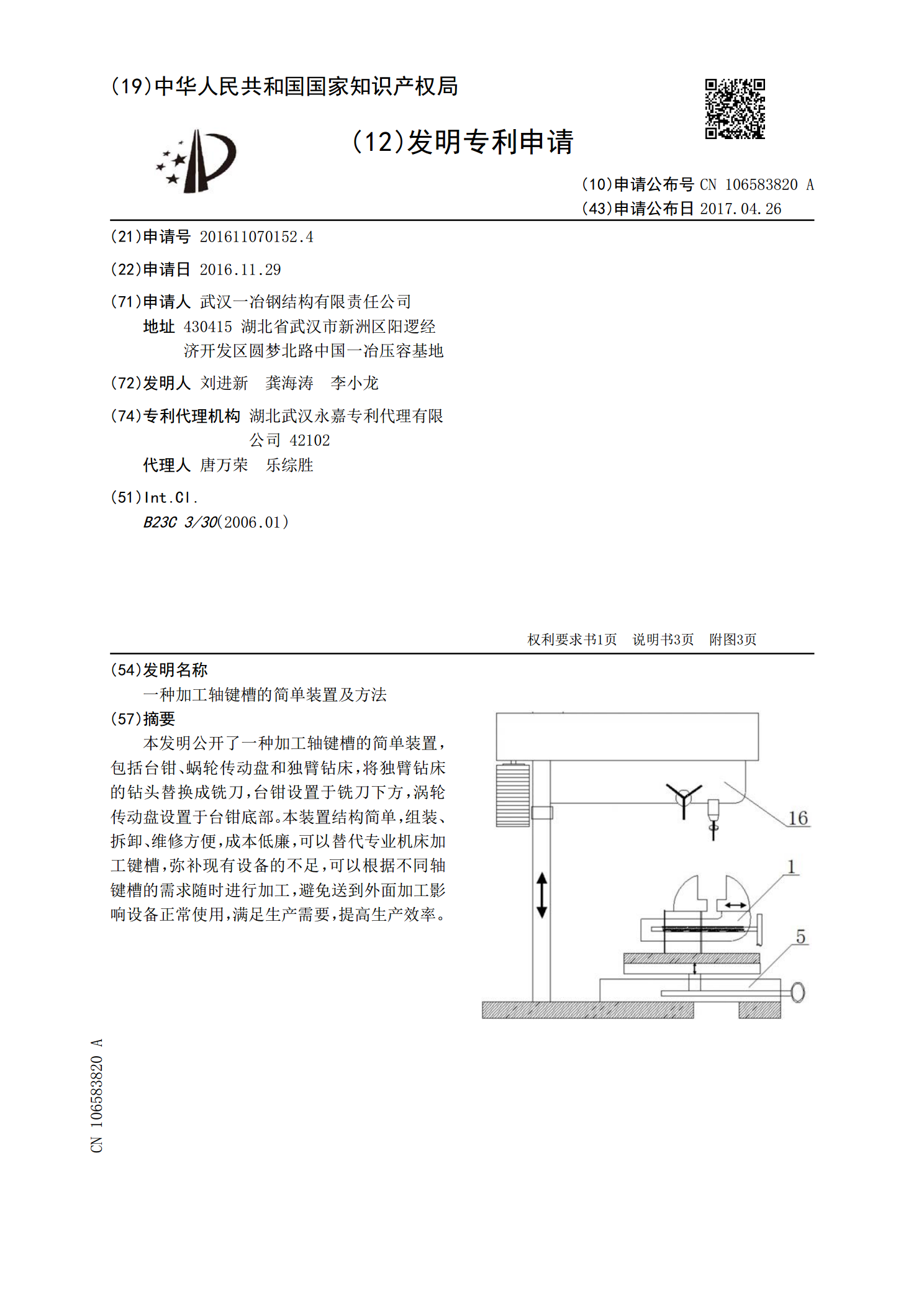
本发明公开了一种加工轴键槽的简单装置,包括台钳、蜗轮传动盘和独臂钻床,将独臂钻床的钻头替换成铣刀,台钳设置于铣刀下方,涡轮传动盘设置于台钳底部。本装置结构简单,组装、拆卸、维修方便,成本低廉,可以替代专业机床加工键槽,弥补现有设备的不足,可以根据不同轴键槽的需求随时进行加工,避免送到外面加工影响设备正常使用,满足生产需要,提高生产效率。

加工键槽简便对刀装置及铣削高对称度轴上键槽的方法.pdf
本发明公开了一种加工键槽简便对刀装置,包括:模座,所述模座的底部设有定位键;分度齿轮轴,可转动地安装在模座上;V形架,V形架固定在分度齿轮轴上。本发明还提供了一种铣削高对称度轴上键槽的方法,包括以下步骤:将模座安装在铣床工作台上;将分度齿轮轴固定在模座上,将工件夹紧在V形架上,利用铣刀铣削出键槽的一部分;将分度齿轮轴旋转180°后再次固定在模座上;再次利用铣刀铣削出键槽的另一部分。本发明的分度齿轮轴可转动地安装在模座上,在铣削加工过程中,将分度齿轮轴旋转180°后继续进行铣削,使得旋转前后的铣削方向一致,
花键轴、键槽加工设备.pdf
本发明涉及机加工行业,具体是一种花键轴、键槽加工设备,包括车床总成、定位机构总成和铣削机构总成,所述的定位机构总成固定在车床导轨上面,其定位机构卡盘和车床卡盘在同一中心,并可根据需要调整伸缩传动轴的长度确定安装位置,定位销在定位机箱的侧面,用于对定位盘的固定,定位盘和定位机构卡盘连接,定位机构总成主要用于铣削作业时工件的角度定位,在车削作业时也可当中心架使用,铣削机构总成固定在车床总成给刀机构上面,在铣削机构齿轮箱上面装有电机,给铣削机构提供动力,铣刀轴可以根据工件要求安装不同规格型号的刀具,铣削机构总成