
一种盲孔管件上料整理机构.pdf

高格****gu


1/9

2/9
3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种盲孔管件上料整理机构.pdf
本发明公开了一种盲孔管件上料整理机构,属于工件加工机械设备领域。该发明的上管机构竖直设置于理管机构下侧的固定支架,升降连板沿固定支架端下侧竖直固定设置有挡管连板,导管料管倾斜向下设置于固定支架一侧中部,升降料管竖直设置在平移料管一端下侧,升降料管上端一侧与平移料管下侧之间倾斜设置有导管斜板,推管顶杆水平固定设置于推管活塞杆一端,升降连板上侧的平移料管上设置有与升降连板尺寸规格相适配的连接板槽,限位转杆设置于平移料管沿升降料管端上侧的固定支架。本发明结构设计合理,可以将盲孔管件逐个平稳的上料移送,并能将盲孔
一种盲孔管件平推上料机构.pdf
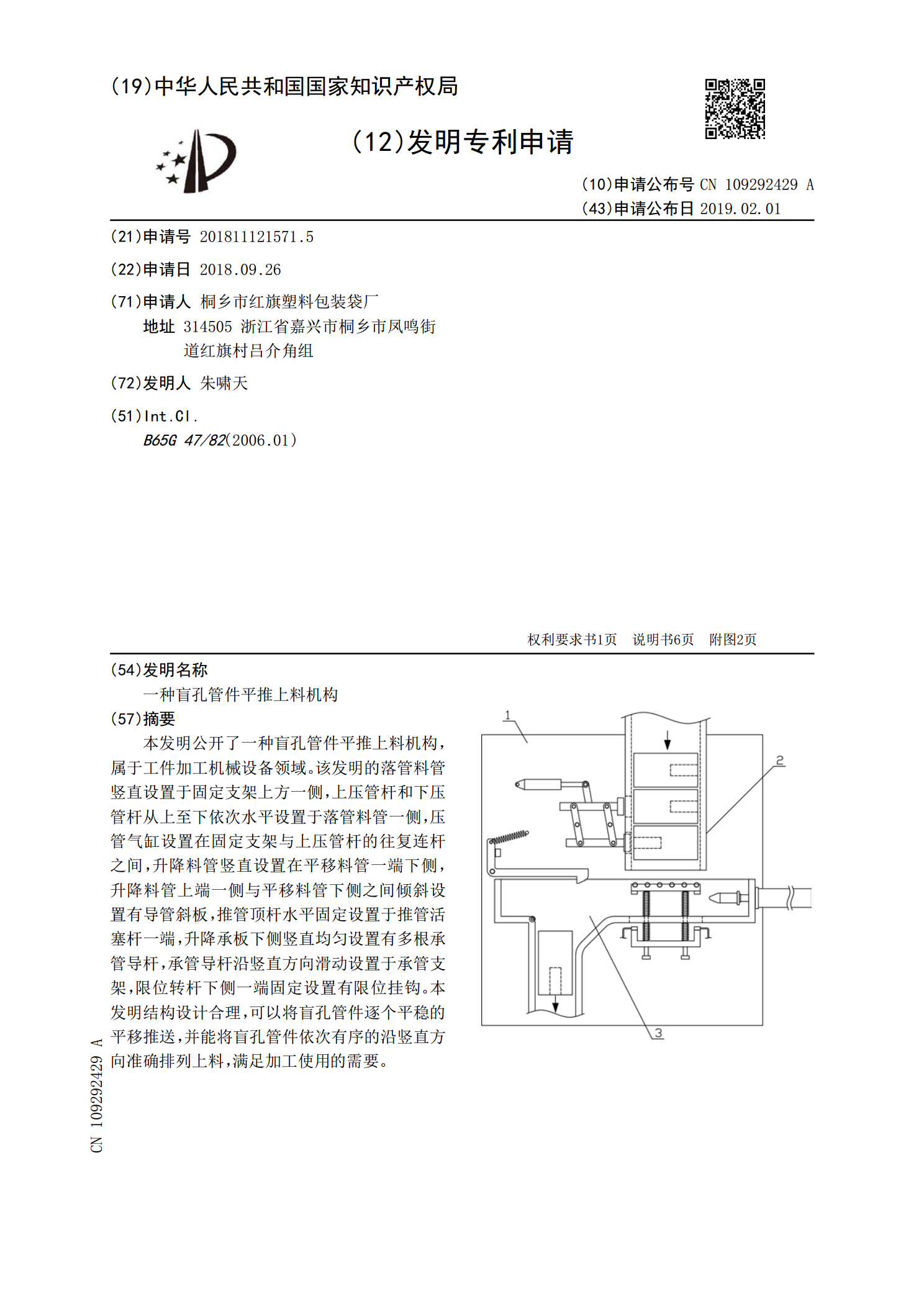
本发明公开了一种盲孔管件平推上料机构,属于工件加工机械设备领域。该发明的落管料管竖直设置于固定支架上方一侧,上压管杆和下压管杆从上至下依次水平设置于落管料管一侧,压管气缸设置在固定支架与上压管杆的往复连杆之间,升降料管竖直设置在平移料管一端下侧,升降料管上端一侧与平移料管下侧之间倾斜设置有导管斜板,推管顶杆水平固定设置于推管活塞杆一端,升降承板下侧竖直均匀设置有多根承管导杆,承管导杆沿竖直方向滑动设置于承管支架,限位转杆下侧一端固定设置有限位挂钩。本发明结构设计合理,可以将盲孔管件逐个平稳的平移推送,并能

盲孔件导料防错装置及盲孔件供料机构.pdf
一种盲孔件导料防错装置,包括竖直设置的筛料缓冲柱及转动设置在筛料缓冲柱上的第一筛选棘轮;筛料缓冲柱的中部沿长度方向开设有料槽,筛料缓冲柱的一侧开设有与料槽平行连通的侧向开口;第一筛选棘轮的周向设置有若干棘齿,至少部分的棘齿从侧向开口伸入到料槽中;第一筛选棘轮由一第一步进电机驱动。如此能够识别金属盲孔件的朝向,便于后续加工或装配。本发明还提供一种盲孔件供料机构。

盲孔件勾式上料装置.pdf
一种盲孔件勾式上料装置,包括料斗、位于料斗一侧的弧形料仓、位于弧形料仓远离料斗的一侧的导料柱、从导料柱的顶端朝向弧形料仓的上方弧形弯曲的导料通道、与弧形料仓的侧壁转动连接且位于导料通道与弧形料仓的底部之间的勾料转盘、若干突出设置于勾料转盘周向侧壁上的取料勾及用于驱动勾料转盘转动的电机;导料柱的中部开设有储料槽,导料柱的顶部朝向弧形料仓的一侧开设有与储料槽连通的侧开口;导料通道的底面开设有导料槽,导料槽与导料柱的储料槽连通;一第一转轴穿过勾料转盘的中部及弧形料仓的侧壁,并与电机的输出端连接。如此能将金属盲孔

一种管件上料转运机构.pdf
本发明公开了一种管件上料转运机构,属于工件加工机械设备领域。该发明的导管机构和转运机构沿竖直方向从上至下依次固定设置于上料底座一侧,导管料管竖直设置于上料底座上方一侧,承管机构和弧形连板沿往复转板转动的径向分别设置于往复转板两端,转运齿轮与弧形齿条间歇啮合连接,转运电机和转运齿轮之间采用转运皮带传动连接,往复转板沿承管机构端与上料底座之间倾斜设置有复位拉簧,往复转板一侧的上料底座上固定设置有复位挡板,传料皮带水平设置于传料支架上侧。本发明结构设计合理,可以将管件逐个平稳导向下料,并能够将管件高效准确的转运